工業製造

Haas セットアップ モードと実行モードは、Haas コントロールにキースイッチを追加したもので、安全性と機能性をさらに強化します。2011 年の機械ラインで導入されたため、ほとんどのオペレーターは使い慣れたコントロールに新たに追加されたことを学ぶ必要がありました。 Haas のセットアップと実行モード Haas cnc マシンには、オペレータ ドアのロックと、セットアップ モードをロックおよびロック解除するためのコントロール ペンダントの側面にあるキー スイッチが装備されています。 Haas 実行とセットアップ モードの概要 実行モード あらゆることを行いますが、ドアは閉めた

Hurco CNC ミル機械で作業する CNC 機械工向けの Hurco Mill G コード リスト。 Hurco CNC は、マシニング センター、ターニング センター、および 5 軸をすべて WinMax cnc 制御を備えた高度な CNC 工作機械です。 Hurco VMX30U 5 軸マシニング センター Hurco マニュアルをダウンロード Hurco のプログラミング マニュアルは、Hurco の Web サイトから無料でダウンロードできますHurco CNC マニュアル プログラミングとメンテナンスの無料ダウンロード Hurco WinMax ソフトウェアをダウンロード

Hurco ターニング センター (デュアルスクリーンおよび Max コンソール) の G コード リスト。 Hurco lathe G コード リストは、どの Hurco G コードがモーダルで、どの G コードが非モーダルかを指定します。 ハーコ ターニング センター Hurco マニュアルの無料ダウンロード Hurco のプログラミング マニュアルは、Hurco の Web サイトから無料でダウンロードできますHurco CNC マニュアル プログラミングとメンテナンスの無料ダウンロード Hurco WinMax ソフトウェアの無料ダウンロード CNC 機械工は、Hurco の
ドエル付きの G82 穴あけサイクルは、穴の底をより正確に加工する必要がある通常の穴あけに使用できます。 そうではなく、穴の底で滞留時間のない掘削サイクルが必要な場合は、G81 掘削サイクルを使用すると時間を大幅に節約できます。 以下は、G82 ドリル サイクルの使用を示す cnc プログラミングの例です。 G82穴あけサイクルCNCミリングサンプルプログラム Dwell CNC ミリング サンプル プログラムを使用した G82 穴あけ固定サイクル O10076N10 T11 M06N20 G90 G54 G00 X0.5 Y-0.5N30 S1200 M03N40 G43 H11 Z
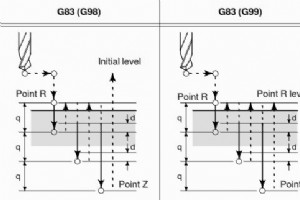
G83 ペック ドリリング サイクル G コードはモーダルなので、X 軸および/または Y 軸の移動ごとにアクティブ化され、その位置まで高速で移動し、この固定サイクル (ドリリング) がキャンセルされるまで (G80) 再度実行されます。 . G83 深穴ペック掘削サイクル オペレーション ファナック向け G83 深穴ペック ドリル サイクル G83 はペック ドリル サイクルであるため、G83 ドリル サイクルの各ペックの深さは、Q で定義された量になります。 ツールはペック (Q 深さ) を取得します。次に、ツールは各ペックの後に R 平面まで急速に上昇し、次のペックに戻りますZ
G83 深穴ペックドリル 缶詰サイクルの説明 G83 ペック ドリリング サイクル G コードはモーダルなので、X 軸および/または Y 軸の移動ごとにアクティブ化され、その位置まで高速で移動し、この固定サイクル (ドリリング) がキャンセルされるまで (G80) 再度実行されます。 . Haas CNC 制御用 G83 ペックドリルサイクル G83 ペック掘削サイクル Haas CNC 制御により、深穴ペック ドリリング (G83) を処理する際の柔軟性が向上します。 Haas CNC には、G83 深穴ペック ドリリング サイクルの 2 つのフォーマットがあります。 最初の広く
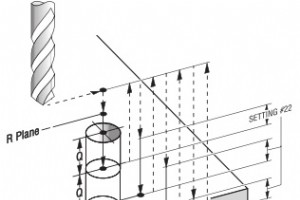
G83 ペック穴あけサイクルの CNC プログラミング サンプル コード。 G83 深穴ペック ドリル サイクルにより、深穴の掘削が簡単になります。 G81 穴あけサイクルと同様に、単純な穴あけをすばやく簡単に行うことができます。 しかし、G83 ペック ドリリングは、ペックの特殊性により、すべてのカットまたはペックの後に切りくずを捨てます。このようにして、クーラントも穴の底に自由に到達するため、ドリルとコンポーネントをクールでクリーンに保ちます。 次の G83 ペック ドリル サイクルのサンプル コードは、ペック ドリル サイクルの使用法を理解しやすい方法で示しています。初心者レベルの
Haas CNC マシニング センターにより、リジッド タッピング操作を正確に繰り返すことができます。 そのため、標準の G84 タッピング サイクルを使用して、同じ穴または複数の穴を繰り返しタッピングできます。 このように、G84 タッピング サイクルは、ペック ドリリングと同じように、深さを連続的に増やしながら同じ穴に対して繰り返すことができます。 これにより、CNC 機械工は深穴タッピングを簡単に行うことができます。この技術はタップの寿命を延ばし、切りくず処理に役立ちます。 深穴タッピング ペックによる G84 深穴タッピング G00 X0.5 Y-0.5G43 H04 Z0.
G84 タップ サイクルは、CNC マシニング センターで最もよく使用される機能の 1 つです。 この G84 タッピング サイクルのサンプル プログラムでは、タッピングの使用法をわかりやすく説明しています。 G84 タップ サイクルはモーダル G コードであるため、G80 でキャンセルされます。それ以外の場合は、X および/または Y 移動ごとにタップ操作が実行されます。 G84 タッピング サイクル形式 G84 X_ Y_ Z_ R_ F_ X Y – 穴位置データZ – Z 深さ (R 平面から始まる Z 深さへの送り)R – R 平面の位置F – 切削送り速度 G84 に関する

サンドビック・コロマントのオンライン製品カタログは、単なるオンライン ツールや関連データの挿入ではなく、それ以上のものです。 サンドビック・コロマントのオンライン カタログの Web サイトには、無料の送り、速度、カットング データ計算機 (切削データ推奨モジュールまたは切削データ計算機) もあり、3D モデルをダウンロードすることもできます。 サンドビック・コロマントのカタログをダウンロードしたい場合は、サンドビック・コロマントのカタログ pdf 無料ダウンロードをお読みください サンドビック・コロマントのオンライン製品カタログ (CoroGuide) サンドビック・コロマントのオン

G74 リバース タッピング サイクル G74 左手タッピング サイクル、G74 逆タッピング サイクル、G74 カウンター タッピング サイクルなどの多くの名前で呼ばれます。しかし、G84 タッピング サイクルのように機能します。G84 タッピング サイクルは右手タッピング用なので、CNC 機械工は G74 タップ サイクルで左手タッピングを行うことができます。 プログラミング G74 X_ Y_ Z_ R_ F_ パラメータ パラメータ 説明 X Y 穴位置データ Z Z 深さ (R 面から Z 深さまで送ります) R R 面の位置 F 切削送り速度 操作 G74 タ
これは、G91 インクリメンタル プログラミング モードで繰り返しドリルを使用する方法を示す、別の G81 ドリル サイクル プログラミングの例です。 他の CNC プログラムの例はこちら G81 穴あけサイクル – G91 インクリメンタル モードで穴あけを繰り返す コード例 G81 掘削サイクルで掘削を繰り返す G81穴あけサイクルとG91で穴あけを繰り返す O1000T1 M6G00 G90 G40 G21 G17 G94G54 X20 Y10 S1000 M03G43 H1 Z100Z3G81 G99 R3 Z-20 F350 M08G91 X10 Y10 K4G80G00 G9
CNC 工作機械のワーク ショップでは、さまざまなコンポーネントを扱います。もちろん、CNC 工作機械職人はそれらをプログラミングして機械加工します。しかし、CNC 工作機械工作員は、コンポーネントを機械加工するための新しく経済的な方法も理解し、実践する必要があります。 次の cnc プログラミングの例は、さまざまな方法でプログラムできます。この cnc プログラム サンプルで使用される cnc プログラミングの方法は、プログラミングを容易にする G91 インクリメンタル プログラミング モードで G81 穴あけサイクルを使用します。 Fanuc cnc 制御は、G81 掘削サイクルで K
PCD ドリル – 複合材料の次のステップ PCD ドリル シリーズ CX1 および CX2 により、セコ ツールは複合材料加工用ツールの開発において次のステップを踏み出しています。 新しい PCD 技術により、工具寿命、生産性、および穴の品質が向上します (特殊な形状により、層間剥離や切断されていない繊維が防止されます)。これにより、高品質の穴ができ、加工時間が短縮されます。 CX1 形状は、層間剥離や切断されていない繊維が最小限に抑えられるため、余分な作業の必要性を減らします。一方、CX2 形状は、積み重ねられた材料を穴あけする場合に最適なソリューションです。標準のねじれ角 30°

