


鋼のアルゴンリンス
鋼のアルゴンリンス
ガスリンスプロセスは、ティーミングレードル内の溶鋼のリンスが、スチールバスに不活性ガスを注入することによって実行される方法です。アルゴン(Ar)ガスは、本質的に不活性であるだけでなく、鋼への溶解度も非常に低いため、すすぎに適しています。すすぎは、加熱によるガスの膨張と、ガスの上昇に伴う圧力の低下から生じます。
溶鋼のArリンスは、均一な温度、組成、およびスラグ金属精錬反応の促進を得るために実行されます。溶鋼のArリンスは、非金属介在物の浮揚と分離のための優れたプロセスであると報告されています。
タッピング後の溶鋼は、鋼のタッピング時に鉄合金と浸出鍋に浸炭剤が添加されているため、ティーミング取鍋で成層化されます。この成層鋼は、ArリンスステーションでArガスをパージすることによって攪拌されます。溶鋼浴を介してパージするArガスは、急速な熱均質化を実現するのに十分な浴乱流を生成するのに役立ちます。 Arと一緒に攪拌すると、化学添加の混合速度も向上します。アルゴンリンスのさまざまな変数には、ガスパージ率、溶鋼の量(熱サイズ)、溶鋼で利用可能な過熱の量、キャリーオーバースラグの量、追加された合成スラグまたはレードル被覆化合物の量、化学物質に必要な混合の量が含まれます追加。
経験豊富なオペレーターと冶金学者は、満員の取鍋で正確かつ一貫したArガスリンスを行うことの重要性を認識しています。連続鋳造機(CCM)でのきれいな鋼と良好な鋳造性は、一貫した穏やかなすすぎ攪拌に依存します。 Arリンスステーションの優れたArリンス制御システムは、再現性のある正確なアルゴンリンス速度と持続時間を促進します。
Arガスは、上部から溶融鋼浴に深く挿入された耐火ランスを介して、または下部のパージプラグを介して、取鍋に導入することができます。上部耐火ランスは、「T」、「Y」、またはストレートボアタイプの場合があります。下部パージプラグを介して導入されたArガスは、トップランスを介してバスの上部にArを滴下するよりも、ガスリンスのより効果的な方法です。通常、すすぎ操作は、取鍋の底にある多孔質パージプラグ配置を通してArガスを浸透させることによって実行され、トップランスメカニズムは、取鍋のプラグ回路が一時的に動作不能になった場合の溶鋼浴すすぎのバックアップ手段として機能します。取鍋へのガス供給接続は、クイックカップリングシステムを使用して手動で行うか、取鍋を載せた移送車がリンスステーションに到着したときに自動的に行われます。最近では、ほとんどの取鍋にアルゴンバブリング用の下部プラグが装備されています。アルゴンで上部を攪拌したデータでは、取鍋の自由開放性能がわずかに低下します。
取鍋底部の多孔質プラグアセンブリとさまざまなタイプの多孔質パージプラグの概略図を図1に示します。
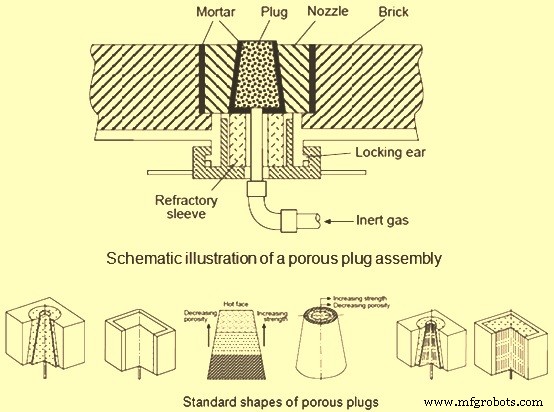
図1多孔質プラグアセンブリとさまざまな種類の多孔質プラグ
図1に6種類の多孔質プラグの標準形状を示します。左から、等方性プラグ(No. 1および2)、スライス(No. 3)および同心(No. 4)で構成されるコンポーネントプラグ、および円錐(No. 5)および長方形(No. 6)で構成されるキャピラリープラグです。
図からわかるように、多孔質プラグは円錐形または長方形のいずれかの形状をしています。ライニングの前にプラグが摩耗した場合、円錐形のプラグは簡単に交換できます。長方形のプラグは周囲のレンガと幾何学的に互換性があり、プラグの寿命がライニングの寿命と同等である場合に有利に使用できます。等方性プラグの性能と寿命は、金属インサートと一緒に積み重ねられた2つまたは3つのコンポーネントで要素を製造することによって改善できます。いわゆる方向性多孔性またはキャピラリープラグの主な利点は、プラグをライニングレンガと同じ、またはさらに高密度の耐火物で作ることができることです。これにより、熱間圧縮強度が向上し、耐侵食性が向上し、耐用年数が長くなります。キャピラリープラグの欠点は、アルゴンガスの圧力が失われると、溶鋼が浸透しやすくなることです。
