


射出成形のドラフト角度:設計ガイドとベストプラクティス

プラスチック射出成形部品のベストプラクティスについて話すとき、避けられないものがいくつかあります。そのリストのトップは、通常、射出成形のドラフト角度です。すべての射出成形設計は、製造可能性を目的としています。したがって、プロセスのすべてのステップを考慮する必要があります。
金型内で部品が正しく形成される場合でも、射出プロセス中に問題が発生する可能性があります。これにより、成形品に不要な欠陥が生じる可能性があります。ドラフト角度は、これらの望ましくない問題の多くを回避するのに役立ちます。この記事では、射出角度の利点と、部品を簡単に射出するための設計ガイドについて説明します。
メリットについては後で詳しく説明しますが、ドラフト角度について簡単に説明しましょう。
ドラフトアングルとは何ですか?
ドラフト角度とは、射出成形部品のほとんどのフィーチャーの側面に適用される傾斜を指します。射出角度の配置は、射出角度が金型の引張およびパーティングラインの方向に向かって走るようになります。成形品を金型から簡単に外すのに役立ちます。
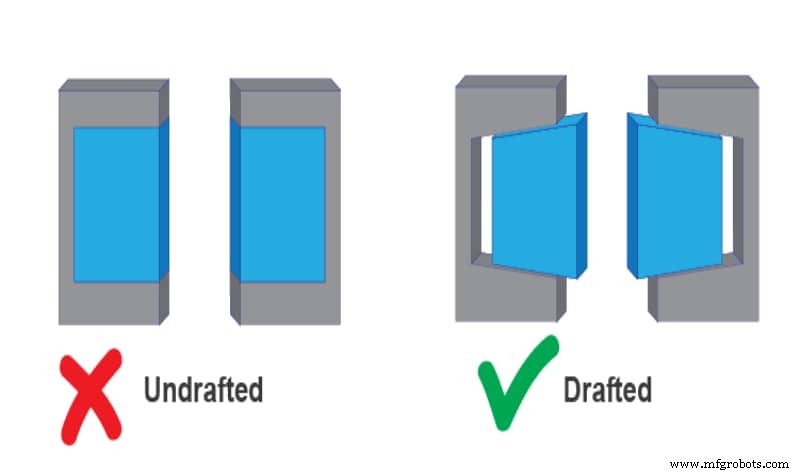
射出成形設計の99%では、部品を正常に作成するためにドラフトアングル射出成形が必要になります。成形品の表面の角度は先細になっています。したがって、離型時に成形品が金型のキャビティとコアを簡単に横切ることができます。
ドラフトアングルのメリット
多くの場合、ドラフト角度は利益の衝突を引き起こす可能性があります。成形業者はドラフト角度が好きで、推奨しています。ただし、金型メーカーは、すべてのキャビティとコアの表面の角度を加工するのが難しいと感じています。また、ドラフト角度によって部品の設計が複雑になる可能性があると考える人もいます。
ただし、ドラフト角度にはさまざまな利点があることに注意することが重要です。これらは、成形部品が必要な品質基準を満たしていることを確認するために不可欠です。ドラフトがないと、射出成形の問題が発生する可能性が高くなります。これにより、生産コストとリードタイムが不必要に増加する可能性があります。
パーツにドラフトが設計されていない場合、摩擦や真空によって問題が発生することがよくあります。これらはあなたの部品を損傷する可能性があります。極端な場合、カビも影響を受けます。プラスチックは冷却前に収縮します。したがって、成形品の一部が金型から引き離される可能性があります。他の部分はコアをつかみます。
ドラフト角度を使用すると、エジェクタピンを押すだけで、成形品を金型から飛び出すことができます。このようにして、成形品の表面が射出時に金型に沿ってドラッグされるのを防ぎます。パーツの表面と金型の表面の間の摩擦は、引っかき傷を引き起こし、パーツの外観に影響を与える可能性があります。
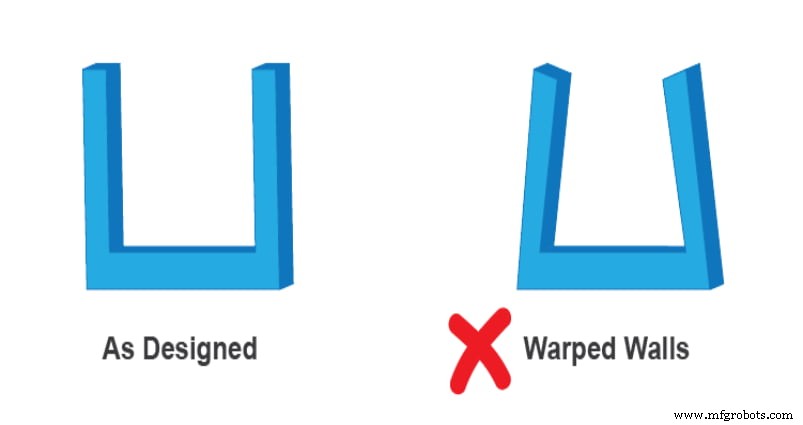
さらに、射出角度は、射出中の真空の形成を防ぎます。ドラフトがない場合、真空のストレスが発生するまで、排出ピンがコンポーネントを押す可能性があります。これにより、部品が排出されるときに、部品が曲がったり、壊れたり、反ったりする可能性があります。
デザインにドラフト角度を追加すると、これらの問題を回避するのに役立ちます。したがって、部品の外観を改善し、製造コストを削減できます。ドラフト角度は、複雑で高価な排出設定を防ぐのにも役立ちます。
要約すると、設計に射出角度を追加します:
