


C60中間層を導入するだけでポリマー太陽電池の効率的なカソードバッファー層としての5nm LiF
要約
フッ化リチウム(LiF)は、バルクヘテロ接合ポリマー太陽電池(PSC)で効率的で広く使用されているカソードバッファー層(CBL)です。 LiFの厚さは、その侮辱的な性質のため、通常1nmに制限されています。このような薄い厚さは、熱堆積中に正確に制御することは困難であり、さらに重要なことに、1nmの厚さのLiFは下にある活性層を十分に保護することができません。ここでは、C 60 を挿入するだけで、デバイスの効率を犠牲にすることなく、CBLとして非常に厚いLiFを適用する方法を示しました。 アクティブレイヤーとLiFレイヤーの間のレイヤー。 C 60 を搭載したデバイス / LiF(5 nm)ダブルCBLは、3.65%のピーク電力変換効率(PCE)を示します。これは、LiF(5 nm)のみのデバイスのピーク電力変換効率(1.79%)の2倍です。 C 60 の優れたパフォーマンス / LiF(5 nm)ベースのデバイスは、主にC 60 の優れた電気伝導率に起因します。 / LiF(5 nm)二重層、C 60 で発生した混合から生じる / LiFインターフェース。その上、P3HT / C 60 の形成 サブセルとC 60 の光学スペーサー効果 短絡電流密度( J )の増加にも寄与します sc )デバイスの。 LiFの厚さをさらに8nmに増やすと、C 60 で1.10%のPCEが達成されます。 / LiFベースのデバイス。LiFのみのデバイスでは、光起電力性能はごくわずかです。全体として、私たちの結果はC 60 / LiF二重層は、LiFの厚さの変動に対する耐性が高いため、LiF単層の有望な代替品です。
背景
溶液処理バルクヘテロ接合ポリマー太陽電池(PSC)は、低コスト、軽量、大規模で柔軟性のある半透明のデバイスを製造できるなどの潜在的な利点があるため、ここ数十年で注目を集めています[1,2,3 、4,5]。シリコンベースの太陽電池と比較してはるかに低い電力変換効率(PCE)は、実際のアプリケーションを妨げる大きな制限です。この有望な技術の商業化を達成するために、広範な研究努力がPSCの効率を高めることに焦点を合わせてきました。これまで、主に新規の共役ポリマードナーおよび非フラーレンアクセプター材料の開発により、11〜13%の範囲のPCEが実証されてきました[6、7、8、9、10、11、12]。さらに、活性層と電極の間にアノード/カソードバッファ層を導入することで、デバイスの性能を向上させる別の効率的な手段が提供されます[13、14、15、16、17、18、19、20、21]。
PSCは、酸化インジウムスズ(ITO)電極がアノードとして機能するか、カソードとして機能するかによって、従来の構造と反転した構造に分けることができます。アノードとしてITOを使用する従来のPSCの場合、カソードの仕事関数を低減するために、Caなどの低仕事関数の金属がカソードバッファー層(CBL)として一般的に使用されます(Al、Agなど)。ただし、Caは空気にさらされると酸化されやすく、デバイスの安定性が低下します。 PSCで広く使用されているもう1つのCBLはフッ化リチウム(LiF)であり、カソード界面での界面双極子の形成を通じてデバイスの性能を向上させることが実証されています[22]。それにもかかわらず、LiFの厚さは、その絶縁特性のために2 nm未満(通常は〜1 nm)に制限されています[23、24]。このような薄い厚さは、熱蒸着によって制御するのが非常に困難です。さらに、厚さ1 nmのLiFは、溶銑原子の蒸発中に下にある活性層を十分に保護することはできません[17、25]。
