工業製造

Fanuc CNC コントロールには、多条ねじを切断するための直接ねじ切りサイクルはありません cncで。ただし、Fanuc G76 Threading Cycle を使用することで、Fanuc 制御の cnc でマルチ スタート スレッドを切断できます。 関連:ダミーのためのファナック G76 スレッド サイクル Fanuc G76 ねじ切りサイクルによるマルチスタートねじ Fanuc G76 ねじ切りサイクルを使用して cnc で多条ねじを切断するには、複数の手法があります。 この cnc プログラミングの例では、cnc サブプログラム呼び出しを使用して、Fanuc cnc のマ

Click-Change ツール ホルダーにより、ボタンを押すだけでわずか 5 秒でインサートを交換できます。そのカム作動レバーは、8,000 psi の均一なインサート クランプ圧力を提供します。 [ツール ホルダーの変更] をクリックします あなたは cnc 旋盤で作業していて、あるコンポーネントの後にインサート交換の必要が生じます。以下は、CNC 旋盤でのインサート交換の全プロセスです。 ツールとツール ホルダーを空気圧でクリーニングします (クーラントとチップ クリーニング)。 適切なサイズのアレン キー (トルクス プラス ドライバー) を検索して、ツール クランプ ネジ (
CNC 工作機械のファスナー トルク設定は、その寿命と完成品の精度にとって重要です。トルクスクリュードライバーでいつでも正しく 調整可能なトルクドライバーは、適切なトルク設定が必要な場所ならどこでも使用できます。 CNC ショップが直面する最も一般的な問題の 1 つは、通常のドライバーで締めた場合にカッターのインサート チップの締め方が不均一になることです。その結果、切断面が不適切になり、ジョブの寸法が公差から外れます。 トルクは非常に簡単に調整できます。 設定トルクに達した後、スリップし始めるため、オーバートルクはできません。 Torx や Torx Plus (IP) など、さ
ミュンヘンの会社 P+S Technik は、高速 Haas CNC 縦型マシニング センターを使用しています 世界で最も先進的なムービー カメラとシネマトグラフィー アクセサリーのいくつかを作るために。 Haas CNC マシンで加工されたムービー カメラ 今日のセットに見られるハイエンドのカメラ リグの多くは、P+Technik の 5 つの 5 軸 Haas マシンの 1 つで加工されました。

夏がやってきました。CNC マシン ワークショップの準備はできていますか?.夏の気温が最高で 25°C から 30°C である国では夏は問題になりませんが、暑い国ではどうでしょうか。そのような国の夏の最高気温は 48°C から 52°C であり、夏の平均気温は日中で 38°C から 42°C です。 これは、CNC マシンには高すぎる温度です。 CNC マシンの推奨平均温度は 25°C です .高温が CNC マシンのパフォーマンスと動作に影響を与えることは間違いありません。 暑い夏のための CNC マシン ワークショップのヒント CNC マシン ワークショップの温度が高くなりすぎると
本日の投稿では、Fanuc G10 G コードの機能について説明します。プログラム可能なオフセット設定には、Fanuc G10 cnc G コードが使用されます。まず、プログラマブルオフセット設定について説明します。 (「オフセット設定」や「オフセット」と呼ぶこともあります) プログラム可能なオフセット設定用の Fanuc G10 G コード プログラム可能なオフセット設定 ほとんどすべての CNC マシン コントロールでは、ツール オフセット設定と CNC マシン ゼロ オフセット設定(ワークシフト値、シフト値、マシン ゼロ オフセット値)は別のページに記載されています。しかし、これら
CNC インサートの摩耗 CNC オペレーター向けのヒント CNC マシンは、継続的かつ正確なジョブ生産に使用されます。この継続的なプロセスを維持するために、インサートを備えたツールのような洗練されたツールが使用されます。 .インサートを使用した機械加工は簡単です。なぜなら、CNC マシンのオペレータは工具全体ではなくインサートを交換するだけでよいからです (CNC マシンでの工具交換は簡単なプロセスではないため)。 . インサートにも寿命があり、しばらくすると (この時間はワークピースの材質とクーラントの品質によって異なります)、インサートは摩耗し始めます。 、つまり形が少し変わり始めま
