


コークスクリュー
背景
ワインのボトルの栓を抜くことは挑戦を提示します。ボトルの首に完全に埋め込まれているコルクをつかむ方法はありません。さらに、コルクを引き出すには、コルクが湿っているのか乾いているのかに応じて、25〜100ポンド(110〜450 N)の力が必要です(ボトルを横向きまたは直立状態で保管する場合)。
コルク栓抜きは、コルクを機械的に取り除くように設計された道具です。これは、ハンドルと、一般にワームと呼ばれるらせん状またはねじのようなブレードで構成されています。 (センターポストのないコルク栓抜きは、実際にはすべてのコイルが同じ半径を持つらせんです。ただし、技術的には半径が絶えず変化する曲線を意味しますが、スパイラルと呼ばれることもあります。)ワームをねじ込みます。コルクの中心は、コルク栓抜きがコルクを内部でつかむことを可能にします。ハンドルを引くと、コルク栓抜きとコルクの両方がボトルから引き出されます。一部の栓抜きは、レバー、ばね、歯車、またはその他の機械装置を使用して、コルクを引き抜くのに必要な力の量を減らします。
歴史
コルクは、古代ギリシャとローマの文明で瓶を密封するために使用されました。ただし、ボトルネックの縁からしっかりとつかむのに十分な距離まで伸びていたため、取り外すのは難しくありませんでした。 5世紀にローマが崩壊した後、コルク瓶の栓は1000年もの間使用されなくなりました。
16世紀後半、イギリスと同じようにコルク瓶の栓が再び登場しました。繰り返しますが、それらは先細りの形状であり、船から快適な距離に突き出ていたので、それらを取り除くために特別な道具は必要ありませんでした。吹きガラスの瓶は、ワインの貯蔵容器として樽や皮に取って代わり始めました。ボトルは、先細の首を上にしたしゃがんだチャンバーで構成されていました。これらの「シャフトとグローブ」のボトルは、ワックスを塗ったリネンで包まれた先細のコルクで密封されていたため、ストッパーを簡単につかんで取り外すことができます。
17世紀後半から18世紀の間に、2つの開発が同時に進行しました。どちらが原因で、どちらが結果であったかは不明です。メーカーは、ボトルを1つずつ手で吹き飛ばすのではなく、溶融ガラスを型に流し込むことで、均一なサイズのボトルの大量生産を開始しました。この製造方法により、側面が真っ直ぐで首が円筒形の背の高い細長いボトルを製造することができました。この形のボトルは、保管と出荷のために横向きに置くことができ、国際的なワイン貿易を後押しした利点です。ボトルが漏れないように、より厳密なシールが必要でした。これは、ボトルの首に押し込まれる前に圧縮された円筒形のコルクで解決されました。ぴったりとフィットするため、これらのコルクは以前のテーパーバージョンよりも取り外すのが困難でした。
並行開発は、コルク栓抜きの発明と進化でした。それは、マスケット銃やピストルの銃身に挿入して詰め物や未使用の弾丸を回収できる、柄の長い、先端がらせん状のツールであるガンワームの適応から始まりました。真のコルク栓抜きへの最初の書面による言及は1681年にさかのぼります。「コルク栓抜き」という言葉が使用されるようになる1720年まで、ツールはボトルスクリューと呼ばれていました。ワームを作るのに青銅と鉄が使われることもありましたが、鋼は強度が高く、鋭い先端を保持できるため、人気が高まりました。
 マンドレルの例。
マンドレルの例。
1700年代初頭、ポケットコルク栓抜きが人気を博しました。金属または木製の鞘がスパイラルを覆い、ワームと所有者のポケットを保護しました。一部のモデルでは、シースをワームのシャフトの端にあるループに挿入して、コルク栓抜きに効果的なTハンドルを提供することができます。 18世紀の後半に、コルク栓抜きは、銀、金、エキゾチックな木材、アイボリー、宝石などの素材を使用して、ますます精巧になりました。多目的ツールは、多くの場合、コルク栓抜きをパイプタバコの改ざん、ナツメグおろし金、シール、折りたたみ式ポケットナイフなどのデバイスと組み合わせます。香水や薬が入った小さなボトルを開けるために、可憐なコルク栓抜きが製造されました。コルクで裏打ちされた金属製のボトルキャップが1890年に普及するまで、コルクはすべてのタイプのボトルに好まれたシーラーでした。
