


3D プリンターのエクストルーダーでジャムを回避する方法
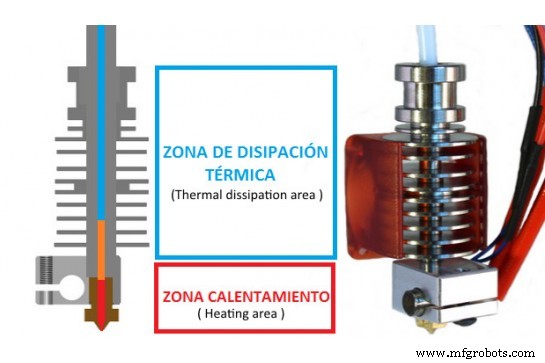
エクストルーダーの主な領域は、加熱ブロックと放散領域ですが、これらはいくつかの部品で形成されています。 3D プリンターでのフィラメントの押し出しプロセスの基本操作を理解するには、両方の領域の機能を理解することが不可欠です。最初のフィラメントはエクストルーダーのコールド ゾーンから発生し(ゾーンの熱放散)、ホットエンドを通過して柔らかくなり、最終的にノズルまたはノズルを離れて硬化します。
熱が加熱ゾーンからフィラメントを放散するため、放散領域は押出機で非常に重要です .そのゾーンで熱が適切に放散されない場合、フィラメントも加熱されて軟化し、押出機の放散領域に沿ったフィラメントの適切な前進が妨げられます (膨張と一貫性の喪失による)。押し出し機内でボールが詰まります。通常、最も論争の的となる領域は、PTFE テフロン チューブの端で、両方のゾーンが交わる場所であることに注意してください。熱放散の冷却ゾーンを支援するために、通常、押出機に 1 つまたは 2 つのファンを結合します。
エクストルーダー 3D プリンターの問題を適切に処理するために考慮すべきもう 1 つの重要な要素は、正しい温度でフィラメントを印刷することです。 低温で印刷する場合、フィラメントが押出機の内部で詰まり、その通過を妨げる可能性があり、高温で印刷する場合、押出機内で小さなプラスチック粒子が炭化して、押出機内で部分的な障害が発生する可能性があります。これらの硬い粒子と炭化物は押出機によって押し出されることはないため、 唯一の代替手段は、適切な粘度と熱安定性を持つように特別に設計されたクリーニング フィラメントを使用して、これらの粒子を引きずり、押出機内を完全にきれいにすることです .
エクストルーダー自体の寿命を延ばすことに加えて、エクストルーダー内のフィラメントの流れをスムーズかつ連続的に確保することの重要性は、印刷品質の向上にもつながります。
3Dプリント