


基本的な溶接記号 チャートと図面
一般的な溶接記号とその意味
溶接記号を使用すると、設計者は、溶接に関する重要な詳細情報を溶接工に明確に示すことができます。
溶接記号の情報には、長さ、溶け込みの深さ、鉄筋の高さ、溝のタイプ、溝の寸法、位置、プロセス、溶加材、強度、溶接の数、溶接形状、表面仕上げなどの溶接の詳細を含めることができます。 .この情報はすべて、通常、溶接組立図に含まれます。
溶接記号は、溶接工のための省略形の言語です。理解と正確性を確保するために、時間とお金とサービスを節約します。アメリカ溶接協会は、溶接記号を標準化しています。この章では、溶接のより一般的な記号の一部を再現しています。
記号について、またはそれらが手動および自動機械溶接のすべての形態にどのように適用されるかについて、より多くの情報が必要な場合は、これらの記号は、完全なマニュアルの溶接、ろう付け、および非破壊検査の標準記号、ANSI/AWS A2.4 で見つけることができます。アメリカ溶接協会によるアメリカ国家規格。
溶接記号の要素
基準線と呼ばれる水平線は、他のすべての溶接記号が結び付けられるアンカーです。溶接を行うための指示は、基準線に沿って張られています。矢印は、基準線を溶接するジョイントに接続します。
上記の例では、矢印が参照線の右端から伸びて右に下がっている様子が示されていますが、他の多くの組み合わせが可能です。
多くの場合、矢印が指している接合部には 2 つの側面があり、したがって溶接の可能性のある場所が 2 つあります。たとえば、2 枚の鋼板を T 字型に接合する場合、T 字型のステムの両側で溶接を行うことができます。
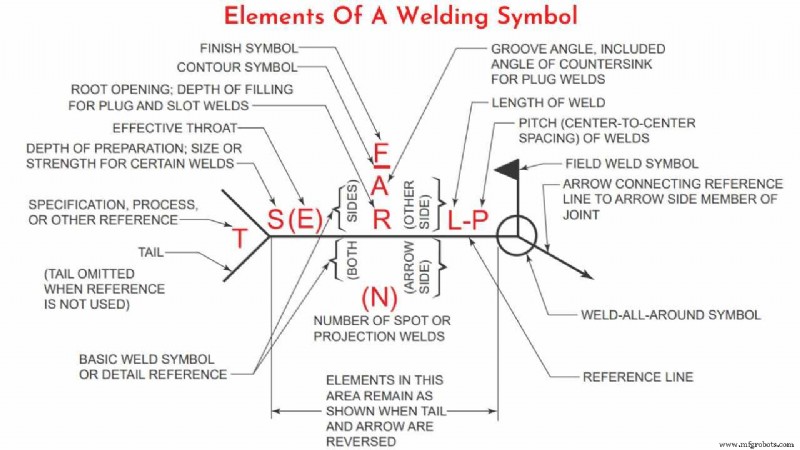
溶接記号は、矢印と参照線の上下のスペースを使用して、ジョイントの 2 つの側面を区別します。矢印が指している接合部の側は矢印側として知られており、その溶接は基準線の下にある指示に従って行われます.