これらの問題に対処するために、以前にC 60 の5つのスタックを報告しました。 / LiF CBLは、非常に厚いLiFが使用されていても、その優れた導電性により、PSCのデバイス効率と安定性を大幅に向上させました[26]。ただし、5スタックのC 60 / LiF膜は、C 60 の交互堆積によって作成されました。 およびLiFレイヤー。この準備プロセスは非常に複雑で時間がかかり、デバイス製造のコストが大幅に増加します。この作業では、C 60 を採用しました 5スタックC 60 と同じ効果を達成するためのCBLとしての/ LiF二重層 / LiFCBL。 C 60 を預け入れた後 LiFを蒸着する前の層では、デバイスの効率を犠牲にすることなく、厚いLiFを使用できます。 C 60 のPSC / LiFダブルCBLは、広範囲のLiF厚(1〜6 nm)で約3%のPCEを維持し、非常に厚いLiF、8 nmでも1.10%のPCEを示しました。対照的に、LiFシングルCBLを備えたPSCは、LiFの厚さが増すにつれてPCEの急激な減少を示し、LiFの厚さが8nmの場合の光起電力性能はごくわずかでした。また、C 60 のピーク効率(3.77%) / LiFベースのデバイスは、LiFのみのデバイスの約23%(3.06%)よりも高くなっています。まとめると、これらの結果はC 60 / LiF二重層は、単一のLiF層と比較して、CBLとしてより有望な候補です。
メソッド
PSCの作成
ITOコーティングされたガラス基板(Delta Technologies、LTD)を、アセトンとイソプロピルアルコール(IPA)で、それぞれ5分間超音波処理した後、O 2 で処理しました。 親水性の表面を生成するために60秒間プラズマ。ろ過したポリ(3,4-エチレンジオキシチオフェン):ポリ(スチレンスルホン酸)(PEDOT:PSS)溶液(HC Starck、Clevios PH 500)を、洗浄したガラス/ ITO基板上に、2000rpmの速度で50秒間スピンコートしました。その後、窒素雰囲気下で110°Cで20分間ベーキングします。続いて、サンプルをN 2 に移しました。 -パージされたグローブボックス(<0.1 ppm O 2 およびH 2 O)光活性層のスピンコーティング用。
P3HT(Rieke Metals Inc.、4002-EE、91〜94%の位置規則性)およびPCBM(American Dye Source、純度> 99.5%)を1:1の重量比でクロロベンゼンに溶解しました。混合溶液を0.45μmフィルターを使用してろ過し、PEDOT:PSS層の上に1000 rpmで50秒間スピンコーティングした後、130°Cで20分間熱アニーリングすると、約160nm-が生成されました。 Dektek表面プロファイラーを使用して測定された厚い活性層。 C 60 、LiF、およびAl(75 nm)電極は、1×10 − 6 のベース圧力で熱蒸着によって順次堆積されました。 mbar。蒸着速度と膜厚は水晶センサーでモニターした。直径1mmの円形のシャドウマスクをサンプルに配置して、Al堆積前のアクティブ領域を定義しました。
特性評価
電流密度-電圧( J - V )特性は、100 mW / cm 2 の強度でシミュレートされたAirMass 1.5 Global(AM 1.5 G)太陽照明の下でKeithley2400システムを使用して測定されました。 、パワーメーター(OPHIR、Nova-Oriel)とリファレンスシリコン太陽電池によって校正されました。測定は、グローブボックス内のPSCを使用して実行されました。原子間力顕微鏡(AFM)画像は、タッピングモードで動作するVeeco Dimension-IconAFMを使用して撮影されました。