工業製造

ねじ切りは、CNC マシンで機械加工するほぼすべてのコンポーネントの一部です。 G92 ねじ切りサイクルによるテーパーねじ切り G32、G33、G76、G92 を通すための複数の G コードがあります。 G76 ねじ切りサイクルでテーパーねじを切ることができます。この G76 テーパーねじ切りを読んでください。 G92 スレッド サイクル フォーマット G92 X.. Z.. F.. ここでX =ねじ切りパスの現在の直径Z =Z 軸でのねじの終了位置F =in/rev でのねじ切り送り速度 (ねじピッチ) ここで G92 について簡単に説明します G92 Threading Cyc
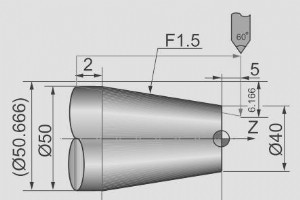
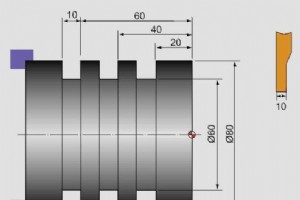
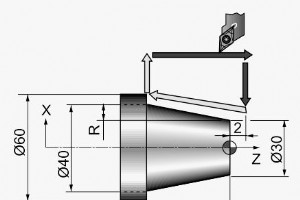
G92 ねじ切りサイクルは、CNC 旋盤でのねじ切りに使用されます。 G92 ねじ切りサイクルの追加の利点は、G92 G コードにより、CNC 機械工がねじ切り中にすべての切り込みの深さを完全に制御できることです。 G92 ねじ切りサイクルの完全な説明については、CNC Fanuc G92 Threading Cycle をお読みください。 G92 ねじ切りサイクルは、テーパーねじ切りにも使用できます。G92 ねじ切りサイクルによるテーパーねじ切りの完全な説明については、G92 ねじ切りサイクルによるテーパーねじ切りをお読みください。 以下は、G92 ねじサイクルでテーパーねじを加工する

業界では高性能の 4xD ドリルが一般的です。 しかし今、Kennametal は、ガイド パッドとパイロット ドリルなしで、Kennametal の 5xD 高性能スローアウェイ ドリルで 5xD ドリルを使用する機会を提供します。 ケナメタルの 5xD Drill-Fix ドリル ボディは、可能な限り高い金属除去率と達成したい穴精度を実現するように設計されています。 Kennametal Drill Fix DFS スローアウェイ ドリルは、最大 5xD の深穴加工に対応 Kennametal Drill Fix DFS 5 x D、直径範囲 24 ~ 48 mm (1.000
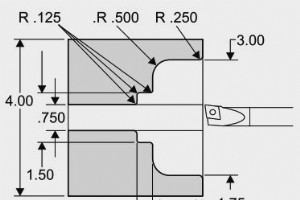
この cnc 円弧補間チュートリアルでは、G02 G03 G コードの使用方法を簡単に学習できます。 コンポーネントの CNC プログラミングは、図面上でコンポーネントを小さなピースに分割し、すべてのピースを 1 つずつ CNC プログラミングすれば簡単です。 最後に、単純な部品を加工する場合でも、非常に複雑な部品を加工する場合でも、プロセス全体が同じであることがわかります。 考え方は同じで、G00、G01、G02、G03 などを使用します。 円弧補間 G02、G03 を使用したその他の関連する CNC プログラミング例 初心者のための CNC プログラミング CNC プログラミング
G75 は x 軸の溝入れサイクルです。 G75 固定サイクル溝入れの完全な説明については、この G75 溝入れサイクルをお読みください。 ファナック G75 読み取りの 1 行形式 (1 ブロック形式) の場合 Fanuc G75 溝入れサイクル 1 行フォーマット。 別の G75 溝入れサイクル CNC プログラミングの例は、Fanuc G75 Grooving Cycle CNC Program Example にあります。 Fanuc G75 溝入れサイクルのパラメータの説明 N10 G75 RN20 G75 X Z P Q R G75 最初の CNC プログラミング ブロック

Seco Tools Machining Navigator カタログ (Seco Tools Catalogue) は、Acrobat PDF 形式で、インチ形式とメートル形式の両方でダウンロードできます。 Seco Tools Machining Navigator Catalog (Seco Tools Catalogue) は、ツールと加工データを簡単かつ正確に選択するための完全な情報を含む複数の PDF ファイルで構成されています。 Seco Tools Catalog pdf を無料でダウンロード、別名 Seco Machining Navigator Catalogue
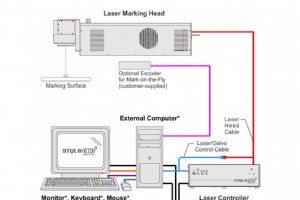
