


スレッドフライスカッターの紹介と利点
ねじ切りカッターには多くの利点があり、ワイヤタップよりも有利です。スレッド フライス カッターは、ワイヤー タップよりも 10 倍以上速く、高精度です。
面粗度が良く、同一ピッチで大小の穴をナイフで加工できます。穴あけ・フライス・面取りを一度に加工します。折った後はワイヤータップのように取り出せず、工作機械の抵抗も少ないです。
ねじ切りフライスの紹介:
伝統的なねじ加工方法は、主にねじ回しツールを使用してねじを回すか、タップ、ダイスを使用して手動でタップしてバックルします。数値制御加工技術の発展、特に 3 軸リンク数値制御加工システムの出現により、より高度なねじ加工方法 - ねじ数値制御フライス加工を実現できます。従来のねじ加工方法と比較して、ねじフライス加工は加工精度と加工効率に大きな利点があり、加工中のねじ構造とねじ回転に制限されません。たとえば、スレッド フライス カッターは、さまざまな異なる回転方向を処理できます。内ネジと外ネジ。移行バックルやアンダーカット構造が許されないねじの場合、従来の旋削方法やタップとダイスでは加工が困難ですが、CNC フライス加工では非常に簡単に実現できます。また、スレッドフライスカッターの耐久性はタップの十倍以上、場合によっては数十倍以上あり、CNCフライスねじの加工において、タップやタップでは難しいねじ径の調整が非常に便利です。