吸収スペクトルは、Varian Cary 50 UV / Vis分光光度計を使用して取得しました。線形に増加する電圧による光誘起電荷抽出(Photo-CELIV)測定は、周囲条件下でPSCに対して実行されました。パルスN 2 レーザー(337.1 nm、1.4 ns)を使用して電荷キャリアを生成し、100μsの遅延時間後に印加された逆バイアス電圧ランプによって抽出されました。過渡電流は、デジタルストレージオシロスコープ(50Ω入力インピーダンス)を使用して記録されました。照明中および照明後に、デバイスの内蔵電位を補償するためにオフセット電圧が印加されました。これにより、電圧ランプを印加する前の初期光電流が防止されます。キャリアの移動度は、次の式[27、28]に従って計算できます。
$$ \ mu =\ frac {2 {d} ^ 2} {3 {At} _ {\ mathrm {max}} ^ 2 \ left [1 + 0.36 \ frac {\ varDelta j} {j(0)} \右]} $$(1)ここでμ は電荷キャリアの移動度、 d は活性層の厚さ、 A は電圧上昇速度、 t max は、抽出電流が最大値∆ j に達する時間です。 は現在の抽出ピークの高さであり、 j (0)は静電容量の変位電流です。
結果と考察
図1は、 J を示しています - V 100 mW / cm 2 で記録された特性 さまざまな厚さのC 60 がある場合とない場合のPSCの照明(AM 1.5 G) 活性層と厚さ5nmのLiF層の間に挟まれています。 C 60 のないデバイス 層はS字型の曲線を示し、通常の短絡電流密度( J )にもかかわらず、曲線因子(FF)が低く、したがってPCEが低くなります。 sc )および開回路電圧( V oc )。 FFが低いことは、LiFの絶縁特性の観点から合理化されています。これは、LiF層が厚すぎる場合に電子の注入/抽出をブロックし、直列抵抗( R )を大きくします。 s )および小さなシャント抵抗( R sh )表1に示すデバイスの( R s および R sh 写真 J の逆勾配から計算されました - V 0 mA / cm 2 での曲線 それぞれ0V)。 J は sc 、通常の値(9.23 mA / cm 2 )は、デバイス内に組み込まれた電気が(アノードとカソードの仕事関数の違いから)トンネリングによってLiF(5 nm)CBLを介した電子輸送を促進するのに十分であることを意味します。厚さ3nmのC 60 を導入した後 P3HT:PCBM層とLiF(5 nm)層の間の層では、S字型が消え、FFが32.4から56.3%に大幅に増加します。 FFの増加は、 R の減少から生じます。 s 、これはC 60 (3 nm)/ LiF(5 nm)二重層は、単一のLiF(5 nm)層よりも優れた電気伝導率を備えています。 C 60 の増加に伴い 厚さ、FFは最初に増加し、8 nmで最大値67%に達し、次にC 60 がさらに増加するとわずかに減少します。 厚さ。 FFの回復により、C 60 / LiF(5 nm)ベースのデバイスは3.65%の最大PCEを示します。これは、LiF(5 nm)のみのデバイスの(1.79%)の2倍です。結果の再現性を実証するために、追加ファイル1:表S1に示すように、調査対象のデバイスの平均光起電力パラメータと標準偏差を5つのデバイスのバッチから計算しました。デバイスごとに、 J を含むすべてのパラメータ sc 、 V oc 、FF、およびPCEは再現性が高く、ばらつきがほとんどないため、表1に示す結果の信頼性が検証されます。
<画像>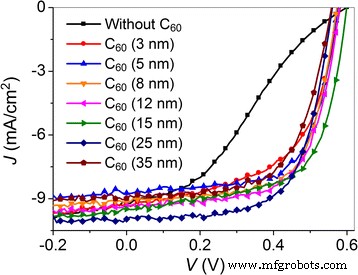