- 必要に応じて、滑らかで均一な傷のない仕上げを保証します
- 排出時の摩擦による部品の損傷の可能性を低減します
- 他の表面テクスチャと仕上げの均一性と完全性を保証します
- 成形品の摩耗を低減します
- カビを損傷する可能性を減らします
- ジオメトリへの反りを最小限に抑えます
- 複雑な排出設定の必要性を排除または削減することにより、全体的な冷却時間を短縮します
- 全体的な生産コストの直接的および間接的な削減を提供します
ドラフトアングルデザインガイドとベストプラクティス
まず、すべての成形部品に適切なドラフト角度が1つではないことに注意する必要があります。個々の部品にはそれぞれ固有のドラフト要件があります。大きなパーツは、小さなパーツよりも多くのドラフトを必要とする場合があります。また、高圧で成形された薄肉部品は、低圧で成形された部品よりも多くのドラフトを必要とする場合があります。
そのことを念頭に置いて、ドラフト設計の一般的なガイドとベストプラクティスを次に示します。
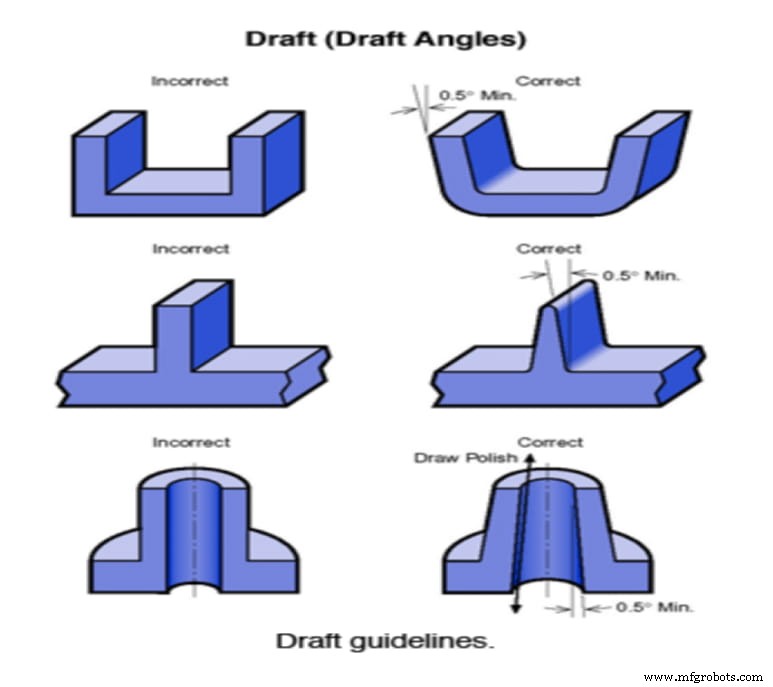
1。ほとんどの部品には、1½から2度のドラフト角度が必要です
これは、最大2インチの深さの成形部品に適用される経験則です。このサイズでは、金型から部品を簡単に外すには、約1½度のドラフトで十分です。これは、熱可塑性材料が収縮したときの部品の損傷を防ぐのに役立ちます。
2。ドラフト角度は、深さ1インチごとに平均追加度である必要があります
この方法は、より大きな部分またはより深い部分に最適です。これらの種類の部品は、追加された表面積を考慮して、より多くのドラフトを必要とします。追加の射出角度は、離型中に発生する摩擦も考慮します。
3。ドラフト角度は、金型の「上部」に向かって存在する必要があります
これは、分離が発生すると、ドラフトが金型の方向に沿って上または離れる方向に移動する必要があることを意味します。ドラフトされた壁のある中空のボックスに精通しているとします。その場合、開いた上部が下部よりわずかに広いことに気付くでしょう。これは、ドラフトが正しく適用された結果です。
4。テクスチャパーツは通常、より多くのドラフトが必要になります
一部のパーツは、表面に複雑なテクスチャがデザインされている場合があります。他の人は、表面が凹んでいるか隆起している可能性があります。
このようなコンポーネントの場合、ドラフト角度を最適な1½から2度に追加する必要があります。追加は、表面の深さ0.001’’(1000インチ)あたりさらに1.5度の割合で行う必要があります。
5。ピースのすべてのコンポーネントにはドラフト角度が必要です
複雑な形状の材料または張力緩和機能を備えた部品には、ドラフト角度が必要です。これらの機能には、ガセット、ルーバー、リブなどが含まれます。これらはすべて、優れた設計の重要なコンポーネントです。したがって、金型と接触するこれらの機能のいずれにも、射出角度を組み込む必要があります。
6。ドラフト角度をパーツの2つの側面に組み込むと、さらに多くの利点が得られます
一部のマテリアル(中実の円筒形パーツなど)では、多くの場合、中央にパーティングラインがあります。この場合、パーツの両端にはドラフト角度が必要です。これは、この種の操作には2つの離型アクションが関係しているためです。
7。垂直面には、最低でもドラフトの半分の程度が必要です
