


品質を向上させるために工具の摩耗を特定して減らす方法
CNC機械加工では、金属と金属が出会うと工具が摩耗するのが現実です。金属の切断、研削、穴あけ、ボーリング、およびその他のタスクはすべて機械加工の一部です。そして、これらの活動はすべて「メタルオンメタル」であるため、ある時点で何かを与える必要があります。
この「与える」という形は工具の摩耗という形で現れます。通常の操作では、工具の表面、鋭さ、および焼き戻しが時間の経過とともに失われます。機器とプロセスが監視および最適化されている場合、この摩耗は段階的で予測可能です。そうでない場合、工具の摩耗により、部品の品質に問題が生じ、工具が破損する可能性があります。
工具摩耗の定義
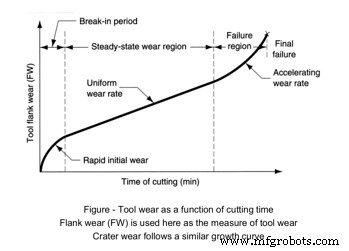
工具の摩耗は、切削作業の結果として工作機械が徐々に故障し、最終的に工具の故障につながることです。
工具とワークピースは常に激しい摩擦や摩擦にさらされているため、工具には時間の経過とともにストレスがかかります。この応力は、金属同士の接触と高い応力と圧力の結果です。また、非常に高温にさらされます。
工具の摩耗による工具の故障は一般的ですが、工具の監視によって分析および対処できます。摩耗は一般に時間の経過とともに発生し、工具寿命に影響を与える累積プロセスの段階的な故障です。工具の摩耗は、工具の形状、深さ、切削液、切削速度によっても異なります。これはツールのシャープネスと効果に影響を与え、一部のツールは微妙に形を変える可能性があることを意味します。
 ソース
ソース
工具摩耗の種類
工具の摩耗は多くの変数に依存します。装置のタイプ、ブランク原料の硬度、部品で実行される操作の数、各タスクに適用される力、およびその他の変数は、工具の摩耗に影響します。これらの変数のために、工具の摩耗は次のような多くの形態を取ります。
アブレシブ摩耗
最終用途に応じて、CNC機械加工で使用されるワークピースの金属原料の純度は異なります。不純物が存在する場合、それらはエッジフラグメントの蓄積をもたらす可能性があります。これらの破片はツールを摩耗させ、時間の経過とともにそのシャープネスと効果を低下させる可能性があります。摩耗は、スピンドル速度が遅いときに最も頻繁に発生する機械的な摩耗です。
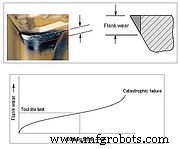
フランクウェア
逃げ面摩耗は刃先と平行に発生し、刃先の故障につながる可能性があります。ワークピースがアブレシブおよび接着剤の摩耗に遭遇すると、高温が形成され、ワークピースのツールおよび性能特性に影響を与えます。逃げ面摩耗が増加すると、切断速度も増加する必要があります。
 ソース
ソース
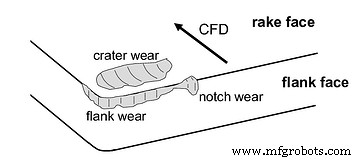
クレーターの摩耗
工具が高速で作業面に衝突すると、切りくずが形成され、工具のすくい面が損傷します。顔を横切るこのチップの流れは、傷跡のように窪み、またはクレーターを残します。クレーターの形成は典型的なタイプの工具摩耗であり、切削面を直接変形させない限り、工具の品質に影響を与えることはありません。クレーターの摩耗は通常、刃先の近くで発生します。
 ソース
ソース
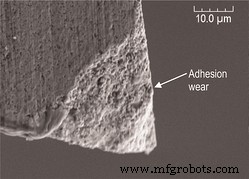
接着摩耗
工具やワークの摩擦により高温になるため、付着摩耗が発生する可能性があります。ここで、工具の面上を流れる切りくずは、スポット溶接効果のように、工具面自体と結合する可能性があります。これは、ワークピース自体の寸法精度にも影響を与える可能性があります。間違った液体または間違った量の液体を使用すると、接着摩耗がより頻繁に発生する可能性があります。
 ソース
ソース
工具摩耗の特定
工具の摩耗の検出は、機械工やオペレーターの観察によって手動で行うことも、工具監視システムを使用して自動で行うこともできます。歴史的に、工具の摩耗は、工具が低品質の部品を製造していることに気付いた場合など、その影響が認識されて初めて特定されてきました。ただし、自動化されたソフトウェアソリューションの開発により、利害関係者は、ツールの摩耗とツールの障害が発生するとすぐに特定できるようになり、さらには発生を完全に予測して防止できるようになります。ツールの摩耗を検出するためのアプローチには、次のものがあります。
1。チッピング
チッピングは切断面で発生し、粗いまたは傷ついた刃先を作成します。不適切な機械のセットアップ、またはツールホルダーが正しく固定されていないことが原因である可能性があります。これは、流体の影響を受ける前にチップが最大半回転する可能性がある大きなワークピースでも発生する可能性があります。
 ソース
ソース
2。熱分解
CNC加工部品は、工具とワークピースの間に過度の熱を発生させます。この熱を管理することで、正しい速度、ツールホルダー用の適切なツール設定、および正しい量の液体が保証されます。発生する熱が高すぎたり低すぎたりする場合、または温度変化がカットごとに急激に変動する場合、ワークピース金属の性能特性に影響を与える可能性があります。これにより、等間隔で旋削工具の刃先に垂直な亀裂が形成される可能性があります。