J - V 100 mW / cm 2 で記録された特性 さまざまな厚さのC 60 がある場合とない場合のPSCの照明(AM 1.5 G) P3HT:PCBMと厚さ5nmのLiF層の間に挿入
C 60 のFFが高くなる理由を見つけるため / LiF(5 nm)ベースのPSC、AFM測定を実行して、C 60 上のLiF層の形態を調べました。 水面。図2は、C 60 を使用した場合と使用しない場合のP3HT:PCBMフィルムの、タッピングモードAFMによって記録された高さ(上)と位相(下)の画像を示しています。 (35 nm)、LiF(5 nm)、およびC 60 (35 nm)/ LiF(5 nm)層が上に堆積されています(画像サイズ500nm×500nm)。手付かずのP3HT:PCBMフィルムは、0.81 nmの低い二乗平均平方根(rms)粗さ(高さ画像)の非常に滑らかな表面を示し、P3HTの繊維状結晶ドメイン(位相画像)を示します[29]。 35nmの厚さのC 60 を堆積した後 上部に5nmの厚さのLiFがある場合、rms粗さはそれぞれ1.36nmと1.67nmに増加します。上部のC 60 間でrms粗さに有意差はありませんが、 とLiF層、これら2つのフィルムの表面形態は非常に異なります。厚さ35nmのC 60 は、5 nmの厚さのLiFと比較して、より大きな凝集体(球形)を示しています。これは、位相画像でも観察できます。 C 60 を預けるとき P3HT:PCBMフィルム上の(35 nm)/ LiF(5 nm)二重層、両方ともC 60 (大きいサイズ)およびLiF(小さいサイズ)の骨材が観察され、基礎となるC 60 層は5nmの厚さのLiFで完全には覆われていません。したがって、C 60 でいくつかの混合が発生します / LiFインターフェース。これにより、C 60 の良好な電気伝導率が得られます。 C 60 によって形成されるパーコレーションパスを考慮した/ LiF(5 nm)二重層 分子。
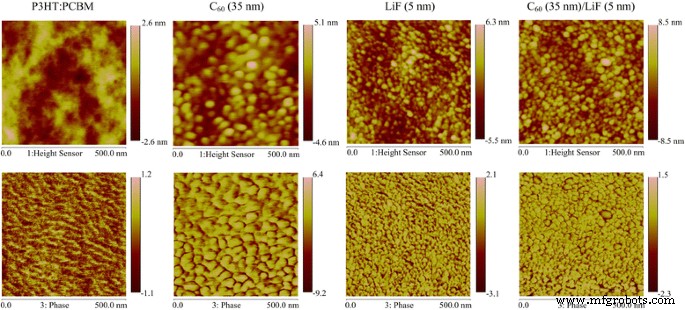
P3HT:PCBM、P3HT:PCBM / C 60 のタッピングモードAFM高さ(上)および位相(下)画像 (35 nm)、P3HT:PCBM / LiF(5 nm)、およびP3HT:PCBM / C 60 (35 nm)/ LiF(5 nm)フィルム。対応する二乗平均平方根(rms)の粗さは、それぞれ0.81、1.36、1.67、および2.18nmです
C 60 の影響をさらに調査する PSCのデバイスパフォーマンスに関する/ LiFダブルCBL、C 60 を修正 LiFの厚さを0.5から8nmに変更しながら、25nmの最適値での厚さ。比較のために、LiFシングルCBLを備えたデバイスも製造されました。図3は、 J を示しています - V 100 mW / cm 2 で記録された特性 LiFシングルとC 60 を使用したPSCの照明(AM 1.5 G) さまざまな厚さのLiFを備えた/ LiFダブルCBL。デバイスの対応する光起電力パラメータを表2にまとめています。LiFシングルCBLを備えたデバイスは、最適なLiFの厚さ1 nmで最大PCEが3.06%です。厚さをさらに増やすと、PCEが6 nmで0.79%、8 nmで0.06%に急速に減少します。対照的に、C 60 のデバイス (25 nm)/ LiFダブルCBLは、1 nmのLiF厚さで3.77%のピーク効率でパフォーマンスが向上します。さらに重要なことに、厚さが6nmと8nmに増加すると、それぞれ2.65%と1.10%のPCEが達成されます。これは、LiFのみのデバイスよりも大幅に高くなっています。表2に示されている結果も、デバイスの特性パラメータの標準偏差が非常に小さいことからわかるように、再現性が高いことに注意してください(追加ファイル1:表S2)。たとえば、デバイス効率の標準偏差は0.2%未満(ほとんどのデバイスでは0.1%)であり、再現性が高いことを示しています。さらに、平均PCEは、表2で観察されたのと同じ傾向を示しています。これは、異なるグループ間の効率の比較が信頼できることを意味します。
