

工業製造
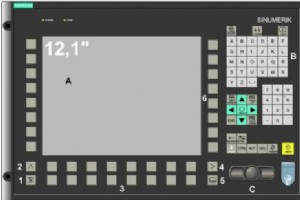
Sinumerik 840D cnc コントロールのオペレータ パネルの紹介。 Sinumerik 840D オペレータ パネルの紹介 A :ディスプレイ B :英数字キーパッド。修正 / カーソルキー。 C :マウスとマウスキー。 1 :マシンエリアキー。 2 :リコール 3 :ソフトバー (水平)。 4 :ETC キー (メニュー拡張)。 5 :エリア切り替えキー。 6 :ソフトバー (垂直)。

Kennametal GOmill は、短いシャンク スタイル を備えているため、 非常に安定した動作と、振動とびびりを低減する不等なフルート間隔が得られます。 ケナメタルGOミル その結果、金属除去の生産性が向上し、幅広い金属加工用途で優れた表面仕上げが得られます。 短い位置での作業や高度な多軸ミルターン アプリケーションでも、ケナメタルの GoMill エンド ミルは多くの既存のエンド ミルよりも高速に切削でき、多くの場合再研磨よりも優れた価格性能比で長持ちします! 3 フルート シャープおよび 4 フルート チャンファー デザインを備えた GOmill は、荒加工、中仕上げ加工
シヌメリク 840D CNC プログラミングを学び始めたとき ファナック G76 スレッド化サイクルは (私の意見では) 最も厄介な cnc サイクルであり、パラメータが多すぎるために覚えるのが容易ではありませんでした (しかし、今では G76 で問題なく、プログラミング中に最も楽しんでいる G コードです)。 Fanuc G76 のねじ切りサイクルと Sinumerik 840D Cycle97 のねじ切りサイクルを比較すると、さらに扱いにくいと感じるでしょう。 Fanuc G76 にはほぼ 12 個のパラメータがあり、Sinumerik 840D Cycle97 には 17 個のパラ
市場にはさまざまな cnc マシンがあり、cnc ワークショップのほぼすべての cnc マシンには、同じ cnc マシンコントロールの異なるバージョンがある可能性がある場合、コントロールに違いがない場合、さまざまな種類の cnc マシンコントロールがあります。異なる CNC マシン コントロールの操作は、同じように ツール オフセット と同様に、互いに大きく異なります。 は大きく異なります。ここでは、Fanuc での CNC ツールの測定について説明します。 EltroPilot (EPM) でのツール測定 CNC マシン Gildemeister FMS-5 には、EPM cnc マシン
Fanuc Control を使用した CNC 旋盤での工具オフセット 市場にはさまざまな CNC マシンがあり、CNC ワークショップのほぼすべての CNC マシンは、同じ CNC マシン コントロールの異なるバージョンを持っている可能性がある場合、コントロールに違いがない場合、異なる種類の CNC マシン コントロールを備えています。異なる CNC マシン コントロールの操作は、同じように互いに大きく異なるため、ツール オフセット は大きく異なります。ここでは、Fanuc での CNC ツールの測定について説明します。 Fanuc TC の工具オフセット設定 一部の cnc マシンには
Sandvik Coromant のねじ切り計算機 Sandvik Coromant のねじ切り計算機 切削データをこのねじ加工計算機に入力して、ねじ切りおよびねじ切りアプリケーションでのツーリング アプローチを最適化します。 ねじ加工電卓を使用すると、おねじ/めねじのデータを計算できます。 ねじピッチが異なる複数のねじプロファイルのねじ深さなどのねじデータを計算します メトリック 60° UN 60° ウィットワース 55° NPT 60° ねじ切り加工カリキュレータ は、ラジアル インフィードとフランク インフィードのねじ切りデータを計算します。これは、サンドビック コロマン
コンピューター制御のミル、ルーター テーブル、旋盤などの作成と操作の概要。 DIY CNC プロジェクトに必読の CNC クックブック ルーター テーブルやフォーム切断機などのコンピュータ制御デバイスの構築と操作、または卓上型 CNC ミルや旋盤の変換と実行に関心のある愛好家または DIY 愛好家である場合は、CNC クックブックをご覧ください。 は、開始するために必要なヘルプを提供します。設計、構築、および運用の成功の概念が、実用的でわかりやすい方法でカバーされています。トピックは次のとおりです: CNC ハードウェアの種類 (モーター、駆動システム、リニア スライドなど) 電子
