


3Dプリントのジャークと加速とは何ですか?簡単なガイド!
3D印刷の世界に入ると、まず、作品の出力品質とプリンターの移動速度の逆の関係について学びます。これは、押し出しの移動速度が遅いほど、一般的に見栄えの良いオブジェクトが得られるという単純な事実に他なりません。
時間が経つにつれて、特定の目的のために望ましい結果を得るために微調整できるパラメータについても学びます。移動速度に関連する2つの重要な設定は、ジャークと加速です。それらはより微妙で単純ではありませんが、驚くほど重要であり、私たちのプロジェクトを成功または失敗させる可能性があります。
ジャークは、プリンターが加速パラメーターを完全に無視し、ジャーク設定で定義された速度に直接進む速度範囲(0mm / sから指定された速度まで)を決定します。一方、加速度は、時間に対する移動速度の変化率を決定します。この変化率はmm/sで定義され、最大移動速度に達するまで印刷速度に影響します。
3Dプリントでのジャークと加速の定義
3Dプリンターは、計算機能の点で非常に強力な制御ボードを使用します。このボードを使用すると、Gコード(SDカードに保存されているかUSBケーブルで送信されている)を解釈して実行できます。このコードは、移動の方向と速度に関する情報を提供します。これは、プリンターによって1行ずつ読み取られて実行されます。ただし、Gコードで記述されていない、マシンのファームウェアで確立された値があります。これにより、移動の実行方法がより詳細に定義されます。
その中で、許容可能な印刷時間で適切な寸法精度を達成するために重要なジャークと加速について言及することができます
皮肉なことに、ジャークは、より技術的なバックグラウンドを持つ人々を混乱させる傾向があります。これは、この用語が物理学で定義されているという事実によるものですが、3Dプリンターを扱う場合は別の意味があります。私のような無知な人々は、この記事の適切な調査を行う前にこの曖昧さを知らなかったので、この混乱に対処する必要はありません。
興味がある場合は、物理学で加速を定義できます。 時間に対する速度の変化率として。同様に、ジャーク 時間に対する加速度の変化率に他なりません。数学的には、これらは時間に関する速度の1次および2次導関数です。
この(不必要な)区別を明確にしたので、3Dプリントのジャークと加速を定義しましょう!
3Dプリントのジャークとは何ですか?
ジャークは、1つの軸での加速を必要とする最小速度変動を測定するパラメータです。複雑に聞こえますが、コーナーで速度の変動が発生すると、より簡単に確認できます。極端に達すると、押出機は方向を変える前に「ブレーキをかける」必要があります。ジャーク値が低すぎると、コーナーに到達したときの動きがスムーズになり、ホットエンドの方向が変わったときに速度の変化が急激になることはありません。
たとえば、印刷ジャークを20mm / sに設定すると、加速度パラメータを無視して、0mm/sから20mm/sに瞬時に移動するようにプリンタに指示します。加速は、20mm/sから最高速度への速度のさらなる増加にのみ影響します。
そうしないと、ジャーク値の設定が高すぎると、最高速度に達するまでの時間が短くなり、印刷時間が短縮されます。 3D印刷のすべてのパラメータと同様に、速度と印刷品質のバランスをとる必要があります。この値を大きくしすぎると、振動が増加し、ゴースティングやモーターのステップの損失などの問題が発生するためです。
3Dプリントの加速とは何ですか?
加速度は、各軸でモーションの速度がどれだけ速く増加するかを示します。車を運転するときのように、最高速度に達するのは十分な距離があるときだけです。定義上、プリンタは0mm / s(完全に静止)からスライサーに設定された最大速度までの速度で動作します。特に、角の多い複雑な部品ではそうです。
移動距離が十分にある場合は、加速度を上げるとプリンタが高速になります。ジャークは瞬間的な速度の増加に責任があります。これらを組み合わせることで、印刷時間を短縮しながらプリンタをスムーズにすることができます。
軸ごとに異なる加速度とジャークの値を設定できますが、X軸とY軸で同じ値を使用することをお勧めします。このように、印刷中の向きに関係なく、印刷されたオブジェクトは同じように見えます。
ジャークと加速は全体的な品質にどのように影響しますか?