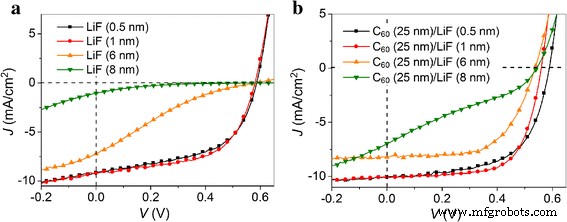
J - V 100 mW / cm 2 で記録された特性 a を使用したPSCの照明(AM 1.5 G) LiFシングルおよび b C 60 (25 nm)/ LiFの厚さが異なるLiFダブルCBL
表2に示すように、C 60 のPCEの改善 (25 nm)/ LiFベースのPSCは、主にFFと J の増加から発生します。 sc R が減少したため s 。 R をよりよく理解するため s 還元では、LiF単層とC 60 の電荷輸送特性を調査します。 フォトCELIV技術を使用した/ LiF二重層[30、31]。追加ファイル1:図S1は、LiFシングルおよびC 60 を備えたPSCについて、さまざまな電圧上昇速度で記録されたフォトCELIV過渡電流を示しています。 / LiFダブルCBL。 photo-CELIVでは、抽出電流の最大時間( t max )は、式(1)に従って電荷キャリア移動度を推定するために使用されます。 1 [27]。 LiF(6 nm)のみのデバイスの計算された移動度は、3.71、3.40、および3.59×10 − 5 です。 cm 2 V − 1 s − 1 それぞれ10、20、および30 kV / sの電圧勾配の場合、移動度は電圧上昇速度に依存しないことを意味します。対照的に、C 60 の推定移動度 (25 nm)/ LiF(6 nm)ベースのデバイスは3.81、3.56、および3.09×10 − 4 cm 2 V − 1 s − 1 電圧スロープがそれぞれ10、20、30 kV / sの場合、LiF(6 nm)のみのデバイスよりも1桁高くなります。 C 60 を導入した後の移動性の向上 層は、C 60 で発生した混合から生じる電気伝導率の改善に起因する可能性があります。 / LiFインターフェース。さらに、LiF(6 nm)のみのデバイスのフォトCELIVピークは、C 60 のピークよりも広いことに注意してください。 (25 nm)/ LiF(6 nm)ベースのデバイス。これは、電子と正孔の移動度の不均衡が大きいため、電荷輸送がより分散していることを示しています[32、33]。この不均衡は、電子の抽出が厚いLiF層によってブロックされていることを考慮すると、LiF(6 nm)のみのデバイスの電子移動度が非常に低いことに起因します。 P3HT:PCBM / LiFインターフェースに蓄積された電子は、印加された電界を遮蔽し、それによってデバイス内の電荷抽出率を低下させます。対照的に、C 60 の狭いピーク (25 nm)/ LiF(6 nm)ベースのデバイスは、C 60 の優れた導電性により、バランスの取れた電子と正孔の移動度、および改善された電子抽出を意味します。 (25 nm)/ LiF(6 nm)二重層。
FFの大幅な改善に加えて、 J sc C 60 を組み込んだ後、わずかに強化されます (25 nm)層。スピンコートされたP3HT:PCBMブレンドフィルムが上面近くのP3HTに富む領域で構成されていることを考慮すると[34、35]、この領域で生成された励起子はP3HT / C 60 <で解離できると推測されます。 / sub> C 60 のインターフェース (25 nm)/ LiFベースのデバイス。これにより、 J が増加します。 sc C 60 のないデバイスと比較して 中間層。