


ラッピングプロセス:定義、動作原理、タイプ、材料、利点、アプリケーション[PDF付きのメモ]
読者の皆さん、こんにちは。お元気ですか。この記事では、ラッピングプロセスと、定義、動作原理、タイプ、材料、長所、短所、アプリケーションなどのサブトピックについて詳しく学習します。
また、PDFはすべての記事の最後にダウンロードできます。
それでは始めましょう、
ラッピングプロセスとは何ですか?
ラッピングは、ワークピースの寸法精度と表面仕上げを向上させるために使用される低圧機械加工プロセスです。ラッピングプロセスでは、微細な研磨粒子を使用して、ワークピースの表面に切削作用を実行します。
ワークピースは、機械の助けを借りて、または手で、粉末状の研磨粒子または研磨ペーストを間に挟んで、ラッピングプレートにこすりつけられます。
ラッピングプロセスは、ワークピースの表面を滑らかにします。これにより、ワークピースの機能性と美観が向上します。また、2つのワークピース間の正しい適合を保証し、小さな欠陥を修正するためにも使用されます。
ラッピングプロセスの原則:
ラッピングプロセスの単純な作業には、3つの要素が含まれます。ワークピース、ラッピングプレート、および研磨粒子。
ラッピングプレートに研磨粒子を流し込み、ワークをこすります。
研磨粒子は、プレートとワークピースの間の相対運動中に力が加えられると、ワークピースから微細な材料を取り除きます。
研磨粒子は、ワークピースの表面に存在する微細な山と谷を減少または平坦化する傾向があります。
ラッピングプロセスの特徴:
ラッピングプロセスの次の特徴は次のとおりです。
- ラッピングプロセスで使用されるアブレシブグリットのサイズは、必要な表面の滑らかさに応じて120〜1200メッシュの範囲で変化します。
- 使用する研磨剤は、粉末状にすることも、車両と呼ばれる適切なオイルやグリースと混合することもできます。
- ラッピングプロセスでは、約0.025mmのごく少量の材料が除去されます。
- ラッピングプロセスは、手動または機械の助けを借りて行うことができます。
- 一般的にラップされる材料は、鋼のような硬い材料です。
- 他の表面仕上げプロセスと比較した場合、ラッピングプロセス中に加えられる圧力は低くなります。
ラッピングプロセスの種類:
ラッピングプロセスには2つのタイプがあり、それぞれのドメインにさらに分割されます。
- ハンドラッピングと
- マシンラッピングプロセス
ハンドラッピングプロセス:
名前が示すように、すべての力を手動で適用するラッピングのプロセスは、ハンドラッピングと呼ばれます。ワークの表面品質の向上に関与するハンドラッピングシステムには2つのタイプがあります。
#1。平面ラッピング:
こちらのラッピングプレートはねずみ鋳鉄製です。これには、金属チップを収集し、その中の研磨粒子を無駄にするために使用されるいくつかの果樹園が含まれています。
希望のサイズの砥粒を膝の上に振りかけます。次に、ワークピースを膝の上で注意深くこすります。
必要に応じて、同じメッシュの研磨粒子をさらに追加します。必要に応じて、適切な液体を使用できます。このプロセスは、熟練したオペレーターが実行する必要があります。
ラッピングが完了したら、次の使用のためにラップをクリーニングする必要があります。