接合部の反対側は反対側として知られ(さらに平凡に)、その溶接は基準線の上にある指示に従って行われます。矢印の方向に関係なく、線の下が矢印の側に等しく、線の上が反対側に等しいという規則が適用されます。
構造物の組み立て中に現場で溶接を行う場合、基準線と矢印の接合部から伸びるフラグが存在します。フラグのない溶接記号は、溶接が工場で行われることを示します。古い図面では、フィールド溶接は、矢印と基準線の間の接合部にある塗りつぶされた黒い円で示される場合があります。
下の例のように、溶接が接合部全体に及ぶ場合、矢印/参照線の接合部に白丸が存在します。
溶接記号の末尾は、溶接に関する補足情報の場所です。これには、溶接プロセス、電極、詳細図、またはシンボル上に特別な位置を持たない溶接の作成に役立つ情報への参照が含まれる場合があります。
基本的な溶接記号チャート
溶接記号は、金属の接合作業で使用される溶接プロセス、溶接が局部的か「全周」か、現場溶接か現場溶接か、および溶接の輪郭を示すために使用されます。
これらの基本的な溶接記号 (アークおよびガス溶接記号、抵抗溶接記号、ろう付け、鍛造テルミット、誘導、およびフロー溶接記号) を以下にまとめて図解します。
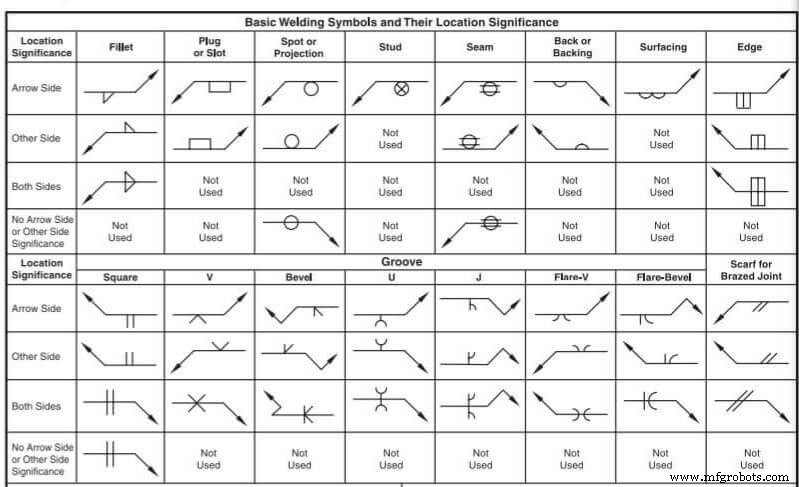
溶接位置
溶接記号は、ベースの基準線に適用されます。すべての基準線には矢印側 (手前) と反対側 (向こう側) があります。したがって、矢印側、反対側、および両側という用語は、接合部に対する溶接の位置を示すために使用されます。
基準線は常に水平に引かれます。矢印線は、基準線の一方の端または両方の端から溶接の位置まで描画されます。矢印の線は、ジョイントのどちらの側を向いていても、上または下に伸びていてもかまいません。
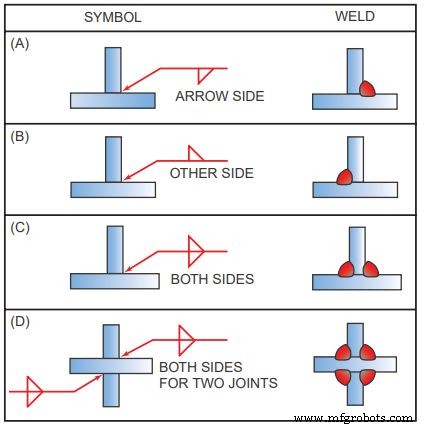
溶接をジョイントの矢印側 (手前側) に配置する場合は、目的の溶接記号を基準線の下に配置します (図 A)。溶接をジョイントの反対側 (奥側) に配置する場合)、溶接記号は基準線の上に配置されます (図 B)。
溶接が同じジョイントの両側に配置される場合、同じ溶接記号が基準線の上下に表示されます (図 C および D)。溶接仕様を指定する必要がある場合は、基本溶接記号にテールが追加されます。手順、または溶接を行うために必要なその他の補足情報。
シンボルの末尾に配置された表記は、使用する溶接プロセス、必要な溶加材の種類、ピーリングまたはルート チッピングが必要かどうか、および溶接に関するその他の情報を示している場合があります。
表記が使用されていない場合、記号の末尾は省略されます。複数の溶接を持つジョイントの場合、溶接ごとに記号が表示されます。
溶接の種類とその記号
各溶接位置には独自の基本記号があり、通常は基準線の中心付近 (ジョイントのどちら側にあるかによって、基準線の上または下) に配置されます。シンボルは、通常、溶接の単純化された断面として解釈できる小さな図です。以下の説明では、記号は矢印側と反対側の両方の位置に示されています。
- すみ肉溶接
- 開先溶接
- プラグ溶接とスロット溶接
1.すみ肉溶接記号
注: すみ肉溶接は、ほぼ三角形の形状です。ラップ ジョイント、ティー ジョイント、またはジョイントがほぼ直角であるコーナー ジョイントを結合するために使用されます。
すみ肉溶接 (「フィルイット」と発音) は、重ね継手、角継手、および T 継手を作成するために使用されます。その記号が示すように、隅肉溶接は断面がほぼ三角形ですが、その形状は必ずしも直角三角形または二等辺三角形ではありません。
溶接金属は、2つの部材のはめ合いによって形成されるコーナーに溶着し、母材に浸透して融合し、接合部を形成します。 (注:わかりやすくするために、以下の図では溶接金属の溶け込みを示していません。ただし、溶け込みの程度は溶接の品質を決定する上で重要であることを認識してください。)