この推測を検証するために、ITO / PEDOT:PSS / P3HT / C 60 のデバイス構造でPSCを製造しました。 (25 nm)/ LiF / Al、ここでP3HTの厚さは5から100nmまで変化します。図4は、 J-V を示しています。 100 mW / cm 2 未満のこれらのデバイスの特性 照明(AM 1.5 G)、および対応する太陽光発電パラメータは、追加ファイル1:表S3にまとめられています。 J sc P3HT / C 60 の ベースの太陽電池は、P3HTの厚さが減少するにつれて増加します。これは、P3HTの制限された励起子拡散長(〜10 nm)の観点から合理化されています。 J sc 最大値1.34mA / cm 2 に達します P3HTの厚さが10nmの場合、吸収が不十分なため、厚さがさらに5nmに減少して低下します。上記のように、そのようなP3HT / C 60 サブセルは、25nmの厚さのC 60 を堆積した後に形成される可能性が最も高いです。 P3HT:PCBMアクティブレイヤーの上にあり、1.34 mA / cm 2 になります。 J の増加 sc C 60 の理想的な条件下 / LiFベースのデバイス[36]。 J を比較する sc C 60 がある場合とない場合のデバイスの値 (25 nm)中間層、 J の強化 sc 約1mA / cm 2 (LiF(8 nm)ベースのデバイスを除く)。これは私たちの推測と一致しています。
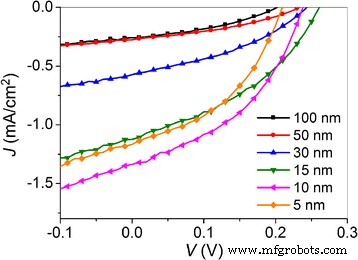
J - V ITO / PEDOT:PSS / P3HT( x )のデバイス構造を持つPSCの特性 nm)/ C 60 (25 nm)/ LiF(1 nm)/ Al、さまざまな厚さのP3HTを使用
C 60 を導入した後 P3HT:PCBM層とLiF層の間の層では、太陽電池内の光場分布が変化する可能性が高く、これにより J に変動が生じます。 sc [26、37]。この効果を調査するために、最初に、C 60 があるデバイスとないデバイスのP3HT:PCBMアクティブ層内の電界強度をシミュレートしました。 中間層。追加ファイル1:図S2aに示すように、C 60 を組み込んだデバイスの積分電界強度 層は、C 60 のないデバイスと比較して、短波長領域で弱く、長波長領域で強くなります。 中間層。この傾向はより顕著になり、同時に、C 60 の増加に伴って赤方偏移が観察されます。 厚さ。追加ファイル1:図S2bは、元のC 60 の吸収スペクトルを示しています。 フィルム、および異なるCBLが上に堆積されている場合とされていない場合のP3HT:PCBMフィルム。 P3HT:PCBM / C 60 の吸収スペクトルの比較 (25 nm)厚さ8 nmのLiFがあるフィルムとないフィルムでは、2つの曲線がほぼ完全に重なり合っており、LiFが可視光を吸収しないことを示しています。一方、P3HT:PCBM / C 60 フィルムは、元のP3HT:PCBMフィルムと比較して、400〜510 nmおよび580〜680nmの波長範囲でより高い吸収を示します。この吸収の強化は、C 60 の増加とともにより顕著になります。 厚さ。直感的には、400〜510nmの波長範囲での吸収の向上はC 60 から生じます。 吸収(400〜550 nm)。追加ファイル1:図S2cは、LiF(5 nm)シングルおよびC 60 を使用したPSCの入射光子から電流への変換効率(IPCE)スペクトルを示しています。 (25 nm)/ LiF(5 nm)ダブルCBL。 LiFのみのデバイスと比較して、C 60 のデバイス / LiFダブルCBLは、C 60 での寄生吸収により、短波長でのIPCEが低くなります。 フィルムであり、光学スペーサー効果とP3HT / C 60 の寄与により、長波長でより高いIPCEを示します。 サブセル。