これは別の cnc 旋盤プログラムの例です。この cnc プログラミング例は、固定サイクル Fanuc G71 荒削りサイクルを回すための Fanuc cnc 制御 G コードの使用を示しています。この cnc プログラムは、Fanuc G70 仕上げサイクルの使用も示しています。 G71 ターニング サイクル ファナック G71 荒削りサイクルと G70 を使用した CNC プログラミングの例は既に投稿していますが。 また、別の記事 CNC Fanuc G71 Turning Cycle or Stock Removal Canned Cycle では、G71 の固定サイクル パラメータ
ダミー用ファナック G76 スレッド サイクル ダミー用ファナック G76 スレッド サイクル ファナック G76 のねじ切りサイクルについて簡単に説明します。 Fanuc G76 により、CNC 機械工はねじ切りを完全に制御できます。 Fanuc G76 ねじ切りサイクルには複数のパラメータがありますが、Fanuc G76 と同じ方法でねじ切りに完全な柔軟性があります。 この記事は実際には、CNC 機械工がファナック G76 ねじ切りサイクルを説明する複数の記事を簡単にナビゲートできるようにするためのものです。 以下はクイック リンクです。 Fanuc G76 ねじ切りサイクル F
ファナック G コード一覧 ファナックは、世界で最も広く使用されている CNC マシン コントロールです。 HelmanCNC.com で説明されているすべてのファナック G コードのリストは次のとおりです。 ファナック G コードの一部には、その動作をよりよく理解するための CNC プログラミング例も含まれています。 あなたは完全なGコードリストを読むかもしれません ファナック G コード リスト このファナック G コード リストは、ファナック G コードが追加されて説明されるたびに更新されます。 G00 ラピッド トラバース CNC G コード G00 ラピッド トラバースCN
G04 滞留時間 一部の CNC コントロールには、機械が待機する秒数である G04 滞留時間のオプションが 1 つしかありませんが、今ではかなり簡単で少し経済的な方法があります。 ボーリングとボアフェースの仕上げにリーマーまたはフラット ドリルを使用しているとします。以前は、底面のフェースを仕上げるのにどれだけの時間がかかるかを推測していましたが、おそらく 2 秒か 3 秒でした。しかし今は簡単に回転数を指定すると、指定された回転数が完了すると G04 ドウェルが終了します。機械工にとっては、ストップウォッチのようではなく機械のように扱うため、より簡単な方法です. 以下のコードは、マシ
Fanuc G20 インチ単位の測定または インチ単位のプログラミング . CNC マシンにより、あらゆるタイプのコンポーネントのプログラミングと機械加工が容易になります。 同様に、CNC マシン コントロールは、メートル法だけでなくプログラムできる最大限の柔軟性も提供します。 インチ系でも . Fanuc cnc コントロール G20 について とG21 インチとメートル法を切り替えるために使用されます。 この cnc プログラミング例は、Fanuc G20 G コードの使用法を示しています。 ファナック G20 プログラムの例 Fanuc G20 CNC プログラムの例 N1 T
ファナック G21 ミリ単位での測定 または ミリ単位でのプログラミング . CNC により、メートル法でプログラミングできる柔軟性が得られます または インチ システム . ファナック G21 G コードは cnc をメートル法に変更します。 初心者レベルの cnc プログラマ向けの別の cnc プログラミング例を次に示します。 .この cnc プログラミングの例では、 Fanuc G21 G コードを使用しています . Fanuc G21 プログラミング例 N1 T0505N2 G92 S1500 M03N3 G21 G96 S150N4 G00 X0 Z5N5 G42 G01 Z
部品を加工するとき、工具が常に加工している必要はありません。朝に機械を始動すると、ツール タレットは衝突のない安全な場所にあり、新しいワークピースのサイクル スタート ボタンを押すと、ツール タレット ディスクが適切なツールのために回転し、ツールが完全にワークピースに到達します。フィード (急速に). CNC G コード G00 ラピッド トラバース その工具が加工を終了すると、次の工具交換のために同じ早送りで再びワークピースから離れ、2 番目の工具が同じ早送りで移動します。 上記の動きは、ワークピースの全加工時間を短縮するために迅速でなければなりません。これらの素早い動きは、CNC