押出機が方向(または速度)を変更する場合、最初に1つの軸の速度を下げ、別の軸の速度を上げる必要があります。ジャークの設定が高すぎると、この変化は急速かつ急激になり、不要な振動がパーツに伝達される可能性があります。同様に、設定された加速度が高すぎる場合、プリンタにホットエンドキャリッジを停止するのに十分な距離または時間がない可能性があります。これにより、ホットエンドが目的の位置を超えるオーバーシュートが発生します。
対照的に、低いジャークと加速度の値を設定すると、プリンターは控えめな可動域で動作するようになります。仕上がりは良いかもしれませんが、印刷には時間がかかり、経済的には実行不可能になります。原則として、オブジェクトの外観が許容範囲内にとどまるジャークと加速の最高点を目指して成長します。
ジャーク設定が印刷品質に与える影響
- 非常に長い印刷時間 :ジャーク値が正しく設定されていれば、印刷時間を短縮できます。 Gコードで設定された最大速度に到達する速度が速くなり、必要な距離が短くなります。
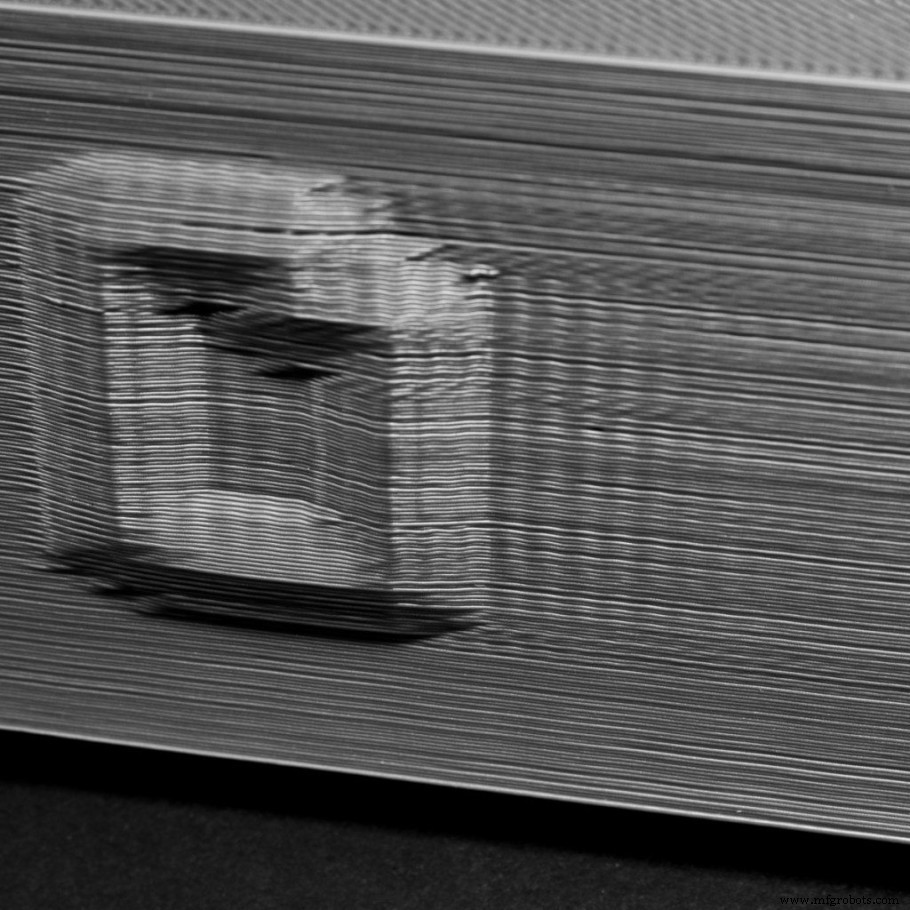
- 過度の振動 :プリンタが90度に近い角度で方向を変えると、ホットエンドで不要な振動が発生します。この振動はピースに伝達され、「エコー」を生成します。 作品の外側にある」。ゴースティングまたはリンギングとして知られるこの問題は、(ベルトの張りなどの)プリンタが可動部品を高速化する方法に依存します。
- 3Dプリンターの構造を弱める :この問題は、押出機とホットエンドが一緒に移動するため、直接押出システムを備えたプリンターでより頻繁に見られます。質量が加速すると、プリンタの構造が絶えず揺れ、ナットとボルトが緩み、元の問題がさらに大きくなります。
- 丸い角 :ジャークの調整が不適切なため、曲の鋭い角が丸くなることがあります。ホットエンドが正しく方向を変えるには、修正する必要があります。
印刷品質のアクセラレーション設定の結果

- 過度のノイズ :加速度が高すぎると、プリンターから非常に大きな音がします。正しい設定は、プリンタからの音を減らすのに役立ちます。
- Z-ぐらつき :この問題は、Z軸に沿った部品の寸法の変動として現れます。垂直ロッドが曲がっていない場合は、加速度が高すぎる可能性があります。
- レイヤーラインスキップ :押し出す前にホットエンドの動きが速すぎると、ラインのごく一部が空になります。
最適なジャークと加速の設定を見つける
最適なジャーク設定
ジャーク値は、プリンタメニューから直接変更できます。 Controlコマンドで「motion」を選択します。そこに次の値が表示されます:
- Vx-jerk
- Vy-jerk
- Vz-jerk
- Ve-jerk
z軸のジャーク値は通常、印刷には重要ではないため、以前に設定した値のままにします。同様に、押出機のジャーク値を変更しないことをお勧めします。
XとYの動きは可能な限り類似している必要があるため、両方の設定で常に同じジャーク値を使用します。この設定を最大値20mm/sまで変更してみてください。
正しいジャーク値を見つける最も簡単な方法は、各反復で5 mm/sでこの値を変更する複数の同一の印刷を作成することです。
最適な加速設定
加速度の値は、プリンタメニューから直接変更することもできます。 Controlコマンドで「motion」を選択します。そこに次の値が表示されます:
- A-旅行
- Amax X
- Amax Y
- Amax Z
- Amax E
ジャークと同様に、X軸とY軸の加速度のみを変更することをお勧めします。
今回は、各テストのジャンプはそれぞれ100ユニットにすることができます。一般的に合意された保守的な出発点は、約400m / s^2です
Prusaprintersの次の計算機は、さまざまな加速度値を使用して、プリンターが目的の速度に到達するために必要な距離をグラフで確認するのに非常に役立ちます。
