


ワイヤー EDM の基本:CNC ワイヤー放電加工の長所、短所、および手順
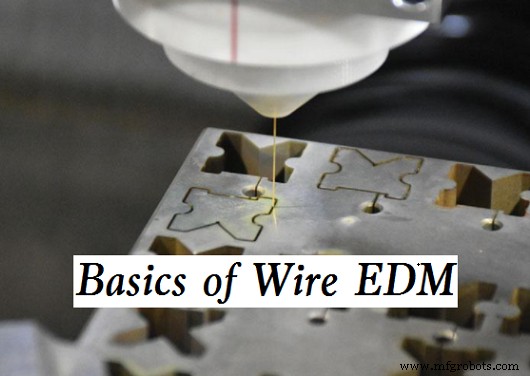
ワイヤー EDM または WEDM は、一般にワイヤー放電加工を指します。その基本的な動作原理は、連続的に移動する細い金属線(電極線と呼ばれます)を電極として金属をエッチングし、パルス火花放電によってワークを切断することです。 ワイヤー EDM の長所と短所は何ですか ? CNC ワイヤー放電加工のプロセスにはどのような手順が含まれますか?
ワイヤ放電加工の利点
– 幅広い用途:材料の厚さや硬さに関係なく、処理できます。導電性材料であれば、薄板から超硬合金まで素材の厚み、大きさ、硬さを問わず加工できます。
– 複雑な形状の加工が可能:直線切断だけでなく、円弧に切断したり、直線と円弧の組み合わせなどの複雑な形状を加工したりできます。上下の金属線をそれぞれ移動させることでテーパー加工も可能です。
– 高精度:ワイヤー切断の精度はグラインダーに匹敵します (0.005 mm 単位)。
– バリレス:バリ取りが不要なため、チップ搬送ベルトなどの周辺機器が不要となり、工程短縮が可能です。
– 特別な工具は必要ありません:比較的安価な真鍮 (ブラス) ワイヤを使用して、回転や切断用の切削工具などの消耗品を交換できるため、工具を交換する必要がなく、消耗品のコストを削減できます。
– 材料の損傷を軽減:ワイヤ切断は非接触プロセスであるため、材料への負荷が大きくなりすぎず、熱変形も非常に小さい.
ワイヤー放電加工の欠点
・底付き加工不可:ワイヤーカットはワイヤーソーのため、底付き加工はできません。底部の放電加工を行う場合は、沈下型放電加工機が最適です。
・加工速度が遅い:ワークを徐々に溶かしながら切削するため、切削加工よりも遅く、大量生産には不向きです。その速度は毎分数ミリで、肉眼ではほとんど動いていません。
– 非導電性材料は処理できません:導電性材料は硬度に関係なく処理できますが、非導電性材料は処理できません.
– 横方向に加工できない:縦に張った線はのこぎりのように加工されるため、横方向に加工することはできません。
ワイヤ放電加工の手順と工程
ワイヤカット放電は、金属材料を正確に切断し、高精度加工を行うために使用されます。ワイヤーカットは通常、板材の切断ではなく、金型や歯車などのブロック材、精密治具、高い加工精度が要求される硬化部品の後処理に使用されます。
WEDM の一般的な処理手順を以下に簡単に説明します。
1. まず、加工するワークを作業台に載せます。もちろん、ワークの端から切断することもできますが、通常、ワイヤカットの開始時は、ワークの内部応力による変形を避けるために、開始穴 (ライン) をワークに接続するのが一般的です。あらかじめ入力されたNCデータに従って、作業台(または金属線)がXY方向(平面上)に移動すると、加工が開始されます。 NC制御による連続運転のため、作業者がいなくても無人で加工できます。切削後は、NC加工データに従い、指定した加工形状に自動切削します。ワークを切断する際、数十ミクロン(数十ミクロン)の一定の距離を保ちながら、ワーク同士が接触することはありません。
2. 加工液中で絶縁状態にあるワークとワイヤ電極の距離が数十ミクロン近くになると、両者間の絶縁が破壊され、火花放電が発生し、瞬時にパルス電流が流れます。アークタワーと呼ばれる高密度放電状態では、局所的に数千度の高温が発生し、金属(ワーク)が溶けます。
3. さらに、アーク柱の周囲の作動流体の温度がすぐに上昇して蒸発し、急激な体積膨張を引き起こし、ワークピースと電極表面の間で爆発が発生します。これにより、金属片が吹き飛ばされます。
4. その後、パルス電流が遮断され、周囲のきれいな水に流れ込むと、溶融金属は冷却されて細かい破片になり、洗い流され、電極間の絶縁が再び回復し、電流の供給を待ちます。次のパルス電圧。
このように、金属 (加工物) は、各電圧パルスの下で溶融および除去され、ワイヤ カット EDM によって加工物を切断するために 1 秒間に数十万回繰り返されます。
産業技術