はい、もちろん、インサート DCMT には、あらゆるニーズに合わせてさまざまな切削半径があります。 CNC 旋削インサート DCMT 私は DCMT 11T308 が好きで、サイズが小さいので可能な限り使用するようにしています。 DCMT11T308 の半径は 0.8 mm で、VBMM 160408 に比べてしっかりとした形状であるため、少し大きなカットに使用できます。可能であれば、DNMG 110408 が良い代替品です。 DCMT 11T308 は、小さくても難しい仕事を退屈させるのに適しています。また、DCMT 11T308 を DNMG 110408 と比較して小さなボーリン
ベッカー CBN インサートを使用した 62Rc d2 鋼のハードターニング。次のビデオでは、PCD ダイヤモンドと CBN の超硬切削工具が従来の超硬合金より優れていることを明確に示しています。
ソフトウェア MTX マイクロ トレーナーを使用すると、PC で CNC 制御システム IndraMotion MTX マイクロをシミュレートできます。操作パネルとユーザー インターフェイスのマシンのような表現により、実際のマシンのように現実的な操作とプログラミングが可能になります。 Bosch Rexroth の CNC トレーニング ソフトウェア MTX micro 無料ダウンロード Rexroth の MTX micro の CNC プログラムの操作方法と作成方法を簡単に学習できます。 PC 上で事前に現実的な環境で CNC プログラムをデバッグします。マシンが生産を実行している間
これは、もう 1 つの単純な CNC マシン プログラミングの例です。この cnc プログラムにはもっと多くの直線がありますが、なぜそれを選んだかというと、図面の寸法が与えられているからです。この cnc プログラミングの例は、初心者 cnc プログラマー にとって cnc プログラム学習の良いソースになります。 と CNC 機械工 . また、ファナック G20 G コードのインチ単位での測定またはインチ単位でのプログラミングの使用法も表示されます。 CNC プログラミングの例 インチ ファナック G20 簡易 CNC 旋盤プログラムでの CNC プログラミング例 N10 T0505N
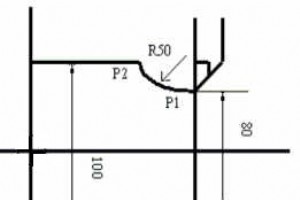
別の cnc プログラミングの例を次に示します。今回は、I K 値を使用して円弧をプログラミングしています。 このプログラミング例では、cnc G コード G02 Circular Interpolation Clockwise が使用されています。実際には円弧は時計回りであるため、時計回りの円弧をプログラミングするために cnc G コードである G02 を使用しています。 関連記事: CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム CNC 円弧補間チュートリアル G02 G03 CNC プログラム例 G03 円弧補間 CNC プログラミング例 G コード
これは Haas Operators Manual と呼ばれる Haas による旋盤用の CNC マニュアルです。 Haas CNC 旋盤マニュアル無料ダウンロード これはHaasのオペレーターズマニュアルであるだけでなく、それ以上のものです。この Haas cnc 旋盤マニュアルには、複数の cnc プログラミングの例がわかりやすい方法で含まれています。 cnc マクロ プログラミング、cnc マクロ変数、haas システム変数については、別の章で説明します。マクロを使用した cnc プログラミングの例もあります。 この hass cnc 旋盤マニュアルには、説明付きの G コード
サンドビック・コロマントの交換可能なチップを備えた新しいコロドリル 870 は、CNC 機械工を大きな心配から解放します。ドリル本体とチップの間の安全で高精度なインターフェースにより、安定性が向上し、高精度が実現します。 チップ交換式ドリル – Sandvik Coromant の CoroDrill 870 コロドリル 870 インサート は、ツールが CNC 工作機械のタレットに取り付けられている間に簡単に交換できるため、CNC 工作機械のダウンタイムが短縮され、稼働時間が増加します。 CoroDrill 870 のフルートの形状、サイズ、ねじれ角は、安全な切りくず排出と全体的な工
