


ギター
背景
弦鳴楽器と呼ばれる楽器のファミリーのメンバーであるギターは、楽器の本体に沿って走る一連の弦を「引っ張る」ことによって音が生成される弦楽器です。弦は片手で弾かれますが、同時にもう一方の手で楽器の首にある金属片であるフレットに指で触れられます。その後の音は、共鳴する体を通して増幅されます。アコースティック(非エレクトリック)ギターには、フラットトップスチールストリング、アーチトップ、クラシック、フラメンコの4つの一般的なカテゴリがあります。
ギターのような楽器への言及は何世紀にもわたって遡り、歴史を通して事実上すべての社会が楽器のバリエーションを使用してきたことがわかっています。今日のギターの先駆者は、人類の初期の歴史の中で開発された一本の弦の弓でした。アジアとアフリカのセクションでは、このタイプの弓が古代文明の発掘調査で発掘されました。興味深いことに、これらの発見の1つには、3000年以上前にさかのぼる古代のヒッタイトの彫刻が含まれていました。これは、今日のギターと同じ機能の多くを備えた楽器を描いたものです。どちらかの側に、そして体の全長を走る長いフレットネック。
音楽技術が発展するにつれて、初期のギターにさらに多くの弦が追加されました。 4弦の品種(ギターララティーナという名前) 13世紀後半にスペインに存在しました。ギターラティーナは、弦がサウンドホールを通過するときに弦を保持するブリッジが楽器に含まれていることを除けば、古代のヒッタイトの彫刻によく似ていました。 16世紀初頭に5番目の弦が追加されたとき、ギターの人気は爆発的に高まりました。 6番目の弦(ベースE)は、1700年代の終わり近くに追加されました。これは、楽器を現在の機能に近づける進化です。 1810年のカルリギターは、現在のアレンジでノートに合わせて6本のシングルストリングをチューニングした最初のギターの1つでした:E A D G BE。
ギターテクノロジーは19世紀初頭にようやく米国に伝わり、1833年にニューヨークに移住したドイツのギターメーカーであるチャールズフリードリッヒマーティンが先導しました。 1900年代初頭、現在ペンシルベニア州ナザレスにあるMartin Companyは、クラシックモデル、特にスペインのギターのデザインに忠実な、より大きなギターを製造しました。別の会社であるギブソン社もそれに続き、前面と背面がアーチ型の大型のスチール弦ギターの製造を開始しました。チェロギターとして知られるこのブランドの楽器は、ジャズやダンスクラブにより適したサウンドを生み出しました。 1900年代初頭のもう一つの大きな革新は、弦の下に取り付けられた磁気ピックアップの使用でした。これにより、音がワイヤーを通ってアンプに伝わりました。これらの楽器は後にエレキギターに進化するでしょう。
原材料
ギター業界は、楽器のさまざまな部分に使用される木材について事実上合意しています。ギターのボディの裏側と側面は通常、東インドまたはブラジリアンローズウッドで作られています。歴史的に、ブラジリアンローズウッドは愛好家の選択でした。しかし、木材の減少する供給を維持するために、ブラジル政府は 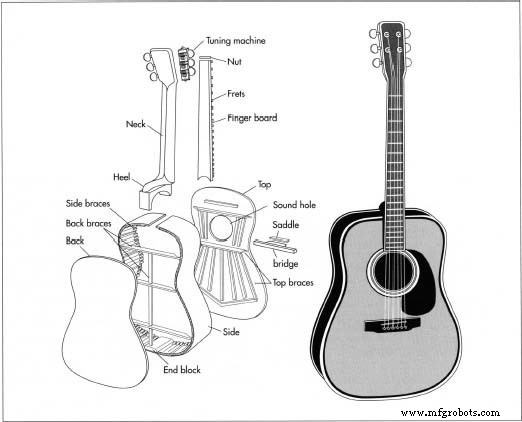 ギターの製造では、通常、さまざまな木片を選択、切断、接着して、完成した楽器を形成します。ギターのトップとバックは「ブックマッチ」と呼ばれるプロセスで形成されます。このプロセスでは、1枚の木材を元のシートと同じ長さと幅で半分の厚さの2枚のシートにスライスします。これにより、シートに対称的な粒子パターンが与えられます。 2枚のシートを合わせて粒子の連続性を確保し、接着します。は輸出を制限しているため、価格が上昇し、東インド産のローズウッドが現在選択されている木材となっています。安価なブランドはマホガニーやメープルを使用していますが、これらの種類の木材で作られたギターでは音質が低下します。
ギターの製造では、通常、さまざまな木片を選択、切断、接着して、完成した楽器を形成します。ギターのトップとバックは「ブックマッチ」と呼ばれるプロセスで形成されます。このプロセスでは、1枚の木材を元のシートと同じ長さと幅で半分の厚さの2枚のシートにスライスします。これにより、シートに対称的な粒子パターンが与えられます。 2枚のシートを合わせて粒子の連続性を確保し、接着します。は輸出を制限しているため、価格が上昇し、東インド産のローズウッドが現在選択されている木材となっています。安価なブランドはマホガニーやメープルを使用していますが、これらの種類の木材で作られたギターでは音質が低下します。
