

工業製造
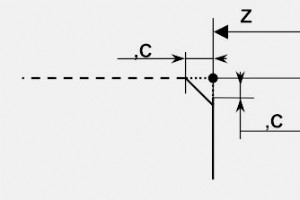
G01 G コードでプログラムされた直線運動は、面取り(C)または半径(R)によって次の CNC プログラム ブロックの運動にリンクできます。 関連:G01 面取りと CNC プログラムのコーナーの丸み付けの例 G01 面取りプログラミング 面取りは、文字 C の後に値が続くだけで識別できます。 N12 …..N13 G1 X… Z… C…N14 ….. G01面取りプログラミング G01 半径プログラミング 半径は、文字 R の後に値が続くだけで識別できます。 N12 …..N13 G1 X… Z… R…N14 ….. G01 半径プログラミング G01 を使用した面取りと
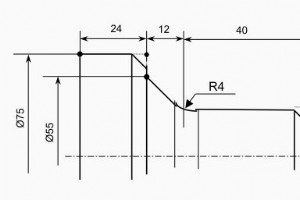
面取りとコーナー半径が G01 G コードでどのようにプログラムされるかについての簡単な説明については、CNC プログラミングの記事G01 G コードによる面取りと半径のプログラミング をお読みください。 他の cnc サンプル プログラムの記事を読むこともできます。これらの cnc プログラミングの記事は、製造現場で働く cnc プログラマー/cnc 機械工にとって良い cnc プログラミングのリファレンスです。 初心者のための CNC プログラミング簡単な CNC プログラミングの例 インチCNC旋盤プログラムのCNCプログラミング例 旋盤 CNC プログラミングの例 初心者向けの C
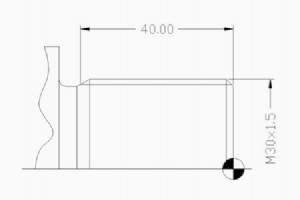
Fanuc シリーズ 21i 18i 16i G76 ねじ切りサイクルによるねじ切り Fanuc G76 サイクルは、おねじとめねじの切削に使用できます。Fanuc シリーズ 21i 18i 16i cnc 制御は、G76 ねじ切りサイクルの 2 つのプログラム ブロック形式を使用します。 Fanuc 21i/18i/16i で G76 を使用したねじ切りの内部ねじ切りの例については、G76 ねじ切りサイクルを使用した Fanuc 21i 18i 16i の内部ねじ切りをお読みください 関連:Fanuc 10/11/15T の G76 スレッド化サイクル 1 行フォーマット G76 に
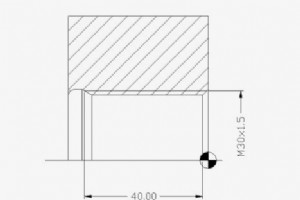
ファナック制御 21i/18i/16i での G76 ねじ切りサイクルによる雌ねじ切り用の CNC プログラム。 G76 ねじ切りサイクルによる雄ねじ切りの例については、Fanuc 21i 18i 16i CNC での G76 ねじ切りサイクルによる雄ねじ切りをお読みください Fanuc 21i/18i/16i は、G76 スレッド サイクルの 2 つのブロック形式を使用します。 関連:Fanuc 10/11/15T の G76 スレッド化サイクル 1 行フォーマット ファナック G76 ねじ切りサイクルには複数のパラメーターがあり、覚えるのが困難ですが、同時に、G76 ねじ切りサイ
Run Stop Jog Continue (RSJC) は、Haas ミルおよび旋盤で使用できる cnc 制御機能です。 Haas Run Stop Jog Continue (RSJC) の概要 RSJC を使用すると、実行中のプログラムを停止し、ジョグでパーツから離れてから、プログラムの実行を再開できます。ツールが部品から離れたら、磨耗したインサートや破損したツールを交換したり、重要な機能を検査したりできます。その後、プログラムを再開できます。 注意事項 プログラムを続行すると、元のオフセットまたは現在アクティブなオフセットが戻り位置に使用され、マシンはジョギングしたのと同じ経路を通
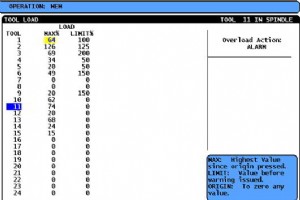
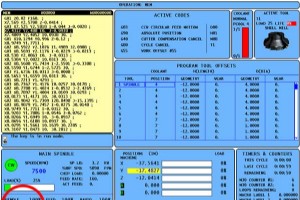
Haas CNC での工具負荷の監視 Haas cnc 制御には、ツール (スピンドル) の負荷を監視するための準備があり、cnc オペレーターが各ツールの負荷制限を設定するのに役立ちます。これは、現在のコマンド画面に表示され、画面が表示されるまでページを押し下げます。 最大値を入力すると、84 ツール過負荷アクションの設定に応じて、マシンがアラーム、フィードホールド、またはビープ音を鳴らします。 より優れたツール保護のための Haas ツール負荷監視 ツール負荷監視機能は、機械の損傷を防ぐのに役立ちます ツールの失敗 予期しない材料の違い (コールド スポットなど) プログラミン