最初のコルク栓抜きの特許は、1795年にサミュエルヘンシャル牧師にイギリスで発行されました。これは、骨または木で作られたハンドルの中心から垂直に突き出た鋼の虫を備えたシンプルなT字型の装置でした。その時代の多くの栓抜きのように、ブラシの毛はハンドルの一方の端から伸びていました。ボトルを開ける前に、ブラシを使用してコルクからほこりやシーリングワックスを取り除きました。ヘンシャルの設計の革新的な特徴は、ワームをハンドルに接続するシャフトに取り付けられたフラットディスクまたはボタンでした。これにより、ワームがコルクにねじ込まれすぎないようにしました。また、コルク栓抜きとコルクの接触がしっかりし、コルクを簡単に引き抜くことができます。
1802年に、より複雑な機械式コルク栓抜きが英国のエンジニア、エドワード・トーマソンによって特許を取得しました。ベル型のシリンダーがワームを囲みました。シリンダーの下部をボトルネックの上部に設定すると、ワームはコルクの中心の真上に垂直に配置されます。らせんがコルクを完全に貫通した後、ハンドルを回し続けると、コルクがボトルから引き出されました。次に、ユーザーはコルク栓抜きをフィンガーボウルにかざし、ハンドルを逆に回して、指を汚さずにコルクを自動的に排出することができます。
1800年代後半の発明活動の急増により、コルク栓抜きをボトルから持ち上げるためのレバー、ギア、スプリング、および二次ねじで強化されたさまざまな種類のコルク栓抜きが製造されました。最初の特許からわずか100年余りで、英国では350以上のコルク栓抜きの特許が付与され、米国では約250の特許が付与されました。この分野で最も多作なアメリカ人発明家の1人は、ニュージャージーのW.ロックウェルクラフでした。 1876年に、彼は1本のワイヤーを完全な栓抜きに曲げることができる機械を開発しました。らせんの一方の端で、ワイヤーはフィンガーループハンドルにねじられました。その後の改良で、彼はコルク栓抜きをポケットに入れて運ぶことができるように木製の鞘を追加しました。金属製のボトルキャップが普及した後、彼はボトルキャップリムーバーを開発し、それをシースの端に取り付けました。 Cloughの会社は、最終的に推定10億個の安価なコルク栓抜きを製造しました。その多くは、鞘にブランド名が刻印された広告でした。
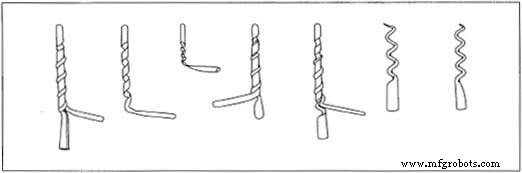
19世紀の終わりごろ、英国のコルク栓抜きメーカーであるThomas Trueloveは、成形機を使用して鋼製のワームを鍛造しました。溝付きマンドレル(フォーミングロッド)をハンドクランクで回転させ、真っ赤な鋼棒をアイレットに挿入しました。 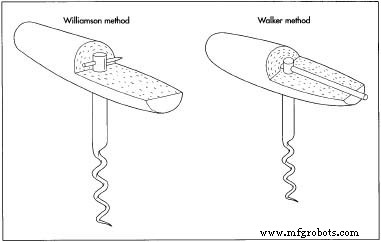 ワームにハンドルを取り付ける2つの方法。しなやかなロッドがマンドレルの溝に引き込まれ、らせん状に成形されました。
ワームにハンドルを取り付ける2つの方法。しなやかなロッドがマンドレルの溝に引き込まれ、らせん状に成形されました。
20世紀の最も重要なコルク栓抜きの発明の1つは、1978年にテキサスのエンジニアであるハーバートアレンが特許を取得したスクリュープルでした。デバイスをボトルの上に置くと、ユーザーはレバーを押し下げてから引き上げて、簡単に挿入できます。ワームとコルクを抽出します。
原材料
鋼は依然として好ましいスパイラル材料であり、440Cステンレス鋼と強化低炭素鋼が最も人気のある選択肢の1つです。レバーとギアは、鋼または鋳造亜鉛合金で作ることができます。ハンドルは、一般的またはエキゾチックな木材、骨、プラスチック、またはさまざまな金属を含む多くの材料で作ることができます。
デザイン
