


ハンティングナイフ
背景
ハンティングナイフは、今日まで本質的に変わらずに生き残った古代の道具です。石やクラブの後の道具や武器の生成に属し、ハンティングナイフは初期のハンターに肉や皮のために動物を屠殺する能力を与えました。捕食者や戦う部族からの防御にも重要でした。
最初の金属製ハンティングナイフは、紀元前2000年頃に青銅で作られました。 、一般的に青銅器時代と呼ばれる時代。紀元前1500年から1100年<小> 、ナイフは、クレタ島とイギリスでより大きな剣のパターンとして機能しました。紀元前1000年から800年の鉄器時代の到来とともに<小> 、鉄の使用 開発されたナイフの製造のため。鉄は青銅よりも鋭く、より耐久性のある刃先を可能にしました。鉄のナイフの主な問題は、それらが簡単に曲がることでした。バイキングは、炭素を追加するか、鉄を「炭化」することでこの問題を解決しました。これにより鉄の刃が硬化し、剛性と切れ味が向上しました。
初期のアメリカの歴史では、ハンティングナイフの特定のデザインが他のデザインと比較される基準になりました。初期のフロンティアマンのこのお気に入りは、伝説的なパイオニアであるジェームズボウイ(1796-1836)にちなんで名付けられたボウイナイフでした。この片刃のナイフの長さは10〜15インチ(25〜38 cm)でした。鋼の刃はその長さの大部分が真っ直ぐで、凹状の先細りの先端がありました。
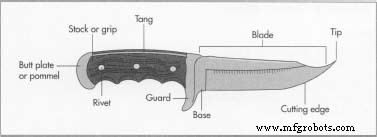
現代のハンティングナイフは通常、しっかりと握るのに十分な大きさのハンドルを備えた、硬い片刃の刃を持っています。刃の鋭くない部分、またはタングは、強度のためにグリップ領域を通って伸びます。折りたたみ式のロックバックナイフ、特殊なスキニングナイフとガッティングナイフも狩猟や着替えのゲームに使用されますが、基本的なストレートハンティングナイフはアウトドア愛好家の標準です。
原材料
現代のハンティングナイフの最も重要な部分であるブレードは、鋼またはステンレス鋼で作られています。特に重要なのは、ブレードの硬度を決定する金属の炭素含有量です。モリブデンなどの他の物質は、鋭さ、靭性、仕上げ、および耐食性において他の特定の改善をもたらします。
ガードと柄柄は、鋼、真ちゅう、またはアルミニウムの場合があります。ストック、またはグリップは、多くの材料で作ることができます。一部のナイフメーカーは、ストックにエキゾチックな木材や動物の骨と角を使用しています。ストックは革で包むこともできますし、革はタングに積み重ねられ、ハンドル全体を形成するように輪郭が描かれたワッシャーのようなセグメントになっていることもあります。ストック用に選択される材料は、目的の用途に大きく依存します。実際の現場での使用を目的としたナイフには、ナイロンや革などのより耐久性のある実用的な素材が選択され、ショーナイフには派手な素材が使用されます。
製造
プロセス
ブレードの形成
- 1ブレードは、「柔らかい」状態にある平らな材料から切り取られた「ブランク」として始まります。これは、熱処理されていないことを意味します。大量生産されたナイフは、
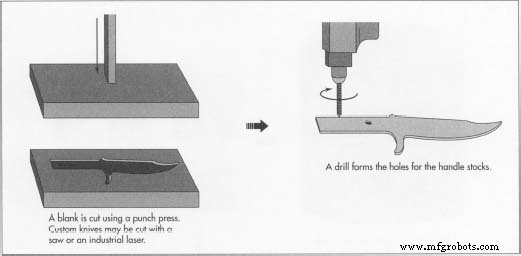 現代のハンティングナイフの最も重要な部分であるブレードは、鋼またはステンレス鋼でできています。特に重要なのは、ブレードの硬度を決定する金属の炭素含有量です。硬化したパンチとダイを使用して、ブレードの輪郭に一致するように成形されたパンチプレス。パンチは材料を通してダイに押し込まれ、粗いブレードを形に整えます。カスタムナイフはのこぎりで切り抜くことができます。または、工業用レーザーを使用して特に複雑な刃を切り取ることができます。
現代のハンティングナイフの最も重要な部分であるブレードは、鋼またはステンレス鋼でできています。特に重要なのは、ブレードの硬度を決定する金属の炭素含有量です。硬化したパンチとダイを使用して、ブレードの輪郭に一致するように成形されたパンチプレス。パンチは材料を通してダイに押し込まれ、粗いブレードを形に整えます。カスタムナイフはのこぎりで切り抜くことができます。または、工業用レーザーを使用して特に複雑な刃を切り取ることができます。 ブランクをカットした後、ハンドルストック用の穴をタングに開けます。粗成形も研削や機械加工で行います。この成形により、さまざまなポイントでブレードの厚さが形成され、鋭いエッジでの仕上げ研削の量が減少します。ブレードが柔らかい状態にある間、識別マークまたは装飾的な詳細が刻印されます。
硬化
- 2刃先の鋭さを保つために、刃は硬化されています。ブレードの材質ごとに、異なる硬化方法と熱処理方法が必要になる場合があります。ただし、一般的な鋼製ブレードは、一般的に次のように熱処理されます。
ブレードを硬化させるために、いくつかのブレードが熱処理オーブンのセラミックトレイに配置されます。ブレードの重さが反りを起こさないように平らに置かれています。合金の特定の要件に応じて、オーブン内の温度は約1600°F(871°C)に上昇します。ブレードを約2時間加熱した後、トレイ全体をオーブンから取り出し、ブレードを油または水に浸します。これはブレードを急速に冷却し、焼入れと呼ばれます。焼入れは、金属結晶を複雑な微視的パターンに固定します。このプロセスにより、金属も非常に脆くなります。焼入れ後、ブレードは約500°F(260°C)に再加熱されます。この時点で、金属はわずかに暗赤みがかった色になり、結晶の配列がわずかに変化します。次に、焼き戻しと呼ばれるプロセスでブレードをゆっくりと冷却します。これにより、金属を強化すると同時に、微細な鋭利化に必要な脆性の一部を保持します。他の特殊合金を硬化させるために、さらに加熱および冷却サイクルを使用することができます。
研磨と研ぎ
- 3熱処理されたブレードが冷えた後、研磨され、研がれます。研磨は機械または手作業で行います。フラットベルトサンダーを使用して、ブレードの側面に滑らかで均一な「ブラッシュ」仕上げを施します。これはまた、パンチプレス操作からの痕跡を磨き、熱処理操作から表面残留物を取り除きます。次に、ブレードは一連の砥石車を通過する砥石に配置されます。各回転ホイールは正しい量の金属を取り除きます
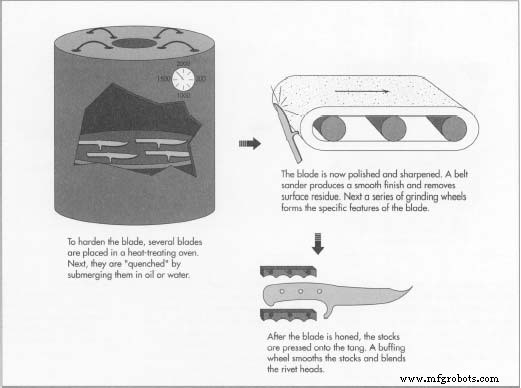 は、ブレードの作業部分のエッジレリーフ、ポイント、ラフエッジ角度、およびその他の機能を形成します。ユーティリティナイフが作られるとき、これらの機能の多くは、化粧品ではなく機能的な目的であるため、さらに仕上げることなく残されます。ファンシーナイフの場合、これらの機能は、回転するバフホイールとジュエラーのルージュを使用して手作業で磨くことができます。ルージュは柔らかくて研磨性のあるペーストで、綿のバフ研磨ホイールに広げてからブレードの表面にバフをかけると、金属を高い光沢に磨きます。ブレードがこれらの手順で終了すると、非常に鋭くなり、すぐに使用できるように見える場合があります。ただし、エッジを長持ちさせるには、最後のシャープニング手順が必要です。
は、ブレードの作業部分のエッジレリーフ、ポイント、ラフエッジ角度、およびその他の機能を形成します。ユーティリティナイフが作られるとき、これらの機能の多くは、化粧品ではなく機能的な目的であるため、さらに仕上げることなく残されます。ファンシーナイフの場合、これらの機能は、回転するバフホイールとジュエラーのルージュを使用して手作業で磨くことができます。ルージュは柔らかくて研磨性のあるペーストで、綿のバフ研磨ホイールに広げてからブレードの表面にバフをかけると、金属を高い光沢に磨きます。ブレードがこれらの手順で終了すると、非常に鋭くなり、すぐに使用できるように見える場合があります。ただし、エッジを長持ちさせるには、最後のシャープニング手順が必要です。