3。骨折
場合によっては、工具とワークピースの間の切削抵抗の増加が大きすぎて克服できないことがあります。この力により、工具が突然完全に失われ、ワークピースとおそらく機械自体が損傷します。破損の原因は、切込みの深さ、速度、または材料の供給の設定にある可能性があります。ワークピースに沿ったホットスポットは、ツールが故障するまでツールを鈍らせることによって破損を引き起こす可能性もあります。ツールの破損を防ぐことで、安全上の懸念を回避し、ダウンタイムイベントを回避します。
4。ノッチング
ツールがワークピースの肩に接触すると、2つの部品が擦れると、ツールに化学反応が生じる可能性があります。その結果、摩耗と接着の両方が発生し、逃げ面摩耗につながる可能性があります。摩耗がひどい場合は、工具が完全に故障する可能性があります。
5。塑性変形
塑性変形は、切削工具の材料が軟化するときの熱の問題です。被削材のグレードが工具よりも高い場合、工具の形状が変化したり、切れ味が悪くなったりすることがあります。この損傷は、材料の硬度とその固有の性能特性に関連して工具の硬度を理解することで回避できます。
6。失敗
ツールが完全に破損または破損すると、障害が発生します。適切な速度設定、切削深さ、および力を確保することにより、工具の破損や壊滅的な故障を防ぐことができます。また、適切な液体を使用する必要があります。異常な振動やノイズが存在する場合にも障害を検出できます。これは、ツールホルダーまたは仕様外の設定を示します。

7。構成刃先
ワークピースの金属原料が異なれば、性能特性も異なる場合があります。それらは金属に応じてより柔らかくまたはより硬くなるかもしれません。金属が軟らかい場合、軟らかい半溶融金属が切削工具に付着する場所でアニーリング効果が発生する可能性があります。エッジが蓄積しすぎると、ツールが失敗する可能性があります。適切な速度と流動性により、この問題を軽減または解消できます。
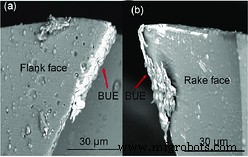 BUE(構成刃先)のツールの面の例。 (出典)
BUE(構成刃先)のツールの面の例。 (出典)
工具摩耗効果
ツールがライフサイクルの終わりに達し始めたとき、またはイベントがツールに影響を与えたとき、ツールの摩耗は特定の摩耗効果を生み出す可能性があります。これらの影響は、製造される部品の品質、機器の効率、またはオペレーターの介入に関連するダウンタイムに影響を与えます。工具摩耗の影響を理解することの重要性は、将来の工具摩耗を検出および防止するためのしきい値とアルゴリズムを開発するためにそれらを使用できることです。
工具摩耗の影響には次のものが含まれます:
切削抵抗の増加
工具の摩耗が増えると、それを補うために切削抵抗を増やす必要がある場合があります。工具とワークピースの両方で許容できる公差の増加があります。ただし、摩耗が大きい場合、力が許容範囲を超え、交換が必要になる可能性があります。
切削温度の上昇
CNCマシン内の切断、穴あけ、およびその他の作業による金属同士の摩擦により、常に高温が発生します。切削液が低すぎるか、正しいタイプでない場合、温度が高くなる可能性があります。切削深さが厳しすぎる場合や送りが高すぎる場合にも、温度が上昇する可能性があります。最後に、高速化はさらに多くの熱に寄与する可能性があります。
製造部品の精度の低下
摩耗が発生すると、部品の精度が低下します。どのワークピースにも許容範囲があります。ただし、単一タイプの工具摩耗は、部品がその切削動作の仕様から外れるまで増加し、部品の損失を引き起こす可能性があります。複数の種類の摩耗が同時に発生し、変形が連鎖的に発生する可能性があるため、部品の精度が低下します。これにより、部品を廃棄または再加工する必要があるため、品質に大きな問題が生じる可能性があります。工具の摩耗を効果的に管理し、いつ故障が発生するかを理解することは、効率的な方法で高品質を維持するための重要な部分です。
工具寿命の短縮
さまざまな種類の工具の摩耗、工具とワークピースの硬度の違い、および高温から低温までの繰り返しにより、工具の寿命が短くなる可能性があります。これらの要因は、経験とトレーニング、およびワークピースと工具材料に関するオペレーターの知識に基づいて管理できます。ただし、MachineMetricsの高度なツール監視ソフトウェアで監視することもできます。工具寿命の短縮は、適切な自動監視が実施されている場合の制御可能な問題です。
表面仕上げが悪い
工具の摩耗が重大であるほど、表面仕上げへの影響は大きくなります。鈍い工具は、ワークピースに不均一またはギザギザの切断面を引き起こす可能性があります。また、穴あけや切断は、表面の堆積や摩耗地の増加を引き起こし、欠けやクレーターの原因となり、表面の仕上げに影響を与える可能性があります。特に高精度の機械加工では、これにより深刻な品質の問題が発生する可能性があります。つまり、部品を再加工するか、廃棄する必要があります。