Arガスの高圧気泡がスラグの表面に向かって非金属介在物を運び、溶鋼の洗浄を助ける運搬剤になるため、穏やかなArリンスが非金属介在物を浮き上がらせます。
ボトムパージプラグを使用したArリンスでは、次の条件により、ティーミング取鍋で正しい攪拌エネルギーを達成および維持する能力が妨げられる可能性があります。
- Arガスのチャネリングにより、予想よりも低いすすぎ速度が発生します
- Ar供給システムのリーク
- プラグの状態の変化による可変背圧の存在
- スラグの厚さと一貫性が変動するため、攪拌速度の判断でエラーが発生する可能性があります
- 各取鍋のすすぎ履歴のリアルタイム記録の欠如
これらの条件は、次のような悪影響を伴うコストがかかる可能性があります。
- Arガスの過剰消費
- CCMでの鋼の鋳造性の悪さ(ノズルの目詰まり)
- スラグ含有物の不適切な除去
- アルミニウム(Al)の添加結果がない
- 取鍋スラグライン耐火物摩耗の結果
- Arリンスの目的が達成されない場合があります
- すすいだ鋼の総酸素量が多い
均一な浴温度と組成を達成するために、取鍋内の鋼は、ほとんどの場合、適度なガスバブリング速度でのアルゴンガスバブリングによって攪拌されます。 0.6 N cum/minute未満。
他の製鋼プロセスと同様に、Arリンスの基本は、物質移動制御に基づいています。物質移動制御には、システム内の対流が必要です。高温系(約1600℃)の系に不活性ガスの浮力が導入されるため、対流が発生します。
ほとんどのスラグ金属反応では、速度は主にスラグ金属界面を通過する反応物と生成物の物質移動によって制御されます。 Arでリンスされた取鍋内の鋼浴などのリンスシステムでは、スラグ金属の界面領域は、鋼浴内の攪拌の程度に影響され、次に、リンス力によって決定されます。
ガスバブリングによる浴の温度と組成の均質化は、主に注入されたガスの浮力エネルギーの散逸によって引き起こされます。ガスの有効攪拌力を表す熱力学的関係は、Pluschkellによって導き出されました。以下は、Pluschkellの関係から導き出される攪拌力の式です。
e =14.23(VT / M)ログ[(1 + H)/1.48 P?]
どこ
e はW/トンでのすすぎ力です
V はNCum/分単位のガス流量です
T ケルビンでのバス温度です
M はトン単位のバス重量です
H はメートル単位のガス注入の深さです
P? はatmで表したバス表面のガス圧です
95%のホモジナイゼーションを達成するための攪拌時間は、混合時間 tとして定義されます。 。
ガス攪拌システムにおける混合現象を扱う多くの実験的および理論的研究があります。混合時間を表す次の関係、 t (s)、攪拌力の観点から、 e (W /トン)、取鍋の直径、 D (m)、および注入の深さ、 H (m)、MazumdarとGuthrieの作業から取得されました。
t(s)=116(e)¯¹/³(D?/³H¯¹)
すすぎプラグの位置
下部のすすぎプラグの位置は、混合時間に影響します。下部のプラグを中心から外すと、混合時間が短縮されます。中半径で。取鍋底の中央に配置されたすすぎプラグは、浴の上部に金属の流れのトロイダルループを生成し、下部に不感帯が作成されるため、混合時間が長くなります。偏心して配置された下部プラグは、バス全体に金属を広範囲に循環させ、デッドゾーンを回避し、混合時間を短縮します。
取鍋底のすすぎプラグが中心から外れていると、金属とスラグの間の物質移動が妨げられることに注意してください。中央に配置されたリンスプラグにより、ガス流量の増加に伴ってスラグ金属の乳化が増加します。偏心して配置されたすすぎプラグは、目と呼ばれるスラグのないゾーンを、溢れんばかりの取鍋の壁の近くに作成します。これは、主スラグ相からのスラグ粒子の剥離に影響を及ぼし、乳化の減少をもたらします。したがって、取鍋の底にあるすすぎプラグの位置の最終的な選択は、特定の操作にとって攪拌のどの側面がより重要であるかによって決定されるように思われます。通常、妥協案が採用されます。
製造プロセス