ホーニング
- 4カジュアルな観察者には、ナイフの刃は2つの交差する表面の結果として表示されます。よく調べてみると、エッジの実際の形は、2つの明確に分離された角度のセットで構成されていることがわかります。前者は上で説明したように粗研削によって残され、後者は実際に刃先を形成する細かい角度です。このエッジは、ホーニングと呼ばれる微粉砕操作によって生成されます。ホーンの角度は、ブレードの用途に応じて、ブレードの軸に対して17〜30度の間である可能性があります。角度を小さくするとエッジがシャープになりますが、エッジが摩耗してくすみが早くなります。細かい砥石、または「石」に油を塗り、ナイフの端をそっとこすります。このアクションは、最も細かいシャープなエッジを生成し、ナイフの刃を適切にシャープにする唯一の真の方法です。顕微鏡で見ると、粗い地面の端が一連のギザギザの点として表示されます。
この状態で適切に切断するのに十分な鋭さでありながら、ポイントは簡単に摩耗し、すぐに鋭さ
 はなくなりました。ホーニングにより、これらのポイントは、同じシャープネスの一貫したエッジにブレンドされます。
はなくなりました。ホーニングにより、これらのポイントは、同じシャープネスの一貫したエッジにブレンドされます。
株、警備員、柄頭の組み立て
- 5ストックはリベットで留められるか、ナイフの刃のタングに押し付けられます。バフホイールは、ストックを滑らかにし、リベットヘッドをブレンドするために使用されます。革のハンドルの場合、ワッシャーセグメントはガードからタングに積み重ねられます。柄の長さを革で埋めた後、柄柄をタングの端に押し付け、ピンまたはリベットで固定します。これにより革が一緒に絞られ、しっかりと握りやすいハンドルになります。革は、砥石車を使用して成形し、次に貫通シーラーで密封することができます。ガードと柄柄は、バフホイールで磨くことで仕上げることができます。ナイフの刃を傷つけたり、鋭利な刃先を傷つけたりしないように、組み立てと仕上げの過程で細心の注意を払う必要があります。
品質管理
鋭利な刃先と鋭利化後の長寿命を保証するために、刃の熱処理を監視する必要があります。これは、ブレードまたはサンプル試験片を硬化点の下に置く手順であるロックウェル硬度を測定することによって実行されます。ポイントに重い重量をかけ、浸透量を測定します。このテストで残されたへこみは肉眼ではほとんど見えず、隠されるハンドルの下で行うことができます。次に、さまざまな変換スケールを使用して、硬度を目的の標準と比較できます。
ブレードの切れ味と仕上がりも重要です。熟練した技術者は、顕微鏡を使用して鋭利なエッジを綿密に観察するなど、ブレードを視覚的に検査します。欠陥のあるブレードは、再加工のために最終仕上げおよびホーニング操作に戻されます。
ハンドルの仕上げやナイフの他の部分も目視検査されます。特に、ショーナイフはわずかな欠陥がないか綿密に検査されます。これらのナイフは芸術の一形態であるため、購入者は綿密に精査します。視覚的な欠陥があると、ナイフの価値が低下します。また、ナイフが歴史的な作品の複製である場合、特定のデザインの詳細とマーキングはコレクターにとって重要です。
未来
ハンティングナイフのデザインと構造は過去200年間ほとんど変わっておらず、将来もほとんど変わらないと予想されています。冶金学の進歩により、ナイフメーカーは新しい鋼合金を提供し続け、製品の硬度、耐久性、仕上げを改善するために使用されます。同様に、耐衝撃性、成形性、表面仕上げが改善された新しいプラスチックは、ナイフストックまたはグリップとしての用途があります。
ただし、これらは小さな変更であり、全体的なデザインは変更されません。今日のハンティングナイフは、アウトドア愛好家にとって有用で価値のあるツールであり続け、将来の世代に受け継がれることを誇りに思っています。
製造プロセス