この他の計算機を使用すると、移動する負荷の質量やその他の既知のパラメータを把握して、プリンタがサポートする最大加速度を知ることができます。また、現在の加速度値によってプリンターが不安定になるかどうかもわかります。エンジニアリングと教育の観点からは興味深いものですが、印刷速度と品質の間のスイートスポットを見つけるまで、いくつかの値を繰り返すことに勝るものはありません。
Curaなどの一部のスライサーでは、gコード命令を使用してこれらの設定を変更できます。たとえば、M205コマンドはジャークを制御します。 3Dプリンターからジャークとアクセラレーションを制御してから、EEPROMメモリに最適な値を保存することをお勧めします。
二分探索を使用して最適なジャークと加速を見つける
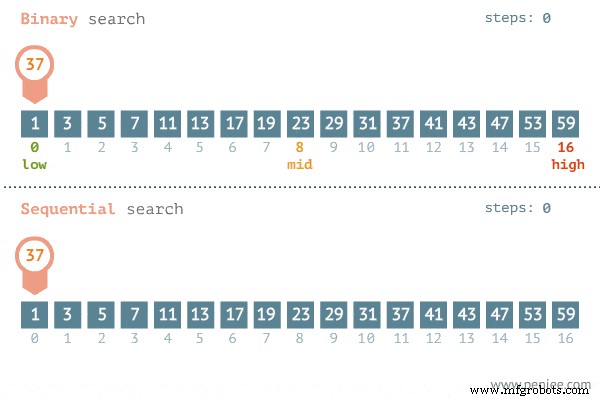
二分探索は、コンピュータプログラムで一般的に使用される方法です。これは、低い値(Aと呼びましょう)と高い値(Bと呼びます)の2つの値を確立することで構成されます。平均値(私たちの創造力を使わないために、それをCと呼びましょう)は、その合計の半分として計算されます:(A + B)/ 2=C。
printパラメータに値Cを設定し、テストオブジェクトを印刷すると、結果を確認できます。
- 高すぎる場合は、値Cが値Bに交換され、(A + C)/2が得られます。
- 値が低すぎる場合、AはCに交換され、(C + B)/2が得られます。
したがって、間隔は追加の反復ごとに2つの部分に分割されるため、各印刷で値を少しずつ上げてテストする必要はありません。
この方法は、プリンタの他の設定(速度や温度など)の調整に使用できるため、どこから始めればよいかわからない場合は試してみてください。
ジャークと加速の設定をテストするためのモデル
プリンタのジャークと加速の設定を確認または調整できるモデルがいくつかあります。それらのいくつかはこれらの設定に固有であり、他の多くは同時に一緒に機能するすべての印刷パラメータの概要を示します。
アクセラレーションを構成するための最良のテストは、ここ(Thingiverse)にあります。それは完全にカスタマイズ可能であり、プリントがZ軸で上昇するにつれて加速度値を変化させる単一の壁の厚さのピースで構成されています。最終的に、ピースに振動を発生させる加速度値を明確に確認できます。

最適なジャーク設定をテストするとき、次のオブジェクトは、印刷が簡単なパーツで多くの方向の変化を示すため、非常に便利です。印刷するときは、角が正しく形成されていることと、角の近くに振動の兆候がないことを確認する必要があります。
最後になりましたが、すべての印刷パラメータを一度にテストするオブジェクトです。紹介する必要はありませんが、Benchyはすべてのプリンタのキャリブレーションの問題を強調しています。外壁の表面は、振動の痕跡がなく、滑らかでなければなりません。屋根の角は垂直で、90度の角度で終わる必要があります。最良の結果を得るには、温度と収縮を適切に調整した後でベンチを印刷することをお勧めします。
推奨製品のセクションを確認してください

当て推量を排除し、どのプリンター、フィラメント、またはアップグレードを取得するかを調査する時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱を招くことがわかっているためです。 。
初心者から中級者、さらには専門家にも適していると思われる3Dプリンターをほんの一握り選択しました。これにより、決定が容易になります。フィラメントとリストされているアップグレードはすべて、私たちによってテストされ、慎重に選択されました。 、したがって、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント