工業製造
CNC ミル プログラムの例 初心者レベルの CNC 機械工向けの非常にシンプルな CNC フライス盤プログラミング チュートリアルです。 理解しやすい CNC ミル プログラミング コード。これは、cnc 固定サイクルを使用しない cnc g コードの例です。 関連する cnc ミル プログラムの例 CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム CNC ミリング円弧補間 G02 G03 G コード プログラムの例 CNC旋盤の初心者レベルのCNCプログラムの例 ファナック CNC プログラムの例 初心者のための CNC プログラミング簡単な CNC
CNC Mill プログラミング円弧補間の例 G02 G03 円弧補間 G コードの使用を説明するための CNC フライス円弧補間 プログラムの例。初心者から中級の CNC プログラマーおよび CNC 機械工までを対象とした、わかりやすい CNC ミル コーディング チュートリアル。 関連する円弧補間 cnc プログラム CNC ミル CNC G02 円弧補間 時計回り CNC ミリング サンプル プログラム CNC旋盤 G02 G03 Gコード円弧補間サンプルプログラム および CNCプログラミング例GコードG02円弧補間時計回り CNC ミリング円弧補間 G02 G03 G コ
CNC G02 円弧補間時計回り CNC プログラム チュートリアル CNC プログラマー/CNC 機械工が G コード G02 円弧補間ミリング プログラミングの使用法を理解するための CNC ミリング プログラミング チュートリアル。 CNC フライス加工のサンプル プログラムは、初心者レベルの CNC プログラマーや CNC 機械工でも簡単に理解できます。間違いなく、ダミー チュートリアル用の CNC フライス加工プログラミングです。 関連する cnc ミル プログラムの例 CNC ミリング円弧補間 G02 G03 G コード プログラムの例 初心者向けの CNC フライス盤プロ

Haas CNC ミル G コード (準備機能) これは、Haas cnc フライス盤の cnc ミル g コード リストです。もちろん、cnc ミル プログラミング g コードは、cnc プログラマーが cnc ミルの cnc プログラミングを行う際のバックボーンです。 関連記事: Haas CNC 旋盤 G コード Haas CNC 旋盤 M コード CNC 旋盤ライブ ツーリングの定義と関連する Haas CNC M コード Haas CNC ミル G コード Haas CNC ミリング G コード リスト G コード 機能 G00 急速な動き G01 線形補間モーシ
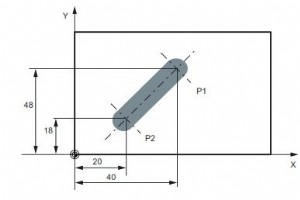
以下は、cnc フライス盤用の cnc プログラムの例コードです。この cnc サンプル コードは、CNC アブソリュート プログラミング G90 G コードとインクリメンタル プログラミング G91 G コードの使用方法、および円弧補間 G コードの使用方法を示しています。 (G02/G03). この cnc プログラムは、R を使用した cnc ミル アークと I を使用したアークを (マシンで) 描画します。 CNC アブソリュート プログラミング G90 サンプル コード CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード Mill
![より多くのショップフロアが女性 CNC 機械工を歓迎 [写真]](https://www.mfgrobots.com/article/uploadfiles/202211/2022111714113737_S.jpg)
女性 CNC 機械工 ページ:1 2 3 4 5
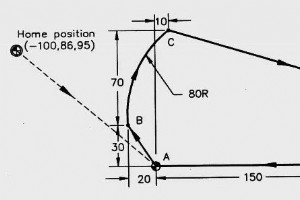
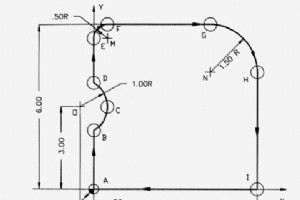
CNC フライス加工サンプル プログラムとプログラム コードの説明。この CNC フライス盤プログラミング チュートリアルでは、円弧補間 G2 / G3 G コードがどのようにプログラムされているかを示します。 CNC フライス盤の直線のプログラミングと同様に。この CNC フライス加工のサンプル プログラムは、CNC プロのプログラマーの助けがなくても簡単に理解できます。 CNCミリングサンプルプログラム N5 G90 G71N10 T1 M6N15 G92 X-100 Y86 Z95N20 G0 X0 Y0 S2500 M3N25 Z12.5N30 G1 Z-12.5 F150N35