このガイドラインは、設計で垂直面の下部から上部まで均一な角度が必要な場合に重要です。ドラフトの半分の程度は、まっすぐな壁を必要とする設計に効果的な妥協点を提供します。また、成形品が射出成形の要件を満たすのにも役立ちます。
8。ドラフト角度を設定することを常にお勧めします
多くの設計者はドラフトの組み込みに抵抗する傾向があるため、この事実を繰り返すことが重要です。どんなに小さくても、エンジニアは常にある程度のドラフトを提唱しなければなりません。ゼロ度の角度を必要とするデザインケースを見つけることはほとんどないため、ドラフトデザインが常に最適です。 「ドラフトがないよりもドラフトの方が良い」ということわざを覚えておいてください。
射出成形におけるフィーチャーの深さと最小ドラフト角度
ドラフト角度の選択には、いくつかの要因が影響します。これらの要因には、壁の厚さ、壁の深さ、収縮率、材料の選択、仕上げ/テクスチャ、排出、および製造能力が含まれます。次の表は、成形部品のフィーチャーの深さと必要な最小ドラフトを示しています。
| FEATURE DEPTH | 最小厚さ/ドラフト | |||
| 0.25インチ | 0.040インチ/0.5° | |||
| 0.5インチ | 0.040インチ/1° | 0.060インチ/0.5° | ||
| 0.75インチ | 0.040インチ/2° | 0.060インチ/1° | 0.080インチ/0.5° | |
| 1インチ | 0.060インチ/2° | 0.080インチ/1° | >0.100インチ/0.5° | |
| 1.5インチ | 0.080インチ/2° | >0.100インチ/1° | ||
| 2インチ | >0.100インチ/2° |
結論
このガイドの目的は、魅力的な設計機能であるため、ドラフト角度について説明することではありません。むしろ、ドラフト角度は、正常に設計された部品の重要なコンポーネントです。それらは効果的で高品質の生産プロセスを保証します。ドラフト角度を無視すると、多数の不良部品が発生する可能性があります。また、カビの損傷につながる可能性があります。射出成形のベストプラクティスを常に把握しておくことが最善です。その1つは、射出成形にドラフト角度を組み込むことです。
RapidDirectでは、射出成形のスペシャリストであり、専門知識をお客様と共有する準備ができています。当社のエンジニアは射出成形のベストプラクティスを深く理解しており、それらを当社のサービスに組み込んでいます。当社のエンジニアは、お客様の設計を適切に評価し、提案を行うことができます。パーツ設計から最高の結果が得られるように、無料のDfMを提供しています。

当社の幅広い製造サービスには、堅牢な射出成形サービスが含まれます。ドラフト角度が部品に十分かどうかわからない場合は、設計について話し合うことができます。また、部品の一般的な検査を行って、成形プロセスの準備ができていることを確認します。これらのサービスはすべて競争力のある価格で提供されます。
FAQ – 射出成形のドラフト角度
ポリエチレン材料のドラフトはどうあるべきですか?片側1度のドラフトアングル射出成形が有益です。高度に研磨された表面により、LDPEがキャビティやコアに付着します。したがって、約1.5度のドラフトは、パーツを簡単に解放するのに役立ちます。
ドラフト角度を計算する方法エンジニアは、度の測定値としてドラフト角度を計算します。まれに、角度はミリメートルまたはインチの測定値として計算されます。計算は金型の垂直軸から行われます。プラスチック材料の収縮を説明するのに役立ちます。
産業技術