


被削性の導入、影響要因、改善と測定
切削工具で金属を切削しやすいことを被削性といいます。ただし、金属の機械加工性を決定する多くの要因により、この特性を定量化することは困難です。この記事では、機械加工性とは何か、機械加工性に影響を与える要因、金属の機械加工性チャート、機械加工性を改善する方法、機械加工性を測定する方法など、機械加工性の基本を紹介します。
機械加工性とは?
機械加工性は、切削工具で材料を切削するのがどれほど簡単か、または金属を切削するのがどれほど簡単かの尺度です。満足のいく表面仕上げを提供しながら、材料 (主に金属) をどの程度簡単に切断または成形できるかを定義します。機械加工性に優れた材料は、切削にほとんど力を必要とせず、滑らかな表面仕上げを実現し、工具の摩耗を最小限に抑えます。対照的に、被削性が低い被削材は、より高い切削抵抗を必要とし、表面仕上げが悪く、工具を摩耗させます。したがって、機械加工性が低い材料は、処理コストが高くなります。
米国鉄鋼協会 (AISI) は、さまざまな材料の 160 Brinell B1112 鋼の機械加工性に対して 100% の機械加工性評価を確立しました。 B1112 よりも被削性が高い金属は 100% を超え、被削性が低い金属は 100% を下回ります。被削性評価は、各材料の通常の切削速度、表面仕上げ、および工具寿命の加重平均を測定することによって決定されます。
金属の機械加工性チャート
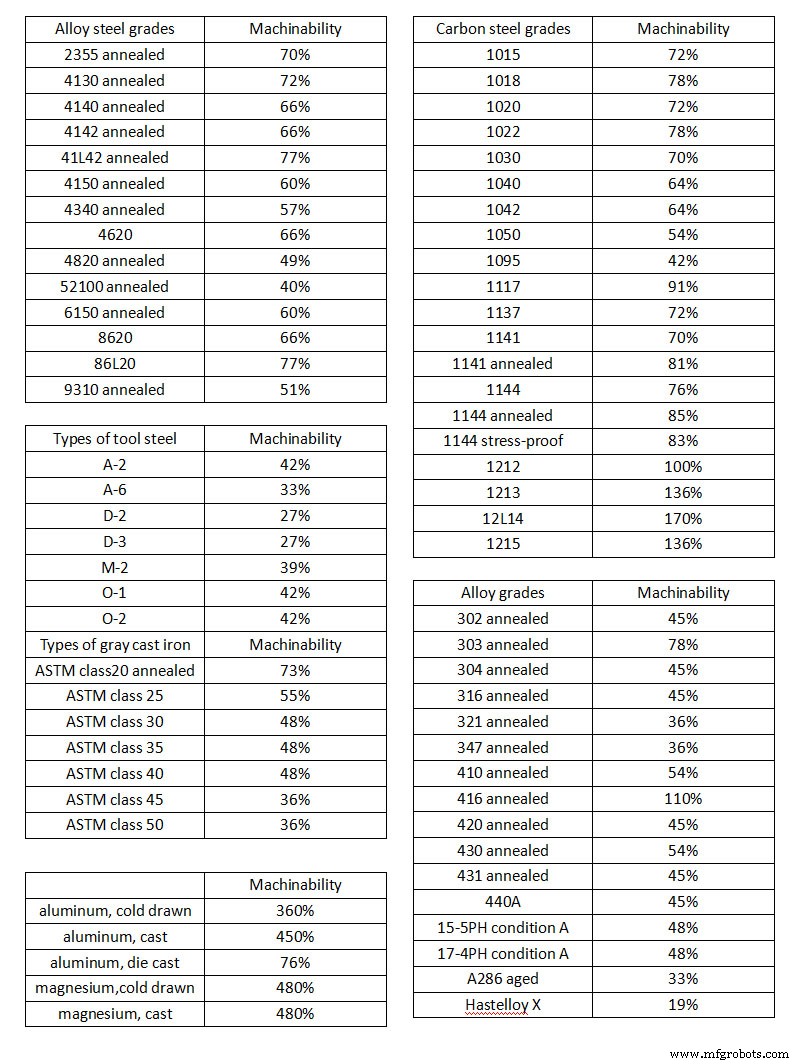
(出典:https://www.cnclathing.com/guide/cnc-machining-material-machineability-chart-machineability-of-metals-and-plastics-cnclathing )
金属の機械加工性影響要因
1) ワークの特性に関連する要因
金属の硬度:
金属が硬い場合、より多くの電力を必要とし、高温になります。そのため、工具の摩耗が発生し、被削性が低下する可能性があります。
化学組成:
純金属を加工する場合、切削抵抗と工具の摩耗は非常に高くなります。ただし、少量の炭素、マンガン、鉛、硫黄、およびリンを鋼に添加すると、被削性を向上させることができます。生産性と表面仕上げも向上します。
0.01% から 0.15% の炭素を含む低炭素鋼は、延性と靭性が高いため、機械加工性が低くなります。
炭素含有量が多い場合 (つまり、0.25% から 0.3%)、良好な機械加工性を示します。
1% のマンガンと 0.15% のリンの添加により、金属の機械加工性が向上します。
金属に硫黄やリンが含まれていると、脆性により切りくずが割れやすくなります。