ワームには2つのカテゴリがあります。オーガータイプは木ネジに非常によく似ており、鋭いエッジのネジ山がシャンクにカットされています。ねじ山がシャンクの中心を通って伸びるほど深く切断されている場合、ワームは実際には中心が中空になっている可能性があります。オージェのコルク栓抜きメーカーは、鋭い糸が丸みを帯びたワームよりもコルクに浸透しやすいと主張しています。批評家は、古いコルクの中央をスライスし、ストッパー全体を取り外さずにコルクの柔らかい中央を引き裂く傾向があると主張しています。
丸みを帯びたエッジを持つワームは、通常、非常に熱い鋼棒をフォームに巻き付けてらせんを作ることによって作られます。らせんの先端は、コルクに簡単に浸透できるように鋭利になっています。一部のメーカーは、らせんの周囲から先端を引き出し、中空コアの中心に配置します。これにより、コルクの中央に簡単に挿入できます。ただし、ワームの残りの部分は先端の経路を正確にたどることができないため、このタイプのコルク栓抜きによってコルクの中心が損傷する可能性があります。
ラウンドエッジヘリックスの一部のメーカーは、ワームとコルクの間のグリップ面を増やすために、ワームの外面に1つまたは2つの浅い溝を刻みます。
丸みを帯びたコルク栓抜きワームは、デザインが異なります。それらは一般に、長さが約2.5インチ(6 cm)のらせん状に3〜5回転します。オープンピッチ(ターン間の比較的広い間隔)は、狭い間隔よりもコルクに損傷を与える可能性が低くなります。ワームの外径は通常0.3-0.4インチ(0.8-1cm)です。
製造プロセス
らせんの形成
- 1オープンワームは、鋼棒をらせん状に鍛造することによって形成されます。片方の先端を削った後、ロッドを加熱して柔らかくし、成形します。たとえば、440Cステンレス鋼は1,500°F(650°C)で30分間加熱され、次に2,100lF(1,000°C)で5分間加熱されます。
- 2ホットロッドは回転する円筒形のマンドレルに巻かれています。ロッドを、連続するコイル間の所望の角度および間隔で均一なスパイラルに導くのを助けるために、溝付きマンドレルを使用することができる。
- 3巻いた直後、スパイラルは硬化します。これは、ワームを1,500°F(650°C)に再加熱し、ゆっくりと冷却することによって行われます。一方、軟鋼は、まだ熱いスパイラルを室温の水に浸すことによって急冷されます。
オーガーの形成
- 4オーガータイプのワームは、ねじ山を先細の鋼棒に切断することによって形成されます。ロッドを旋盤に固定した状態で、カッティングヘッドが機械の親ねじに取り付けられ、ロッドと平行に一定の速度で引っ張られます。これにより、ヘッドがロッドに切り込むときに、目的の角度と間隔のスレッドが生成されます。
ワームの終了
- 5らせんであろうとオーガーであろうと、ワームはコイル状または機械加工された部分を超えて伸びる真っ直ぐなシャフトを持っています。ハンドルなどの栓抜き機構に挿入されるこのシャフトは、お客様の仕様に合わせて製作されています。たとえば、ねじ切り、平坦化、スロット、または穴あけを行うことができます。
- 6腐食を防ぐために、通常、ワームには表面処理が施されています。通常、ワームはクロムまたはニッケルでメッキされています。コルクを簡単にすべらせるために、ワームはテフロンやシルバーストーンなどの非粘着性の物質でコーティングされている場合があります。
栓抜きの組み立て
- 7ワームを取り付けるハンドルやメカニズムの種類に関係なく、ワームを取り付けるにはさまざまな方法があります。最も単純なケースであるTハンドルへの挿入では、2つの方法が最も一般的に使用されます。ワームのフラットシャンクまたはスクエアシャンクは、ハンドルに開けられた穴に挿入され、2液型エポキシで固定されます。または、穴が事前に開けられたフラットシャンクをハンドルに挿入し、ピンをハンドルと穴に通して固定することもできます。
未来
20世紀の終わり近くに、いくつかのワイナリーは合成コルクを使い始めました。この材料は天然のコルクよりも硬いため、人気のあるコルク栓抜きワームはうまく機能しませんでした。追加のターンを追加してワームを延長すると、この問題が解決した可能性があります。合成コルクの組成が改善されると、追加のコルク栓抜きの変更が必要になる場合があります。
製造プロセス