三角形の垂直な脚は、溶接自体の方向に関係なく、常にシンボルの左側に描画されます。脚のサイズは、溶接記号の左側に記載されています。
溶接の 2 つの脚が同じサイズである場合は、1 つの寸法のみが指定されます。溶接に不等脚がある場合 (等脚溶接よりもはるかに一般的ではありません)、両方の寸法が示され、どちらの脚が長いかが図面に示されます
溶接の長さは記号の右側に表示されます。
長さが指定されていない場合、溶接は指定された寸法線の間 (指定されている場合)、または溶接方向の急激な変化が発生するポイント (上記の例のプレートの端など) の間に配置されます。 /P>
断続的な溶接の場合、溶接の各部分の長さと溶接の間隔は、ダッシュ (最初に長さ、2 番目に間隔) で区切られ、すみ肉溶接記号の右側に配置されます。
間隔またはピッチは、溶接間のクリア スペースではなく、中心から中心 (または端から端) の距離であることに注意してください。
2. 開先溶接 シンボル
開先溶接は、通常、端と端のジョイントを作成するために使用されますが、コーナー ジョイント、T ジョイント、および湾曲したピースと平らなピースの間のジョイントにもよく使用されます。さまざまな開先溶接記号が示すように、開先溶接を行う方法は多数あります。その違いは、主に、接合するパーツの形状とエッジの準備によって異なります。
溶接金属は溝内に堆積し、母材に浸透して融合し、接合部を形成します。
注: 図をわかりやすくするために、以下の図では通常、溶接金属の溶け込みを示していません。ただし、溶け込みの程度が溶接の品質を決定する上で重要であることを認識してください。
さまざまなタイプの開先溶接:
角開先溶接
溝は、ぴったりとはめ込むか、エッジをわずかに離すことによって作成されます。分離量がある場合は、溶接記号に表示されます。
V 溝溶接
両方のピースのエッジは、溝を作成するために、1 つまたは 2 つ面取りされます。 V の角度は、ルート (存在する場合) での分離と同様に、溶接記号に表示されます。 V の深さが全厚でない場合、または二重 V の場合は半分の厚さでない場合、深さは溶接記号の左側に表示されます。
溶接の溶け込みが溝の深さよりも大きい場合、V の深さの後の括弧内に有効のど深さが示されます。
ベベル開先溶接
一方の端は面取りされ、もう一方は直角になっています。ベベル シンボルの垂線は、溶接自体の方向に関係なく、常に左側に描画されます。矢印は、面取りする部分を指しています。この余分な重要性は、矢印線の切れ目によって強調されています。
設計者がどの部分にエッジ処理を施すかについて好みがない場合、または処理を受ける部分が資格のある溶接工に明らかである必要がある場合、ブレークは必要ありません。エッジ処理の角度と深さ、効果的なスロートとルートでの分離については、V 溝のセクションで説明した方法を使用して説明します。
U 溝溶接
両方のピースのエッジには凹面処理が施されています。エッジ処理の深さ、効果的なスロート、根元での分離については、V 溝のセクションで説明した方法を使用して説明します。
J 溝溶接
片方の端は凹面処理を施し、もう片方は直角に仕上げています。ベベル開先溶接が V 開先溶接に相当するのは、U 開先溶接です。ベベルと同様に、垂直線は常に左側に引かれ、矢印 (必要に応じて切れ目を入れる) は、エッジ処理を受けるピースを指します。
エッジ処理の深さ、効果的なスロート、根元での分離については、V 溝のセクションで説明した方法を使用して説明します。
フレア V 開先溶接
丸みを帯びた、または湾曲した 2 つのパーツを結合するために一般的に使用されます。溶接自体の意図された深さは記号の左側に示され、溶接の深さは括弧内に示されています.