ただし、シリコン、ニッケル、クロム、バナジウム、モリブデンなど、鋼に添加される一部の金属は、機械加工性に悪影響を及ぼします。
微細構造:
金属に研磨性介在物や不均一な構造、大きくて歪んだ粒子が含まれている場合、金属の被削性は低下します。
金属の取り扱い:
冷間加工された鋼は、工具寿命を延ばし、高い切削速度で加工できるため、より優れた機械加工性を示します。
高炭素鋼の機械加工性は、熱間加工によって改善できます。
焼きならし、焼きなまし、焼き戻しなどのさまざまな熱処理は、機械加工性の向上に役立ちます。
2) ツール関連の要因
金属の機械加工性に影響を与えるさまざまな切削工具関連の要因を以下に示します。
ツール素材
ツール形状
自然を切る
ツール剛性
3) 切削条件に関する要因
金属の被削性に影響を与える切削条件に関連するさまざまな要因を以下に示します。
切断速度
送りと切込み
切断温度
切削油
4) 機械に関連する要因
機械加工に使用される工作機械は、ワークピースの機械加工性を向上させるために剛性と強度が必要です。
材料の機械加工性の向上
金属は固定された物理的特性を持っていますが、工作物の状態を変更して機械加工を容易にすることができます。機械加工性を向上させるために、合金に添加剤を加えることもできます。
添加剤:特定の材料の機械加工性を改善する 1 つの方法は、他の材料の要素を追加して切削を容易にすることです。たとえば、鋼を機械加工する場合、鉛と硫黄を追加すると、ワークピースの切断が容易になります。
熱処理:金属は、その特性を変更するために加熱および冷却されることがよくあります。熱処理により金属の硬度が下がり、加工しやすくなります。たとえば、ニッケルベースの合金を焼きなますと、機械加工性が向上します。
外的要因:被削材を実際に変更することなく、加工を容易にします。たとえば、工具の材質、切削速度、切削角度、操作条件などを調整することで、難削材の切削が容易になります。
被削性測定
材料の機械加工性に影響を与えるさまざまな要因があるため、機械加工性は定量化が困難な漠然とした概念と見なすことができます。
ただし、エンジニアや材料科学者は、消費電力 (材料を切削するのに必要なエネルギー量)、切削工具の寿命 (材料を切削するときに工具が摩耗する速さ)、表面仕上げ (結果として生じるカットされた素材の滑らかさ) .
消費電力:機械加工性は、材料を切断するのに必要な力によって評価できます。この力は、標準的なエネルギー測定基準を使用して測定されます。
切削工具の寿命:機械加工性は、特定の材料を切削している間に工具がどれくらいの期間持続するかを計算することで評価できます。
表面仕上げ:機械加工中に形成される構成刃先の程度に注目することで、機械加工性を評価できます。高度に機械加工可能な材料は、構成刃先を形成しません。
製造プロセス