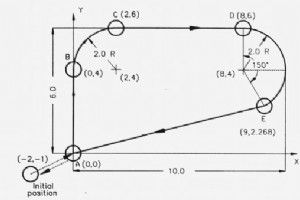
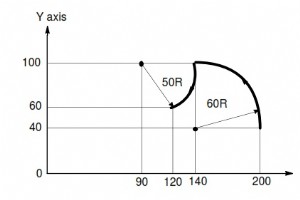
これは、CNC マシニング センターのプログラミング例または垂直マシニング センター (VMC) のプログラミング演習です。 初心者レベルの CNC 機械工/CNC プログラマ向けの基本的でわかりやすい。 また、CNC G コードの使用を示しています G41 カッター半径補正左 . CNC マシニング センターのプログラミング例 CNC マシニング センターのプログラミング例 O0010N10 G00 X-15 Y-15N20 G41 G01 X0 Y0 F100N30 Y40N40 X30 Y80N50 X60N60 G02 X100 Y40 R40N70 G01 Y30N80 G0
iPhone iPad 用 Siemens Easy CNC アプリ 使いやすい SINUMERIK CNC は、Easy CNC アプリでさらに簡単に学習できるようになりました。 iPhone および iPad 用の Siemens Easy CNC アプリ。 Siemens Easy CNC App には、現在のすべての SINUMERIK トレーニング マニュアルが含まれており、常に最新の更新を利用できます。重い本を持ち歩く必要はもうありません。4,000 ページを超える重要な CNC トレーニング レッスンとコンテンツに、世界で最もポータブルな形式でアクセスできます。 さらに、
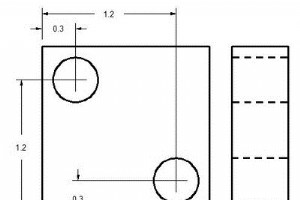
Fanuc G81 ドリル サイクルは単純なドリル操作に使用されるため、G81 ドリル サイクルの使用方法を示す cnc プログラムの例を次に示します。 CNC プログラム Fanuc G81掘削サイクルのサンプルプログラム N1 T1 M06N2 G90 G54 G00 X.3 Y1.2N3 S1200 M03N4 G43 H01 Z1. M08N5 G81 Z-.6 R.1 F10N6 X1.2 Y.3N7 G80 G00 Z1. M09N8 G28 G91 Z0. M05N9 M30 説明 N1- ツール番号 1 へのツール交換 N2- ツールは、ゼロオフセット番号を考慮しながら
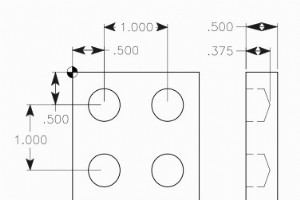
CNC 縦型マシニング センターの CNC プログラム例は、G81 ドリル サイクルの使用を示しています。 サンプル プログラム G81穴あけ固定サイクルCNCフライス加工プログラムのサンプルコード O10075N1 T16 M06N2 G90 G54 G00 X0.5 Y-0.5N3 S1450 M03N4 G43 H16 Z1. M08N5 G81 G99 Z-0.375 R0.1 F9.N6 X1.5N7 Y-1.5N8 X0.5N9 G80 G00 Z1. M09N10 G53 G49 Z0. M05N11 M30 説明 O10075 プログラム番号 (CNC メモリには多数のプ
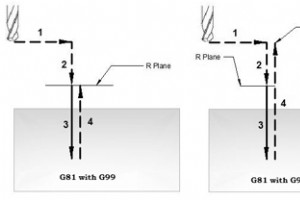
G98 および G99 (固定サイクル リターン レベル) が G81 ドリル サイクルおよび G83 ペック ドリル サイクルと連携して高さの異なるコンポーネントの穴あけを行う方法を示す完全な CNC パート プログラム。 G98 G99 まとめ G98 と G99 は、固定サイクル (G81、G83 など) の動作方法を変更するモーダル コマンドです。G98 がアクティブな場合、Z 軸は単一の操作を完了すると開始位置 (初期平面) に戻ります。 .G99 がアクティブな場合、固定サイクルが 1 つの穴を完了すると、Z 軸は R ポイント (平面) に戻ります。その後、マシンは次のホールに
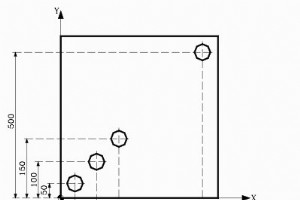
この cnc プログラムの例では、G81 穴あけサイクルの使用について説明しますが、今回は工具を通常の方法 (G90 アブソリュート プログラミング モード) で配置するのではなく、G91 インクリメンタル プログラミング モードを使用します。このプログラミング サンプル コードでは、通常は使用されない G81 穴あけサイクル パラメータ K (繰り返し回数) の使用。 G81 掘削サイクル形式 G81 X_ Y_ Z_ R_ F_ K_;X_ Y_:穴位置データZ_ :Z 深さ (工具は R 面から Z 深さまで送りで移動します)R_ :距離初期レベルからポイント R レベルまでF_ :切