SinuTrain は、Sinumerik 802D/810D/840D(i) および 840D(i) sl 用の Siemens CNC シミュレーションおよび トレーニング ソフトウェアです。 シーメンス CNC シミュレーション ソフトウェア SinuTrain は、CNC マシンを使用することなく、プロセス計画と CNC トレーニングに使用できます。 SinuTrain – シーメンス CNC シミュレーションおよびトレーニング ソフトウェア SinuTrain の新しいバージョンは、標準化されたプログラミング制御を提供するだけでなく、CNC トレーニングの効果を大幅に改善する
旋削インサート強度 超硬インサートは、インサートの強度に基づいて、機械加工中にさまざまな材料で最高の性能を発揮するように、さまざまな形状/サイズで設計されています。最強から最弱までリストされている基本的な形状は 旋削インサート強度 ご覧のとおり、角度がかなり小さいインサートは弱く、角度が広いインサートは強度が高くなります。 旋削インサートの強度 – インサートの切れ刃 刃先とインサートの反対側との間の断面の大きさによって、インサート強度の差が決まります。 基本的なインサートの形状と、各用途で最も強いものと最も弱いものを知ることは、用途に適したインサートを選択するのに役立
コンピュータ支援加工の実績あるガイド。 CNC プログラミング:原理と応用 は、読者に最新情報を提供するために改訂されました。 - G コードと M コードのプログラミングに関する現在の日付情報。 この版の CNC プログラミング:原理と応用 は、包括的かつ簡潔なアプローチを保持しており、計画から CNC コードの作成とセットアップまで、製造プロセス全体の概要を提供しています。 新版では、ツーリング、製造プロセス、印刷物の読み取り、品質管理、精密測定の範囲が拡大されています。 CNC の抽象的な領域に移行する初心者の機械工と経験豊富な機械工の両方のニーズを満たすように設計されたこの本
旋盤での操作を行う場合、すべてのパラメータが重要であり、見落とされるべきではありません。 SFM、送り速度、インサート形状、ワーク保持などについては、従うべき業界標準と推奨事項があります。 ボーリング加工でよくある問題は、ボーリング バーが推奨以上に伸びているか、その特定のバーの直径と長さの比率を超えていることです。 CNC 機械工向けのボーリング バーの直径と長さの比率の推奨事項 ボーリングバーはさまざまな材料でできており、すべて直径と長さの比率が異なります。 1 つの退屈なバーが機能する場合でも、別のバーは機能しない場合があります。 ボーリング用途では、直径と長さの比率がびびりの
ファナックのコンピュータ化された数値制御システムの各世代には、さまざまなレベルの機能があり、これらは通常、モデルまたはシリーズ番号によって参照されます。 ファナックの CNC 制御によるミリング、ターニング、グラインディングの名前の付け方 各 Fanuc cnc 制御モデルは、通常、そのデバイスで使用するためにライセンスされているソフトウェア機能に応じて、いくつかのデバイス制御機能を使用できます。いくつかの一般的なファナック CNC 制御機能は次のとおりです。 M – ミーリングT – ターニング (旋盤)TT – ツイン タレットP – パンチ プレスG – 研削各モデル名には、世代
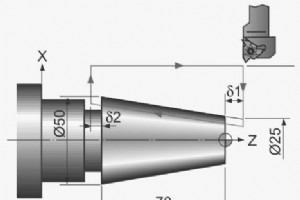
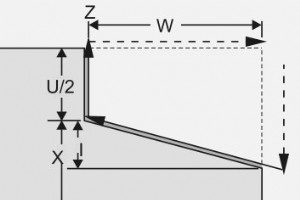
G32はねじ切りに使用されますが、G32を使用すると、1回のねじ切りだけで済みます。これはすべて、ねじ切りツールの位置決めのすべての作業を自分で行う必要があることを意味します. G32、G33 の簡単な紹介については、CNC Fanuc G33 G32 Threading G Code を参照してください。 G32 によるねじ切りの可能性 縦糸。 横糸 テーパーねじ 一定ピッチの単一および複数の開始スレッド ねじ切りブロックのチェーンによる可変ピッチとテーパー角度 G32 でのテーパーねじ切りでは、まずツールを開始位置に持っていきます。 次に、G32 でねじ切りを行い、ねじピッチ F
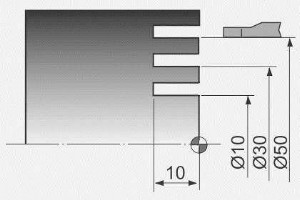
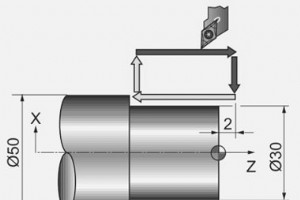
G74 ペック掘削サイクル G74 ペック ドリリング サイクルは、ペック ドリリングから面溝入れまで、さまざまな方法で使用できます。 G74 ペック穴あけは、ファナック G74 ペック穴あけサイクルを使用した単純な CNC 旋盤穴あけですでに説明されています。 以下の CNC プログラミングの例は、G74 ペック ドリリング キャンド サイクルを使用して面溝加工を加工する方法を示しています。 面溝入れ加工では、工具はワークピースの端面に向かって半径方向ではなく軸方向に送られます。 G74ペックドリリングサイクルによる端面溝入れ G74 G コードによる端面溝入れ CNC プログラ