フレア ベベル開先溶接
円形または湾曲したピースを平らなピースに接合するために一般的に使用されます。フレア V と同様に、2 つの曲面によって形成される溝の深さと溶接自体の意図した深さを記号の左側に示し、溶接深さを括弧内に示します。シンボルの垂線は、溶接自体の向きに関係なく、常に左側に描画されます。
開先溶接で使用される一般的な補助記号は、メルトスルー記号と裏当て棒記号です。両方の記号は、片面開先溶接で完全なジョイント浸透が行われることを示します。
メルトスルーの場合、ルート部は継手裏側の溶接金属で補強します。鉄筋の高さが重要な場合は、メルト スルー記号の左側に示されます。これは、基本的な溶接記号から基準線を横切って配置されます。
裏当て材を使用してジョイントを完全に溶け込ませる場合、その記号は基本溶接記号から基準線を横切って配置されます。溶接が完了した後にバーを取り外す必要がある場合は、「R」がバッキング バー シンボル内に配置されます。裏当て棒記号は、プラグまたはスロット溶接記号と同じ形状をしていますが、文脈によって記号の意図が常に明確になるはずです。
3. プラグおよびスロット溶接 シンボル
プラグ溶接とスロット溶接は、重なり合う部材を結合するために使用され、そのうちの 1 つに穴 (プラグ溶接の場合は円形、スロット溶接の場合は細長い) があります。溶接金属が穴に堆積し、2 つの部材の母材に浸透して融合し、接合部を形成します。 (注:わかりやすくするために、以下の図では溶接金属の溶け込みを示していません。
ただし、溶込み度は溶接の品質を決定する上で重要であることを認識してください。) プラグ溶接の場合、各プラグの直径は記号の左側に示され、プラグ間の間隔 (ピッチ) は次のとおりです。
スロット溶接では、各スロットの幅がシンボルの左側に、長さとピッチ (ダッシュで区切られている) がシンボルの右側に示され、詳細な図面は末尾に参照されます。
プラグまたはスロットの数は、溶接記号の上または下の括弧内に示されています。矢印側と反対側の指定は、どの部分に穴が含まれているかを示します。穴が溶接金属で完全に埋められない場合は、埋められる深さが溶接記号内に示されます。
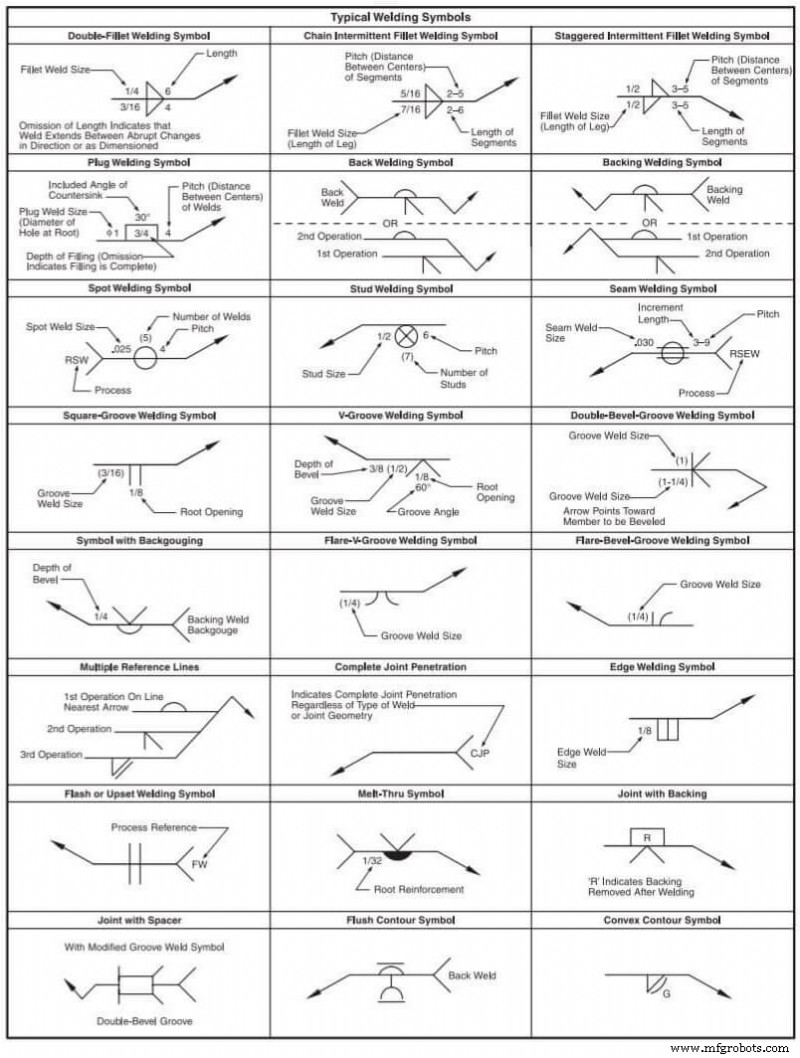
溶接記号表
詳細については、ANSI/AWS A2.4、溶接および非破壊検査の記号を参照してください。
溶接記号表
製造プロセス