


グリーンサンドモールディング–完全なプロセスと方法
この記事では、グリーンサンドモールディングとは何かについて説明します。 、生砂型鋳造の長所と短所および方法。
グリーンサンドモールド
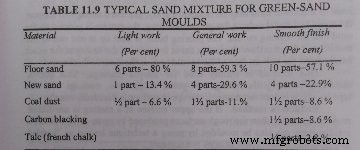
生砂型 天然の鋳物砂またはケイ砂、結合粘土、および水の混合物で調製されます。これらの材料は、行われている作業のクラスに望ましい特性を与える比率で完全に混合されます。典型的な砂の混合物 緑砂型鋳造の場合は、以下の表に示されています。
生砂型の作成
緑砂型を作るには、砂を適切に焼き戻しする必要があります 使用する前に。砂が乾燥しすぎている場合は、水が追加され、湿りすぎている場合は、適切な温度になるまで乾燥砂が追加されます。砂の気性をチェックするために、最初に一握りをつかみます。圧力が解放され、砂が2つのセクションに分割されます。砂のセクションは、その形状とエッジを保持する必要があります 休憩時間はシャープでしっかりにする必要があります 。
溶湯と接触する金型の表面は、生砂金型で最も重要な部分を形成します。鋳物に清潔で明るい表面を与え、型の表面で砂が燃えるのを防ぐために、パターンを囲むように面した砂の層が与えられます。
対面砂の混合物 鉄鋳物の場合、一般に、海炭として知られる細かく粉砕された瀝青炭が含まれています。 、使用済みの鋳物砂に加えて、新しい砂。鋳物砂の10部に対する海炭の1体積部は、鉄鋳物用の型の混合物の一般的な比率です。海の石炭エイズ 砂が鋳物の表面に溶けるのを防ぐ 一方、新しい砂は対面する混合物の結合を増加させ、それによって液体金属による砂の表面の切断を防ぎます。
鋳物に滑らかな肌を作るために、砂型の表面を耐火材料でコーティングするのが一般的な方法です。この目的で通常使用される材料は、グラファイト、コークス、木炭、ガスカーボン、ルリマツリ、黒色鉛、シリカ、雲母、およびタルクです。
これらの資料は2つのグループに分類できます。 黒化として知られる炭素質材料 、およびその他の材料はミネラルコーティングとして指定されています 。それらは、ウェットまたはドライで適用することができます。湿った状態で使用するために、いくつかの接着剤が使用されます-粘土、ガム、および水と混合されている他の物質が使用されます。乾式で使用された黒ずみまたは鉱物コーティングは、型面にまぶされています。
グリーンサンドモールディングの利点
1.グリーンサンドモールディングは最も安価です 型を作る方法。
2.歪みが少ない 焼く必要がないので、乾いた砂型よりも。
3.フラスコは再利用の準備ができています 最短時間で。
4.寸法の精度は良好です パーティングラインを越えて。 5.危険性が少ない 他のタイプの型よりも鋳造物の熱間引裂の。
グリーンサンドモールディングのデメリット
1.サンドコントロール 乾いた砂型よりも重要です。
2.侵食 金型の製作は、大型鋳物の製造でより一般的です。
3.表面仕上げが劣化します 鋳物の重量が増えるにつれて。
4.寸法精度が低下します 鋳物の重量が増えるにつれて。
グリーンサンド成形の方法
主な砂型鋳造の方法 エリアは次のとおりです:
1。オープンサンド方式
2。ベッドイン方式
3。ターンオーバー方法
1。オープンサンド法
オープンサンド法 :これは最も単純な形式です 緑の砂型鋳造の、特に固体パターンに適しています。型全体は、作業と注入に便利なように、鋳造床または床レベルより上の砂のベッドで作られています。成形箱は不要で、金型上面は開放されています。鋳物の床の砂は、鋳物の均一な厚さを得るために緩く、完全に平らにされます。
金属の頭がないので、砂は軽く突っ込むかもしれません、金属だけの重さを支えるのにちょうど十分に固いです。適切にレベリングした後、型を作るためにパターンを砂床に押し込みます。 注ぐ盆地 金型の一方の端に構築され、オーバーフローチャネルは、キャビティの側面で金型の底面から正確な高さでカットされ、目的の厚さになります。
この生砂型鋳造の方法は、主に単純な鋳物、床板、成形箱、グリル、手すりとゲート、重り、つまり上面が明らかに粗くても問題にならない平らな上面の鋳物に使用されます。ベッドイン方式。鋳物の上面が平坦でない場合、またはオープンサンドモールドによって生成される粗い表面よりも滑らかである必要がある場合は、「ベッドイン」と呼ばれる手法を使用してソリッドパターンを成形することもできます。 」、砂の覆いや対処が必要です。
2。ベッドイン方式
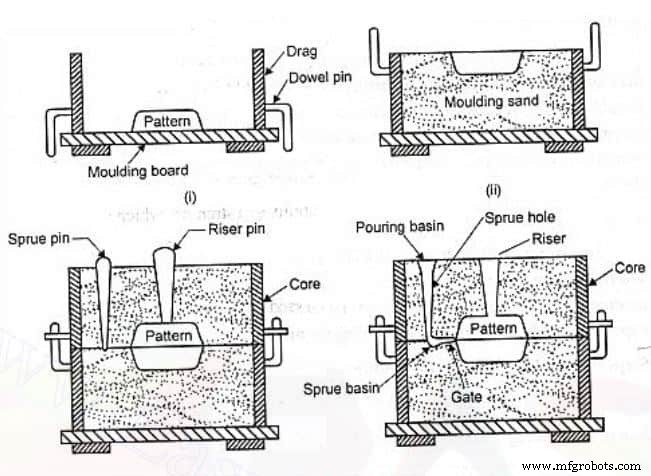
組み込み方式 :ベッドイン方式では、パターンをプレスします。 または槌で打たれた ベッドまで 鋳物工場の床の砂に入れるか、砂で部分的に満たされたドラッグで金型キャビティを形成します。 。砂が適切に圧縮されるようにするには、パターンの近くに砂を注意深く押し込む必要があります。チェックとして、パターンを描画し、モールドキャビティ表面のソフトスポットをテストできます。すべてのソフトスポットを余分な砂で埋め、適切に押し込まれた金型キャビティが得られるまでパターンを再度下向きに押します。
目地を滑らかにし、別れの砂を広げた後、パターンの上にコープを置きます。コープが押し込まれ、ランナーとライザーがカットされ、コープボックスが持ち上げられ、場合によっては床またはドラッグにしっかりとしたパターンが残ります。パターンが描かれ、型の両方の部分の表面が完成し、コープボックスが正しい位置に戻されて型が完成します。
3。ターンオーバー方法
めくり方: この方法は非常によく使用されており、ソリッドパターンだけでなくスプリットパターンにも最適です。 パターンの半分 平らな面を成形板の上に置き、抗力を押し込んで転がします。これで、パターンの残りの半分とコープボックスを適切な位置に配置することができます。 体当たり後 、コープが持ち上げられ、パターンの2つの半分がラップされて別々に描画されます。次に、型を組み立てるために、ドラッグでコープを交換します。
これはすべてグリーンサンドモールディングに関するものでした 利点をカバーする 、短所 および生砂型鋳造の方法 。あなたが記事を楽しんだことを望みます。以下のコメントセクションでフィードバックをお寄せください。
産業技術