注: 研磨粒子を過剰に使用すると、ラップが損傷する可能性があります。これにより、ジョブが不適切に終了し、ラップが失敗する可能性があります。
#2。円筒ラッピング:
円筒形のワークピースの内面と外面のラッピングに使用されるラップは、軟鋳鉄、銅、または真ちゅうでできています。
シリンダーの内面をラッピングするために、ラップは内径にぴったり合うように作られています。ラップは、ワークピースに対してランダムな軸方向の動きで移動します。これにより、ワークピースの表面仕上げとラップが向上します。
研磨粒子は、プロセス中にオイルまたはグリースと混合されます。シリンダーの外面のラッピングに使用されるラップは、リングラップと呼ばれます。さまざまな直径に調整するためのネジが付属しています。
ラップされるワークピースは旋盤で保持され、回転運動を提供します。次に、リングラップは回転するワークピース上で往復運動します。特定のオイルやグリースと混合した研磨粒子を使用できます。
マシンラッピングプロセス:
機械を使用してラッピング操作を行う場合、それは機械ラッピングと呼ばれます。以下にリストされているのは、さまざまなタイプのワークピースに使用されるさまざまなマシンラッピングプロセスです。
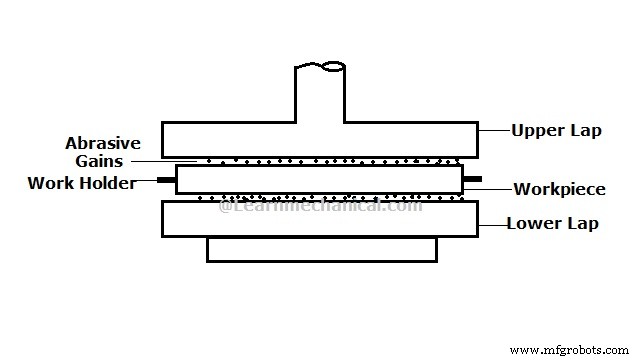
#1。垂直ラッピングマシン:
垂直ラッピングのセットアップは、下ラップ、上ラップ、およびワーク保持装置で構成されます。ワークピースは下ラップに保持され、ジョブホルダーに配置されます。上ラップは、ワークピースのロードとアンロードに使用されます。
ペーストタイプの車両と混合された研磨粒子は、運転開始前にラップに塗布されます。平面をラッピングする場合は下ラップを静止させ、円筒ラッピングの場合は下ラップを動かします。
精密ゲージブロック、ローラーベアリングのロール、ボールベアリングボールなど、さまざまなジョブが垂直ラッピングマシンを使用してラッピングされます。
別のタイプの垂直ラッピングセットアップは、下のラップに固定された研磨布で構成されています。ワークホルダーをランダムに動かすことで、同一のワークを重ねることができます。これは転置と呼ばれます。
注: 平らな面を加工するときは、転倒する可能性があるため、下ラップを固定する必要があります。
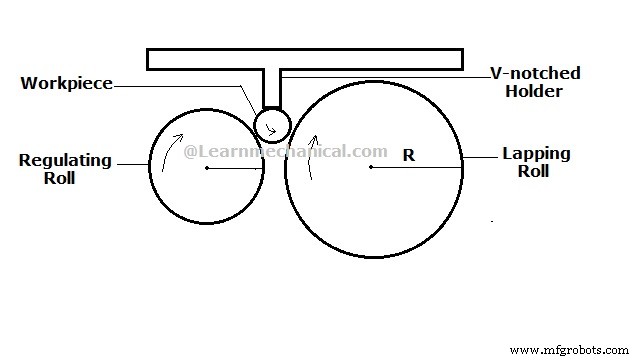
#2。センターレスラッピングマシン:
センターレスロールラッピングは、調整ローラー、ラッピングローラー、ワークピース、およびVノッチ付きファイバースティックで構成されます。調整ローラーはモーターによって動力を与えられ、セットアップに回転運動を提供します。
ラッピングローラーを使用して、ワークピースを反対方向からラッピングします。ラッピングローラーの直径は、ローラーを調整する直径の2倍です。両方のローラーは、安定性と低コストのため、鋳鉄で作られています。
ローラーは研磨粒子で接着されています。 Vノッチ付きファイバースティックは、ローラー間に供給されるワークピースを保持するために使用されます。ワークピースは、往復運動を伴う非常に遅い速度でローラーに供給されます。