G71 ターニング サイクル 1 行形式 ファナック G71 荒削りサイクルの 2 行形式は、CNC ファナック G71 ターニング サイクルで既に説明されています。 G71 荒削りサイクル 1 行フォーマット この記事では、G71 荒削りサイクル 1 行形式について説明します。 CNC G71 荒削りサイクルは、コンポーネントから余分な材料を水平方向に除去するために一般的に使用される CNC 旋削サイクルです。CNC コードの 1 つまたは 2 つのブロックを書くだけで、すべてが完了します。 プログラミング G71 P Q I K U W D パラメータ パラメータ 説明 P 輪
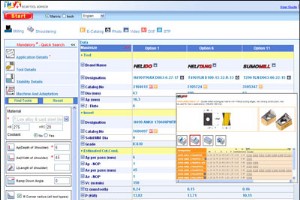
Iscar Tool Advisor の略である ITA は、無料の Web ベースのツール選択ソフトウェアであり、生産性を高めるために数学的アルゴリズムに基づいてツールを選択します。 最適化された工具選択の重要性は、生産性を最大化する上で最も重要です。したがって、ITA - Iscar Tool Advisor アプリケーションは、切削条件、機械の出力、金属除去率、および切削時間を考慮して、考えられるすべてのツーリング シナリオを絞り込む効果的なプロセスを提供します。 ユーザーは、いくつかの必須フィールド (2 ~ 6 個) に入力して迅速な結果を得ることも、機械パラメータ、工具径、工具
Fanuc G75 溝入れサイクルは、外部溝入れまたは内部溝入れに使用されます。 Fanuc G75 溝入れ固定サイクルは、x 軸の溝入れ用です。 Fanuc G75 溝入れサイクル 1 行フォーマット Fanuc G75 サイクルは断続切削を行います。断続切削の追加の利点は、切りくずが定期的に破損することです。そのため、Fanuc G75 は深い溝入れに最適です。 Fanuc G75 の 2 行形式 (2 ブロック形式) の場合は CNC Fanuc G75 Grooving Cycle と読みます。 ファナック G75 の溝加工固定サイクル CNC プログラミングの例については
Haas cnc 旋盤は、G71 粗取り固定サイクルの 1 行構文を使用します。 この cnc プログラムの例は、ID 荒加工 (内側荒加工) に G71 ターニング サイクルを使用する方法を示しています。 好きかもしれません G71 荒削りサイクル 1 行形式 CNC Fanuc G71 ターニング サイクルまたはストック除去缶詰サイクル(2 行形式) Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラムの例 Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例 以下の cnc プログラミング例では 1 – G71 荒旋削サイクルで
G90 ターニング サイクル フォーマット G90 ターニング サイクルは、 などの多くの名前で呼び出されます。 G90 固定サイクル、G90 ストレート カッティング サイクル、G90 荒削りサイクル、G90 荒削り固定サイクル、G90 ボックス サイクル。 G90 ターニング サイクルは単純なターニングに使用されますが、追加パスの X 軸位置を指定することで複数のパスが可能です。 関連:G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード G90 荒削り固定サイクル を使用できます 直進。 ボーリング作業 テーパーカット プログラミング G
G90 Turning Cycle は、この cnc チュートリアル G90 Turning Cycle で非常に簡単に説明されています。 G90 ターニング サイクルは単純なターニングに使用されますが、追加パスの X 軸位置を指定することで複数のパスが可能です。 G90 ターニング サイクルはに使用できます 直進。 ボーリング作業 テーパーカット 以下は、ファナック G90 ターニング サイクルの cnc プログラムのサンプル コードです。 Fanuc G90 ターニング サイクルの CNC プログラム サンプル コード G90 ターニング サイクル ファナック – CNC プ
G90 モーダル ターニング サイクル G90 Turning Cycle は、この cnc チュートリアル G90 Turning Cycle で簡単に説明されています。 G90 モーダル ターニング サイクルによるストレート ターニングの例については、G90 ターニング サイクル ファナック – CNC プログラム サンプル コードを参照してください。 G90 ターニング サイクルは単純なターニングに使用されますが、追加パスの X 軸位置を指定することで複数のパスが可能です。 モーダルとは 「モーダル」G コードは、取り消されるか矛盾する G コードに置き換えられるまで有効であるこ
CNCマシン