切断作業の経済性
切断と機械加工は高価な生産技術です。設備の高コスト、オペレーターのトレーニング、高品質の工具、およびワークピースの原料の適切な材料の選択は、工具の摩耗によって影響を受ける可能性があります。ツールの寿命が短くなるたび、および廃棄されるワークピースごとに、実行にコストがかかり、利益率が低下します。また、摩耗した工具はオペレーターと機械にとって危険であり、修理費用がさらに高くなるリスクがあります。
工具摩耗を減らすための6つの方法
1。警告標識を認識する
摩耗したツールは、すべてではありませんが、多くの場合に観察可能で予測可能な動作を示します。温度上昇した切削抵抗やその他の摩耗要因により、振動やノイズとして現れる兆候が生じる場合があります。これらの兆候を学ぶことは、オペレーターが摩耗を減らすために調整するのに役立ちます。
2。工具摩耗の種類を認識する
上記のように、工具の摩耗には多くの種類があります。一部は機械的です。その他は、機器の設定またはオペレーターのエラーによって作成される可能性があります。また、温度管理などの一部では、摩耗を減らすための最適な環境を作成するために熟練したダンスが必要です。オペレーターが工具の摩耗の種類を知っていること、およびそれぞれが単独または組み合わせて発生するさまざまな状況によって引き起こされる可能性があることが重要です。
3。温度の影響に注意してください
金属同士の機械加工プロセスでは高温が避けられません。しかし、温度管理は重要です。正しく行われれば、ほとんどの熱はチップフライオフで除去されます。
4。適切なクーラントを使用する
チップフライオフから大量の熱が伝達されるため、適切な種類と量の切削液を使用してチップを除去し、余分な熱を逃がす必要があります。ワークピースと工具の材質、仕様、速度、送り速度を理解することで、切削中のクーラントの塗布速度が決まります。
5。ワークピースの素材を検討する
金属の性能特性は大きく異なります。硬化した金属はより高い温度を生み出し、より多くの力を必要とする可能性がありますが、融点が低いより柔らかい金属はより高い構成刃先を持つ可能性があります。原料の性能特性、工具の品質と特性、さらには機械の使用年数と能力を知ることは、適切な金属に適した工具を選択するのに役立ちます。
6。ツールをタスクに一致させる
ツールの選択は重要であり、シャープネス、ツールの形状、コーティング、および機能に関する考慮事項を含める必要があります。この選択には、原料に応じて、機器の種類、使用年数、および工具保持能力を理解する必要もあります。
MachineMetricsツールモニタリングでこれらのメソッドを適用する方法
伝統的に、工具の摩耗は経験的なものでした。機械加工作業では、工具が過度に摩耗しているときの「感触」と観察によって、オペレーターは何年にもわたるトレーニングを受けなければなりませんでした。また、多くの設定とパラメータは実験的に決定されたか、工作機械のOEMによって提供されたスケジュールに基づいて単純に受け入れられました。ただし、このアプローチは非常に不正確であるため、部品の品質が低下し、工具寿命が未使用になり、ダウンタイムが長くなります。
幸い、MachineMetrics Tool Monitoringシステムを使用すると、工具の摩耗をすばやく効率的に削減および管理できます。設定は人間の介入では不可能な程度まで監視でき、変化は機械の状態を正確に表示する直感的なダッシュボードを通じて報告されます。 MachineMetricsは、マシン内の信号の頻度を分析して、ツールの障害を予測することもできます。
ソフトウェアによって提供される洞察と分析は、プロセスの最適化、未検出の問題への対処、およびコストの削減、品質の向上、容量の増加のためのソリューションの処方に即座にメリットをもたらします。 MachineMetricsがツールの摩耗を管理および制御し、ツールと機器を最大限に活用するのに役立つソリューションをどのように提供できるかを知るには、今すぐデモを予約してください。
ツールの故障の予測と防止:BCマシニングのケーススタディ
金属加工部品のメーカーであるBCMachiningは大量のスクラップを生産していたため、生産目標を達成するためだけに200%の能力で機械を稼働させる必要がありました。工具がいつ摩耗したか、または壊れそうかについての洞察がないため、BC Machiningは、スクラップの製造と破損した工具の交換からかなりのコストを蓄積しました。
スクラップの生成を防ぎ、工具寿命を最大化するために、彼らはMachineMetricsと提携しました。ケーススタディを読んで、BC Machiningが工具の摩耗からスクラップを事実上根絶し、切り替え時間を大幅に短縮し、機械1台あたり年間72,000ドルを節約した方法を学びましょう。完全なケーススタディをお読みください。
産業技術