Sinumerik 840D 軸の現在位置のシステム変数 $AA_IM Siemens Sinumerik 840D は、CNC 機械工が好きなように CNC 機械をプログラムするための最大限の柔軟性を提供します。独自の変数を作成できます。 Sinumerik 840D システム変数にアクセスできます . Sinumerik 840D システム変数を介して軸の現在の位置にアクセスする方法は次のとおりです。 Sinumerik 840D システム変数 $AA_IM $AA_IM は、機械座標系 MCS での現在の軸の値を示します。 例 N20 IF $AA_IM [X] <= 15
SINUMERIK 840D プログラミング このブログ投稿は、Siemens の sinumerik 840D cnc 制御に関するものです。この投稿では、sinumerik 840D cnc 制御の cnc プログラミングで使用できるループ コマンド (制御構造) の 1 つを示します。 次のような Sinumerik 840D プログラミングで使用できる複数の制御構造があります IF ループ のために その間 繰り返す 以下は、WHILE ループの使用法を示す cnc プログラミングの例です。 CNC プログラムの例 G01 G90 X0 Z10 F1000WHILE $AA_I
あなたは cnc マシンを操作していて、途中から cnc プログラムを思い出す必要がないなんて信じられません。毎日何度も、途中または既知のブロック番号から cnc プログラムを呼び出す必要があります。 CNC マシンを操作していると、ツール インサートが損傷しすぎて、インサートを交換しなければならず、途中から CNC プログラムを実行しなければならないことがあります。 CNC ブロック検索とは? cnc ブロック検索は、選択した cnc プログラム ブロックから cnc プログラムを実行できるようにする cnc 機械制御の機能です。選択した cnc プログラム ブロックは、cnc プログラム
Sinumerik 840D システム変数命名のヒント sinumerik 840D cnc 制御には複数のシステム変数があるため、覚えるのは簡単ではありません。 sinumerik 840D システム変数は、覚えやすいように名前が付けられています。いくつかのルールを覚えておく必要があります。 sinumerik 840D cnc 制御のすべてのシステム変数は、これらの規則または命名規則を適用します。 Sinumerik 840D システム変数の最初の文字 最初の文字 意味 $M マシン データ $S 設定データ $T 工具管理データ $P プログラムされた値 $A 現在の価値
ここでは、ほぼすべての cnc マシンで見られる cnc G コード G33 /G32 の説明を示します。 Fanuc cnc コントロールでは、これは Fanuc G32 G code for Special Thread Cutting として存在します Fanuc G33はありませんが、G33でもG32でも機能は同じです。ほとんどの cnc コントロールで G33 を使用して実行できるすべての機能は、Fanuc G32 G コードで実行できます。以下では、G33 のみを使用する場合もありますが、これはすべて G32 にも当てはまります。 例 – G32 によるテーパーねじ切り G33
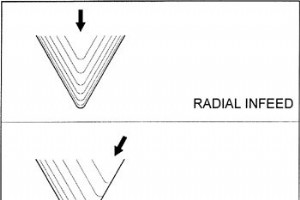
fanuc cnc 制御を使用して cnc マシンでねじ切りを加工しながら、ねじ切り込み角度を制御する方法を簡単に説明します。 ねじ切り込み角度の違いと、さまざまなねじ切り込み角度の利点と弱点について簡単に説明しているビデオ (Sandvik Coromant のねじ切り込みのヒント ビデオ ) をご覧ください。 Fanuc G76 ねじ切りサイクルにより、好きな方法でねじを切る完全な柔軟性が得られます。 Fanuc G76 ねじ切りサイクル N5 G76 P010060 Q100 R0.05N6 G76 X30 Z-20 P1024 Q200 F2 Fanuc ねじ切りサイクル G7
CNCマシン