サンドビック・コロマントは、金属加工業界向けの金属切削工具、ツーリング ソリューションの世界的大手プロバイダーです。サンドビック・コロマントは 8,000 人の従業員を擁し、130 か国に拠点を置いています。サンドビック・コロマントは、旋削、フライス加工、穴あけ、および工具保持用の世界クラスの製品を提供しています。サンドビック・コロマントは、次の業界に工具ソリューションを提供しています。 サンドビック・コロマント カタログ pdf 無料ダウンロード 自動車 発電 金型と金型 コンポジット 小物部品加工 航空宇宙 医療 風力 Sandvik Coromant は、ツーリング ソリューシ

CNC M01 M コードまたはその他の機能は M01 Optional Stop です または条件付きプログラム停止 . 簡単に言えば、CNC 機械のオペレーターがオプションの停止プッシュ ボタンを押すか、オプションの停止トグル スイッチをオン状態に切り替えた場合、CNC プログラムの処理は M01 オプションの停止で停止します。 また、オプションのストップ プッシュ ボタンまたはオプションのストップ トグル スイッチがオフ状態の場合、cnc プログラムは停止することなく処理を続行します。 オプションの停止ボタンは、CNC マシンのコントロール パネルにあります。 M01 オプション
Twenty6 Products, LLC 、 モンタナ州ベオグラードの は、スタイリッシュで勝つために設計、エンジニアリング、CNC 加工された頑丈で囚人を必要としないハイエンドのマウンテン バイク コンポーネントを製造することで国際的な評判を得ています。 Twenty6 の優れた仕上げ、品質、および特徴は、優雅な 2 本指ハンドブレーキ レバーとシートポスト クランプ、エレガントなステムとバー エンド、上品なノンスリップ、メンテナンス不要のペダル (少なくとも 12 種類の驚異的な色) ですぐに認識できます。 Twenty6 Products の頭脳である Tyler Jarosz がす
シーメンスの SINUMERIK CNC コントロールは、完全な目次を統合した強力な「オンライン ヘルプ」をコントローラで直接提供します。 Siemens Sinumerik cnc 制御システムには、状況に応じた包括的なオンライン ヘルプが保存されています。 SINUMERIK- 統合されたオンライン ヘルプ そのため、紙のヘルプ ブックで提供されているすべてのドキュメントをシャッフルする必要はありません。 sinumerik cnc 制御ヘルプ ファイルには、プロセスを簡単に理解できるように多くの画像が含まれています。 各ウィンドウの簡単な説明と、必要に応じて、操作シーケンスの
CNCプログラミングは、特にCNC旋盤用のCNCプログラミングを習得して習得するのはそれほど難しくありません。 CNC 旋盤には、X 軸と Z 軸で動作する 2 つの軸しかないためです。 CNC 機械工のための CNC プログラミング CNC 旋盤の X 軸は、コンポーネントの直径を制御します。 CNC 旋盤の Z 軸は、コンポーネントの長さを制御します。 CNC プログラミングを学ぶには、簡単にプログラミングできる図面から始める方がよいでしょう。 ここにいくつかの基本的な cnc プログラミングの例があります 初心者のための CNC プログラミング簡単な CNC プログラミング
書籍「CNC プログラミング テクニック:効果的な方法とアプリケーションに関するインサイダー ガイド」 」は、ベストセラーの CNC プログラミング ハンドブックと Fanuc CNC Custom Macros の著者である Peter Smid によって書かれました。 、この実用的で非常に役立つリソースは、カムやテーパーエンドミルのプログラミング方法など、どこにも見つけることが事実上不可能ないくつかの cnc プログラミングの主題をカバーしています。カッター半径のオフセットやねじ切り加工など、その他のより一般的な主題については、非常に詳細に説明されています。 CNC プログラミング技
G コード G76 は、CNC マシンのねじ切りに使用される CNC サイクルです。 ねじ切りサイクル G76 ここで説明されています G76 スレッド サイクル . G76 によるテーパーねじ切り スレッド サイクルはこちらで説明されています G76 テーパード スレッド G76 による多条ねじ切り用 G76 マルチスタートスレッドを参照してください G76 ねじ切りサイクルの 1 行については、G76 1 行フォーマットを参照してください . G76 ねじ切りサイクルは、CNC 旋盤のめねじ切りに使用できます。 この G76 ねじ切りの例では、実際に 2 つの異なる直径の雄ねじ
CNCマシン