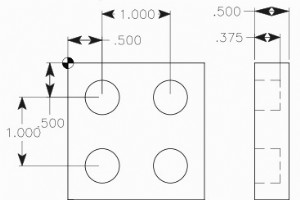
円に穴を開けたりタップしたりしたいのですが、円の半径と穴の数しかわかりません。 G70 ボルト穴円 それなら、G70 ボルト ホール サークルがすべての計算を自動的に行ってくれるので心配はいりません。 G70 ボルト ホール サークル サイクルは、G73、G74、G76、G77、および G81 – G89 で機能します。 G70 はグループ 0 に属しているため、モーダルではありません。 G70 ボルト ホール サークル フォーマット G70 I J L I =ボルト穴の円の半径 (+CCW / – CW)。J =最初の穴の開始角度 (3 時の位置で水平から 0 ~ 360° CC
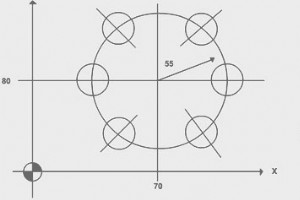
G70 ボルト ホール サークル コマンドを使用すると、等距離の円で簡単にドリル/タップ/ボア加工を行うことができます。各穴の位置を把握したり計算したりする必要はありません。必要なのは、半径がわかっていることだけです。円の開始角度、最初の穴の開始角度、および穴の総数。 G70 ボルト ホール サークル フォーマット G70 I J L I =ボルト穴の円の半径 (+CCW / – CW)。J =最初の穴の開始角度 (3 時の位置で水平から 0 ~ 360° CCW)。L =ボルト穴の円の周りに等間隔に配置された穴の数。 CNC ミリング G70 ボルト穴サークル プログラムの例 次の cn
次の cnc サンプル プログラムは、G70 ボルト ホール サークル G コードを使用した G83 ペック ドリル サイクルを使用して、等間隔の深いドリルを円形に加工する方法を示しています。 ただし、G70 ボルト ホール サークル サイクルは G73、G74、G76、G77、および G81 – G89 で動作します。関連: G70 ボルト ホール サークル – CNC ミル プログラミング Fanuc 向け G83 ペック ドリリング サイクル (深穴) Haas CNC 用 G83 ペック ドリリング サイクル (深穴) CNC プログラムのサンプル コード G70 ボルト ホ
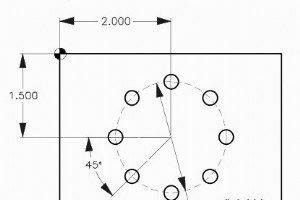
G70 ボルト ホール サークル G コード (固定サイクル) は、パラメーターの数が少ないため、プログラムが非常に簡単です。 G70 ボルト穴の円パラメータは一目瞭然ですが、この CNC プログラミングの例では、開始角度パラメータ (G70 J) に重点を置いています。 G70 開始角度パラメータ J – これは、最初の穴の開始角度の値です (3 時の位置で水平から 0 ~ 360° CCW)。 CNC プログラムの例 G70 ボルト穴円の例 O1009N10 T15 M06N20 G90 G54 G00 X2. Y-1.5N30 S1620 M03N40 G43 H15 Z1. M
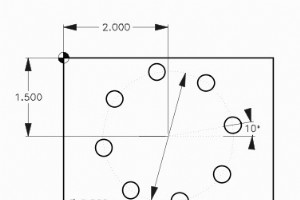
G70 ボルト ホール サークルと同様に、CNC 機械工は円に等間隔の穴をドリル/タップ/穴あけすることができます。同様に、円弧に等間隔の穴をドリル/タップ/穴あけする必要がある場合もあります。G71 ボルト穴アークは cnc を備えています。コマンド。 G71 ボルト穴アーク G71 Bolt Hole Arc を使用すると、CNC ミルの機械工は、既知の半径の円弧に等間隔に穴をあけたり、穴を開けたり、タップしたりすることが簡単にできます。 少ないパラメーターで簡単にプログラムできます。 G71 ボルト穴アークは非モーダルです。 G71 ボルト穴円弧フォーマット G71 I J
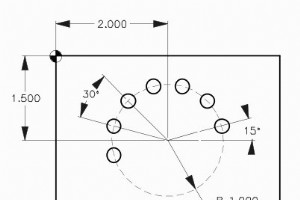
G71 ボルト穴円弧コマンドの CNC プログラム サンプル コード。 G71 ボルト穴円弧コマンドを使用すると、円弧に等間隔の穴を簡単にドリル/タップ/ボーリングできます。 固定サイクル G73、G74、G76、G77、または G81-G89 は、G71 ボルト穴アーク G コードで使用できます。 G71 ボルト穴円弧フォーマット G71 I J K L I – ボルト穴円弧の半径J – 最初の穴の開始角度 (3 時の位置で水平から 0 ~ 360° CCW)。K – 穴間の角度間隔(+ または -)L – ボルト穴円弧の周りに等間隔に配置された穴の数。 記事全文を読む G71 Bo
CNCマシン