ワークピースの研磨粒子の作用により、材料の除去が行われます。センターレスラッピングの助けを借りて、0.05ミクロンの非常に細かい仕上げを得ることができます。
センターレスラッピングの場合、材料の除去は非常に遅くなります。
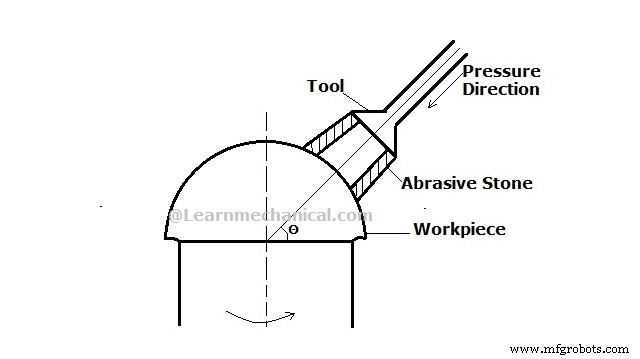
#3。球形ラッピングマシン:
球形の物体をラッピングするために使用されるラッピングマシンは、構造が異なります。球面ラッピングの場合、2つのスピンドルが使用されます。
ラップされるワークピースは、ワークピースに回転運動を与える最初のスピンドルに取り付けられます。もう一方のスピンドルは、ワークピースに対してツールを特定の角度に保持するために使用されます。
ツールスピンドルによってワークピースにも圧力がかかります。ワークピースに回転運動が与えられるとすぐに、研磨工具とワークピースが接触するため、材料の除去が行われます。
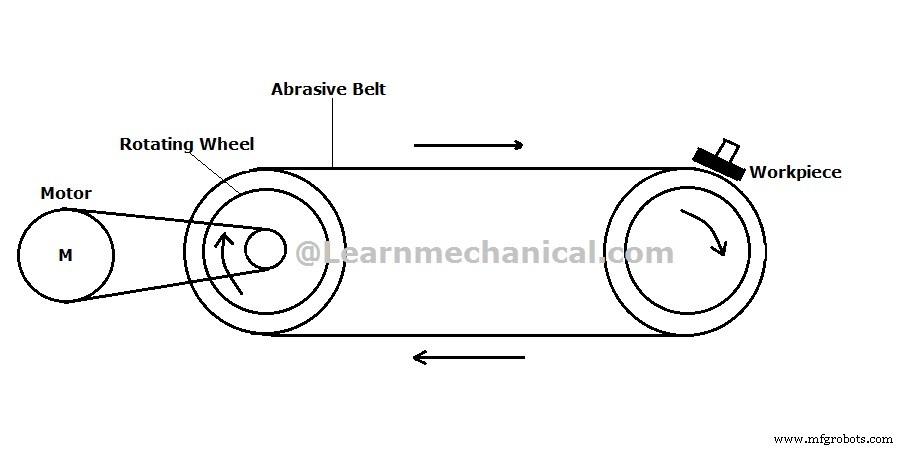
#4。ベルトラッピング:
ベルトラッピングは、ラッピング工程で使用される研磨服で作られたベルトを使用しています。ベルトはモーターの助けを借りて駆動されます。ベルトを駆動するために使用される2つの車輪があります。
ワークピースは、ホイール上のベルトに手動で触れられます。材料の除去は、ワークピースと可動ベルトの接触後に行われます。
これは、精度の低いジョブのラッピングに便利な方法です。ワークをクランプする必要はありません。
ラッピングプロセスに使用される研磨剤:
- さまざまな種類の研磨剤を使用して、さまざまな材料の硬度をラッピングします。
- 硬い材料のラッピングに使用される研磨剤は、通常、炭化ケイ素と溶融アルミナです。
- 軟質材料のラッピングに使用される研磨剤は、酸化クロム、未溶融アルミナ、およびガーネットです。
ラッピングプロセスに使用される車両
ラッピングプロセスに使用される車両は、通常、水溶性オイル、植物油、鉱油、ワセリン、またはグリースです。車両には次の特性が必要です。
- ビヒクルと混合する場合、粒子は均一に分布している必要があります。しこりが含まれていてはなりません。
- 車両の粘度は温度変化の影響を受けないようにする必要があります。
- 車両は高温で蒸発してはなりません。
- 金属表面の腐食を促進してはなりません。
- それは本質的に無毒でなければなりません。
- ワークに付着してはならず、簡単な清掃で簡単に取り除くことができます。
ラッピングプロセスを受ける可能性のある材料:
もともとラッピングプロセスを経ることができる化合物にはさまざまな要素があります。それらのいくつかは、鋳鉄、セラミック、タングステン、プラスチック、炭素化合物、ステンレス鋼、青銅、ゴム、およびシリコンです。
ラッピングプロセスパラメータ:
次のパラメータは次のとおりです。
- ラッピング速度: 理想的なラッピング操作のラッピング速度は、1.5〜4m/sの範囲である必要があります
- ラッピング圧力: ラッピング圧力は、材料の硬度と使用する研磨粒子によって異なります。ラッピング圧力は、柔らかい材料の場合は10〜30kPa、硬い材料の場合は最大70kPaまで変化します。
- ラッピング許容値: ラッピング許容値は、ラッピング時間に正比例します。ラッピング許容量が増えると、ラッピング時間も長くなります。ラッピング許容値は、ラッピングされる材料によっても異なります。