CNC リジッド タッピング 現在、ほとんどの CNC 工作機械は、標準機能としてリジッド タッピング機能を備えています。リジッド タッピング中は、機械のスピンドル回転と送りが同期されて、リジッドに取り付けられたタップ が穴にすばやく出入りするため、特定のねじピッチに一致します。 リジッドタッピング G331/G332 を使用した Sinumerik 840D/810D のリジッド タッピング Sinumerik 840D / Sinumerik 810D では、リジッド タッピングは G331/G332 G コードで行われます。 G331 タッピングG332 引っ込めてタッピング。

Gコードは準備コード(準備機能)とも呼ばれます。 完全な CNC G コード リスト 完全な G コード リスト Fanuc および同様に設計された CNC コントロールで一般的に見られる G コードのリスト G コード グループ 機能 あ B C G00 G00 G00 01 ポジショニング (早送り) G01 G01 G01 直線補間(切削送り) G02 G02 G02 円弧補間 CW またはヘリカル補間 CW G03 G03 G03 円弧補間 CCW またはヘリカル補間 CCW G04 G04 G04 00 ドウェル G07.1(G107) G07.1(G107) G0

HAAS CNC 旋盤のその他の機能 Haas CNC 旋盤 M コード M-Code 説明 M00 プログラム停止 – モーダル M01 オプションのプログラム停止 - モーダル M02 プログラム終了 – モーダル M03 スピンドル オン フォワード (S) – モーダル M04 スピンドル オン リバース (S) – モーダル M05 スピンドル停止 – モーダル M08 クーラント オン – モーダル M09 クーラントオフ – モーダル M10 チャック クランプ – モーダル M11 チャック アンクランプ – モーダル M12 オート エア ジェット
HAAS CNC 旋盤準備機能 Haas CNC 旋盤 G コード G00 Rapid Position MotionG01 線形補間モーション OR 線形モーション、面取り、角丸め – モーダルG02 CW循環補間モーション – モーダルG03 CCW円補間モーション – モーダルG04 ドウェル(P) P=秒。ミリ秒G05 ファイン スピンドル コントロール モーション (ライブ ツーリング) – オプションG09 正確な停止G10 プログラム可能なオフセット設定G14 メインスピンドル/サブスピンドルスワップ – オプション G15 メインスピンドル / サブスピンドルスワップキャ
ファナック G94 ワンパスフェイシングサイクル Fanuc G94 G コードは粗面加工に使用されます。 Fanuc G94 フェーシング サイクルは単純なフェーシング (1 パス フェーシング) に使用されますが、追加パスの Z 軸位置を指定することで複数のパスが可能です。 関連:Fanuc G72 Facing Canned Cycle Fanuc G94 フェーシング サイクルは、プログラムと使用が非常に簡単です。 G94 G コード パラメータについては、以下で説明します。 G94 X… Z…X:X 軸の終点。Z:Z 軸の終点。 ファナック G94 フェーシング サイクル

M19 スピンドルの向き M19 スピンドルの向き。 M19 M コードは、定義された角度位置でスピンドルを停止します。 スピンドル方向の使用法 スピンドルの向きは通常、CNC 旋盤でのフライス加工 (ライブ ツーリング) に使用されます。 メイン スピンドルとサブ スピンドルは、不規則なワークピースを搬送するように向きを変えることができます。 M19 スピンドルの向き Fanuc の M19 スピンドルの向き 停止角度は、オプションのアドレス S (Fanuc) によってプログラムされます。例: N22 ……N23 M19 S45N24 …… Haas CNC での M19 スピ
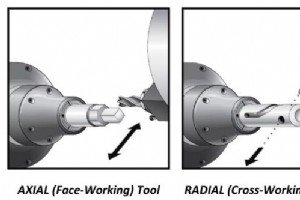
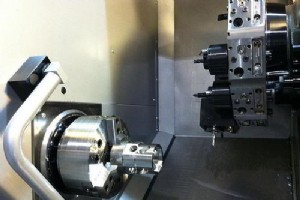
CNC 旋盤ライブ ツーリングの定義 CNC 旋盤のライブ ツーリング オプションを使用すると、アキシャルまたはラジアル駆動ツールを駆動して、パーツの面と直径の両方で穴あけやタッピングなどの二次操作を実行できます。主軸は、部品の位置決めと再現性のために正確な増分で割り出しを行います。 CNC 旋盤ライブ ツール アキシャルおよびラジアル CNC 旋盤でライブ ツーリングを使用する前に、CNC 旋盤をライブ ツーリング操作に備えて準備する必要があります。たとえば、 パラメーターの設定 G81、G82、G83、G85、G89、G95 サイクルによる Haas CNC パラメーター ライブ
ライブ ツーリング旋盤プログラミング これは、Haas cnc 旋盤での被駆動工具 (ライブ ツーリング) とスピンドルの向きの使用を示すライブ ツーリング旋盤プログラミングの例です。 Haas cnc 旋盤マシンのライブ ツールと関連する M コードの簡単な紹介 CNC 旋盤ライブ ツーリングの定義と関連する Haas CNC M コード M19 スピンドルの向き – M119 サブ スピンドルの向き Haas CNC 旋盤 M コード Haas CNC 旋盤 G コード ライブ ツーリング プログラムのコード例 スピンドル制御に C 軸を使用する同じ CNC プログラムの例につい
ライブ ツーリング旋盤プログラミング これは、Haas cnc 旋盤での被駆動工具 (ライブ ツーリング) とスピンドルの向きの使用を示すライブ ツーリング旋盤プログラミングの例です。 Haas cnc 旋盤マシンのライブ ツールと関連する M コードの簡単な紹介 CNC 旋盤ライブ ツーリングの定義と関連する Haas CNC M コード M19 スピンドルの向き – M119 サブ スピンドルの向き Haas CNC 旋盤 M コード Haas CNC 旋盤 G コード ライブ ツーリング プログラムのコード例 O0051 N10 T101 N15 G54 N20 G00 X3.0

C 軸によるライブ ツーリング旋盤プログラミング これは、Haas cnc 旋盤での被駆動工具 (ライブ ツーリング) と C 軸の使用を示すライブ ツーリング旋盤プログラミングの例です。 Haas cnc 旋盤マシンのライブ ツールと関連する M コードの簡単な紹介 CNC 旋盤ライブ ツーリングの定義と関連する Haas CNC M コード Haas CNC 旋盤 M コード Haas CNC 旋盤 G コード この cnc プログラムの例は、C 軸コマンドでメイン スピンドルを制御しますが、スピンドルの向き M19 を使用する同じプログラムの例は、ここにありますライブ ツーリン
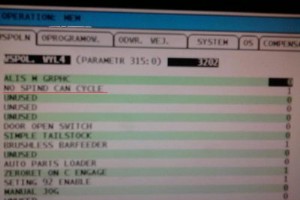
Haas CNC サイクル G81、G82、G83、G85、G89、G95 とライブ ツール G81、G82、G83、G85、G89、G95 固定サイクルをフェースまたはアキシャル ライブ ツーリングで使用する前に、haas cnc パラメータ 315 ビット 1 (NO SPINDLE CAN CYCLE) が適切に設定されていることを確認する必要があります。 Haas パラメータ 315 COMMON SWITCH 4 – Haas Lathe Haas CNC パラメータ 315 ビット 1 (NO SPIND CAN CYCLE) Haas CNC パラメータ 315 ビット
CNC G01 A… 角度プログラミング G1 (G01) G コード命令を使用する場合、半径 (G01 R…) または に加えて、移動座標 X および/または Z の終了 最終点の面取り (G01 C…)、プログラマーは移動角度 (G01 A…) を示すことができます。 面取りとコーナー半径が G01 G コードでどのようにプログラムされるかについての簡単な説明については、cnc プログラミングの記事G01 G コードによる面取りと半径のプログラミング を参照してください。 G01 角度プログラミング 角度をプログラミングする場合、値 A は 0° から 360° の範囲で正または
1 回転あたりの送り (G95) G95 1 回転あたりの送り量 G95(Feed Per Revolution)は、送りコマンドをスピンドルの 1 回転あたりの mm(mm/rev)または 1 回転あたりのインチとして解釈するよう制御に指示するモーダル G コードです。 G01 F0.02 上記の cnc プログラム コードでは、スピンドルが 1 回転するたびに軸が 0.02 mm 進みます。 G95 がアクティブな場合、フィード値は次のようにプログラムされます:F0.05、F0.15、F0.3、F0.5 など。 N11 ……N12 G95 ; Program with G95 (

1 分あたりのフィード (G94) G94 GコードはモーダルGコードです。 G94 は、フィード コマンドを次のように解釈するようコントロールに指示します 線形移動のインチ/分または mm/分 回転運動の度/分 直線移動と回転移動の組み合わせのインチ/分または mm/分 直線移動と回転移動の組み合わせがプログラムされている場合、回転移動は直線移動にかかる時間と一致します。 G94 機能は、送り F を mm/分またはインチ/分で選択します。この機能が有効な場合、フィード値は次のようにプログラムされます:F50、F150、F500、F2000 など。 G94(1分あたりの送り)Gコ
CNCマシン