フライスねじ 機械加工 分類
機械 C 唇 T タイプ:
片歯マシンクランプ:機械構造は、ねじ付き旋削工具に似ています。刃は旋削工具に接続されており、ねじ加工の歯は 1 つだけです。工具は 1 回のスパイラル動作で 1 つの歯しか加工できず、対応するピッチは Z 軸方向に縮小されます。効率は多歯マシン クランプ スレッド フライス カッターよりも低くなります。
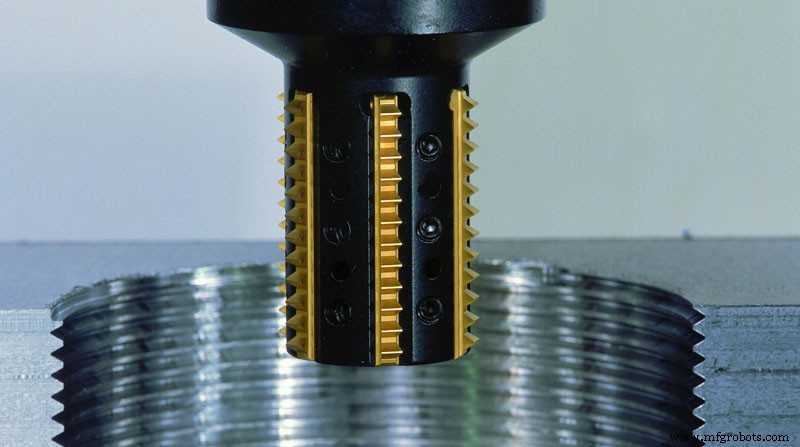
多歯マシンクランプ:ブレードには複数のねじ加工歯があります。工具は 1 円を回転し、対応する歯数のピッチを Z 軸上で縮小して、高い加工効果で複数のねじ山を加工できます。
積分 タイプ :
一体型:刃先にもねじ加工の歯が多数あります。固定ピッチねじフライスです。カッターは剛性が高く、切削速度と送り速度を高めることができる超硬ソリッドでできています。それは広い処理範囲と構造を持っています。コンパクトで小径~中径のめねじ加工が可能。しかし、その価格はより高価です.
ミリング T スレッド 機械加工 C 特徴
1.安定性
チタン合金、高温合金、高硬度材料などの難削材を加工する場合、切削抵抗が大きすぎるため、部品内でタップがねじれたり、破損したりすることがよくあります。長い切りくず材料の加工では、切りくずの除去がスムーズに行われないと、切りくずがタップに巻き付いたり、オリフィスを塞いだりして、タップがつぶれたり、部品内で破損したりすることがよくあります。壊れたタップを取り出すのは手間と時間がかかり、部品を損傷する可能性があります。この問題を解決するために、ねじ切りフライスを使用できます。ねじ切りカッターは徐々に材料に切り込みを入れるため、発生する切削抵抗が小さく、工具が破損することはほとんどありません。工具が破損した場合でも、フライスの直径はねじ穴の直径よりもはるかに小さいため、パーツを損傷することなくパーツから破損部分を簡単に取り除くことができます。
2 高精度
工具の高速回転と主軸補間によるねじ切り加工のため、めねじ加工や切りくず除去に便利です。スレッドミーリングはチップブレーキング切削に属し、チップは短くて小さいです。さらに、機械加工ツールの直径は、タップの反転によって形成される回転ラインを避けるために、ねじの直径よりも大きくなっています (高いシール要件の場合は許可されません)。本来のフライスの加工には回転ラインが全くなく、タップが避けられないからです。粘着性のチップの現象は形成しにくいです。比較的軟らかい材料の場合、加工中に切りくずが付着しやすくなりますが、スレッドは機械動力が低くて済みます。ねじ切り加工はチップブレーキング切削であるため、工具が局部的に接触し、切削抵抗が小さく、タップ工具の破損に対処しやすいです。
3.高効率
処理効率が高い。大量のねじ加工では、タップの切削速度限界が比較的低く、ねじ加工後の逆引き込みにより、加工能率の向上が非常に難しいことがわかっています。しかし、スレッドフライスカッターを使用すると、それ自体のフライス速度が非常に速いだけでなく、マルチスロット設計により刃数が増えるため、送り速度を簡単に上げることができ、加工効率が大幅に向上します。長いねじの加工では、軸方向の送り距離を短くする(ねじを短くすることに相当する)ブレードの長いブレードを選択して、さらに加工効率を向上させることもできます。
4.グッドフィニッシュ
タップで加工する場合、切削速度が遅く、切りくず処理が困難なため、良好な面粗さとねじ精度を得るのは非常に困難です。しかし、ねじ切り加工なら問題なし!高い切削速度と小さな切削力により、切削面が非常に滑らかになります。微細な切りくずは、加工面を傷つけることなく、クーラントによってワークピースから簡単に洗い流されます。より高いねじ精度が要求されるワークの場合、スレッド フライス カッターは精度を確保するためにヘリカル補間に依存しているため、プログラムを調整するだけで、必要な高精度のねじ山を簡単に取得できます。この機能は、精密ねじ加工において絶対的な利点があります。
5 低コスト
ねじ切りカッターは柔軟に使用でき、さまざまな作業条件に適用できます。たとえば、同じスレッド フライス カッターを使用して、左ねじまたは右ねじを加工できます。おねじもめねじも加工できます。これらはすべて、補間手順を調整するだけで済みます。機械加工にタップを使用すると、部品に直径が異なるが同じピッチのねじ穴が複数ある場合、直径の異なるタップが必要になります。
これは、多くのタップを必要とするだけでなく、多くの工具交換時間を必要とします。ねじ切りカッターを使用すると、スパイラル補間で加工されるため、加工プログラムを変更するだけで、すべての直径のねじの加工が完了し、工具コストと工具交換時間を大幅に節約できます。
ねじ精度を確保するため、タップで被削材を加工する場合、タップの種類を変える必要があります。ただし、ねじ切りカッターを使用する場合、そのような制限はありません。同じスレッド フライス カッターで、ほとんどの材料を加工し、非常に高精度のねじ山を得ることができます。これにより、ツールのコストも大幅に削減できます。

止り穴の底に近いねじ加工が必要な場合、タップ加工では底の完全なねじが得られません。また、タップが底部で停止し、後退して後退する準備をしている間に、ツールが少し前進し続ける可能性があり(フローティングタップ)、タップが簡単に破損する可能性があります。この問題は、ねじフライスカッターを使用することで回避できます。ねじフライスカッターは穴よりも小さく、反転して後退させる必要がなく、工具の先端でねじ形状がそのまま残ります。このようにして、完全で正確なねじの深さを得ることができます!加工によっては、ねじ切り加工が多くの問題の解決に役立ちます。
例:大型の非円形部品のねじ加工では、旋盤で加工する場合、びびりを避けるために複雑なクランプとバランス調整が必要です。このとき、マシニングセンターで加工でき、部品は動かず、バランスの問題を回避するためにスレッドフライスが回転します。例えば、断続的なねじ山を加工する場合、振動の影響が刃に大きな影響を与え、クラックが生じやすくなります。スレッド フライス カッターの使用。カッターは材料の不連続部を徐々に切削するため、大きな衝撃が回避され、カッターの寿命が延びます。
製造プロセス