- 鋳鉄-0.2mm
- アルミニウム合金-0.1mm
- 軟鋼-0.05〜0.1mm
- 焼入れ鋼-0.005〜0.02mm
ラッピングプロセスの利点:
材料表面の山と谷を減らすことにより、ワークピースの表面仕上げを向上させます。また、ワークピースに審美的なタッチを提供します。
ラッピングプロセスは、嵌合部品間の摩擦を減らすことにより、嵌合部品の寿命も延ばします。
これにより、ワークピースの形状と寸法が増加します。また、ワークピース間の完全な適合を保証します。
プロセスに含まれる熱が最小限であるため、ワークピースの表面内に熱応力が発生しません。
このプロセスは、熟練していない労働者によっても実行できます。これは、関連する単純さとコンピューター化された制御の欠如によるものです。
これにより、さまざまな結合操作でそれぞれに平行に保たれた2つのパーツ間の並列処理が向上します。
ラッピングプロセスのデメリット:
研磨剤の損失が多いため、ラッピングはコストのかかるプロセスです。この結果、研磨作業での研磨粒子の使用が増加し、その結果、製造コストが発生します。
ラッピングプロセスのもう1つの欠点は、プロセスが非常に遅いことです。ラッピングプロセスの場合の金属除去率は非常に低いです。これにより、処理に時間がかかり、生産率が低下します。
ラッピング工程の場合、廃棄物管理が問題になります。ラッピング工程では、大量のアブレシブ廃棄物が発生します。これにより、廃棄物の処理が困難になります。
一部の研磨剤はワークピースの表面に埋め込まれ、ワークピースが後で損傷する可能性があります。
このプロセスは一般的に自動化されていません。これらの結果は、労働集約的であり、生産コストを増加させます。
ラッピングプロセスのアプリケーション:
ラッピングプロセスは、他の方法では研磨が難しい硬くて脆い金属を研磨するために使用されます。
また、材料の除去速度が遅いため、ガラスなどの材料の加工にも使用されます。
ラッピングプロセスは、冶金試験用の試験片を作成するために広く使用されています。
ラッピングプロセスは、正確で均一な材料除去機能により、バルブの製造に使用されます。
自動車産業も、さまざまな研磨作業にラッピングプロセスを使用しています。
産業技術
- ホーニングプロセス:定義、部品または構造、動作原理、利点、アプリケーション[PDF付きのメモ]
- 金属切削における切りくずの種類[PDF付き注記]
- すくい角:定義、重要性、およびタイプ(正、負、ゼロ)[PDF付きのメモ]
- クイックリターンメカニズム:定義、タイプ、動作原理、アプリケーション、長所、短所[PDF付きのメモ]
- 電子ビーム溶接:定義、構造、作業、アプリケーション、長所、および短所[PDF付きの注記]
- 押し出しプロセス:定義、動作原理、タイプ、アプリケーション、長所、および短所[PDF付きのメモ]
- フォーミングとは何ですか?成形プロセスの種類[メモとPDF]
- 押し出しとは何ですか?-作業、タイプ、およびアプリケーション
- ソリッドステート溶接プロセス:原理、タイプ、アプリケーション、長所と短所
- 摩擦圧接:原理、動作、種類、用途、長所と短所
- 遠心鋳造:動作原理、種類、用途、長所と短所