表2から、C 60 (25 nm)/ LiF(8 nm)ベースのデバイスは1.10%の低いPCEを示しますが、この効率はLiF(8 nm)のみのデバイスの効率(0.06%)よりもはるかに高くなっています。 PCEが低いのは、 J が小さいためです。 sc FFは、大きな R によって引き起こされます s 。上記のように、C 60 (35 nm)/ LiF(5 nm)フィルムは、C 60 の間に混合形態が形成されるため、良好な導電性を示します。 およびLiFレイヤー(図2を参照)。 C 60 の高抵抗の理由を見つけるため (25 nm)/ LiF(8 nm)フィルム、AFM測定は、C 60 の有無にかかわらずP3HT:PCBMフィルムで実行されました。 (25 nm)、LiF(8 nm)、およびC 60 (25 nm)/ LiF(8 nm)層が上に堆積します。追加ファイル1:図S3に示すように、C 60 では大きな球状の骨材が形成されます。 (25 nm)フィルムで、LiF(8 nm)フィルムには比較的小さな凝集体が形成されます。これは、図2の観察結果と同様です。C 60 (25 nm)層、形態(小さな凝集体)は元のLiFフィルムの形態と非常に似ており、下にあるC 60 骨材は8nmの厚さのLiFで完全に覆われています。したがって、C 60 の上部に厚いLiFが蓄積すると推測されます。 (25 nm)/ LiF(8 nm)二重層フィルム。これにより、電子抽出が妨げられ、 R が高くなります。 s デバイスの。
結論
要約すると、C 60 を導入するだけで、P3HT:PCBMベースのPSCで厚いLiFをCBLとして使用できることを示しました。 アクティブレイヤーとLiFレイヤーの間のレイヤー。 C 60 を搭載したデバイス / LiF(5 nm)ダブルCBLは3.65%のピーク効率を示しますが、LiF(5 nm)のみのデバイスは1.79%の2分の1のPCEを示します。デバイスのパフォーマンスの向上は、主にC 60 の優れた導電性による高いFFに起因します。 / LiF二重層。さらに、 J sc C 60 を導入した後も改善されています P3HT / C 60 の寄与に起因する可能性のある中間層 サブセルとC 60 の光学スペーサー効果 。 LiFの厚さをさらに8nmに増やすと、PCEが1.10に、C 60 では0.06%に急速に減少します。 / LiFベースのデバイスとLiFのみのデバイス。 C 60 を使用したデバイスのPCEの低下 / LiF(8 nm)ダブルCBLは、C 60 の上部に蓄積されたLiFが原因で、電子伝達が妨げられることによって発生します。 (25 nm)/ LiF(8 nm)二重層。全体として、これらの結果は、C 60 / LiF二重層は、高効率で大規模なPSCを製造するために、LiF単層と比較してより有望なCBLです。
ナノマテリアル
- 太陽電池
- 色素増感太陽電池用のナノツリー
- 高効率グラフェン太陽電池
- 太陽電池用のナノヘテロ接合
- 高効率ペロブスカイト太陽電池に関する短い進捗報告
- 高性能シリコン/有機ハイブリッド太陽電池用の溶媒処理を備えた高導電性PEDOT:PSS透明正孔輸送層
- FTOへのSnO2の電着とその電子輸送層としての平面ヘテロ接合ペロブスカイト太陽電池への応用
- ZnOナノ結晶の合成と逆ポリマー太陽電池への応用
- CdSe QD / LiF電子輸送層を備えた高効率の逆ペロブスカイト太陽電池
- 金属ナノ粒子からなる効率的な太陽熱吸収体の数値研究
- ペロブスカイト太陽電池用のTiO2コンパクト層を製造するための最適なチタン前駆体