CNC旋盤で加工するときは常に、カスタムタイプのツールを使用する必要があり、加工中にツールホルダーのクーラントノズルを調整する必要がありますが、常に幸運であるとは限りません.これが解決策です。 CNC 旋盤用 BugEye クーラント ノズル BugEye クーラント ノズルの延長されたボール ソケットは、比較的コンパクトなままでありながら、通常のボール スタイルのクーラント ノズルよりも広い照準範囲を提供します。 BugEye クーラント ノズルは、標準のスクリューロック ボールでは工具先端に届きにくい工具位置に適しています。 BugEye クーラント ノズルは、ほぼすべてのマシンま
5000 RPM と高いクーラント圧を使用した CNC 機械加工、CNC 機械工が他に必要とするもの、機械内部で何が起こっているかの明確なビュー。もちろん、クーラント圧が高く、RPM が高いため、CNC マシンの窓からは見えません。 ロータリー ワイパー スピン ウィンドウにより、クーラントを大量に使用する機械加工をクリアに表示 最新の機械では、安全上の理由から操作中にドアが開かないようになっているため、CNC 機械工/オペレーターが操作や切削条件を確認することが困難になっています。 クーラントや切りくずの影響を受けずに CNC マシンで実際の加工プロセスを観察することで、製造業者のプ
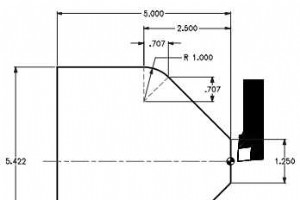
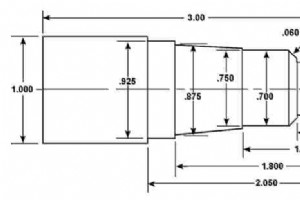
インチでプログラムされた cnc プログラミングの例を既に投稿しました。 この cnc 旋盤プログラミングの例は、工具を直線で切断し、工具をテーパーで切断し、工具を円弧で切断することにより、簡単できれいです。 この cnc プログラミング の例は、初級レベルのスキルを持つ cnc プログラマーの出発点として使用できます。 ファナック CNC 旋盤のプログラミング例 ファナック CNC 旋盤のプログラミング例 N4 G00 X0 Z0N5 G01 X1.25 F0.2N6 G01 X4.836 Z-1.793N7 G03 X5.422 Z-2.5 I-0.707 K-0.707N8 G0
SINUMERIK Operate のすべての重要な機能と特長は、この SINUMERIK Operate – ユーザーガイドにまとめられています。 SINUMERIK Operate の章 – 一般的な操作のヒント – 他の章では、フライス加工、旋盤加工、および複合加工機での作業に関する実践的な専門知識を提供します。付録には、SINUMERIK Operate ショートカットの概要と G コード コマンドの概要が含まれています。 SINUMERIK Operate 以下は、SINUMERIK Operate – ユーザーガイドで説明されているトピックの概要です。 はじめに SINUM

迅速かつ正確なツール設定とツール破損検出のための非接触レーザー システムは、生産品質と生産性を大幅に向上させました。連続する加工操作間の検査が可能であり、スクラップ率を確実に削減し、無人操作を可能にします。オンマシン レーザー ツール設定はツールテーブルを自動的に更新し、手動データ挿入エラーを回避します。 Marposs Mida Laser System CNC 工作機械用非接触工具計測システム マーポスの Mida Laser システムにより、安定した製造品質と最小限のダウンタイムを実現できます。その保護装置は、ATE テクノロジー (エア トンネル効果ベースのテクノロジー) に基づ

CNC 旋盤は 100 ~ 200 RPM のような低速のスピンドル速度で動作し、CNC 旋盤は 5000 RPM で動作することもあります。このすべての速度選択は、コンポーネントの動作に依存します。場合によっては、より大きな直径で作業する必要がある場合や、ある種の荒削り操作を行う場合でも 、今回はパワーと剛性が必要なため、通常は低速を選択します。 ギア範囲選択用の CNC M41 M42 M コード 仕上げ加工では、通常、より高いスピンドル RPM を選択します。通常、CNC 旋盤にはギア ボックスが付属しています CNC旋盤スピンドルとメインモーターに取り付けられています。通常、CN
CNCマシン