ギターのトップ(またはサウンドボード)は伝統的にアルパインスプルースで作られていますが、アメリカのシーカスプルースは米国のメーカーの間で人気があります。スギやレッドウッドはトウヒの代わりになることがよくありますが、これらの木材は柔らかく、建設中に簡単に損傷します。
弦を引っ張ったり、温度や湿度が変化したりすることによる歪みに耐えなければならないネックは、マホガニーで作られ、14フレットと12フレットの間でボディを結合します。理想的には、指板は黒檀で作られていますが、ローズウッドはより安価な代替品としてよく使用されます。最近のほとんどのギターは、ある種の金属(通常はスチール)で作られた弦を使用しています。
製造
プロセス
ギター製作の最初で最も重要なステップは、木材の選択です。木材の選択は、完成品の音質に直接影響します。木材には傷がなく、まっすぐで垂直な木目がなければなりません。ギターの各セクションは異なる種類の木材を使用しているため、構築プロセスはセクションごとに異なります。以下は、典型的なアコースティックギターの製造の説明です。
ブックマッチ
- 1ギターの上部の木材は、ブックマッチと呼ばれるプロセスを使用して材木から切り取られます。ブックマッチは、1枚の木材を2枚のシートにスライスする方法です。各シートは元のシートと同じ長さと幅ですが、厚さは半分です。これにより、シートに対称的な粒子パターンが与えられます。 2枚のシートを合わせて粒子の連続性を確保し、接着します。乾いたら、新しく結合したボードを適切な厚さに研磨します。それらは品質について綿密に検査され、次に色、穀物の近さおよび規則性、および傷の欠如に従って等級分けされます。
- 2次のステップは、トップをギターの形にカットし、最後のトリミングまで木片を特大のままにします。サウンドホールは鋸で挽かれ、サウンドホールの周りの装飾的な象眼細工として機能する同心円のためにその周りにスロットが刻まれています。
気取って
- 次に、3つの木製ブレースをトップピースの下側に接着します。ストラッティングは、このプロセスがよく呼ばれるように、2つの目的を果たします。弦の引っ張りに対して木材を補強することと、上部の振動の仕方を制御することです。会社ごとに異なるギター構造の領域であるストラットは、ギターの音色に大きな影響を与えます。今日の多くのブレースは、元々Martin Companyによって設計されたXパターンに接着されています。このパターンは、ほとんどの専門家が真の音響とトーンを提供すると感じています。 OvationやGibsonなどの企業は、ストラットのXパターンスタイルの改善を試み続けていますが、Martinの元のコンセプトは、最高のサウンドを生成するものとして広く受け入れられています。
- 4バックはトップほど音響的に重要ではありませんが、それでもギターのサウンドにとって重要です。音波の反射体である背中も支えられていますが、その木の細片は左から右に平行に走り、1つのクロスグレインの細片が背中の接着剤の接合部の長さに沿って走っています。裏側は、ブックイナッチ技術を使用して、上部と同じように、そして上部と同じ材木から切り取って接着し、粒子が一致するようにします。
側面の構築
- 5側面の構造は、木材のストリップを適切な長さと厚さに切断して研磨し、次に木材を水中で柔らかくすることで構成されます。次に、ストリップはギターのカーブに合わせて成形された型に入れられ、アセンブリ全体が一定期間クランプされて、2つの側面が対称になるようにします。両側は、内壁に接着されたバスウッドで結合されています。ギターが側面から打たれた場合に割れないように、補強材のストリップが内側に沿って配置されています。 2つのエンドブロック(ギターのネックの近くとボトムの近く)も、トップ、バック、ネックを結合するために使用されます。
- 6側面を結合し、エンドブロックを配置したら、上部と背面を側面に接着します。余分な木材は切り落とされ、スロットはサイドトップとサイドバックの接合部に沿ってカットされます。これらのスロットは、ギターの側面を覆うボディバインディング用です。バインディングは装飾的であるだけでなく、湿気が側面から入り込んでギターが歪むのを防ぎます。
ネックとフィンガーボード
- 7ネックは、正確な仕様に合わせて彫られた、通常はマホガニーまたはローズウッドの広葉樹で作られています。補強棒を首の長さ全体に挿入し、紙やすりで磨いた後、指板(多くの場合黒檀またはローズウッドでできている)を所定の位置にセットします。正確な測定を使用して、フレットスロットが指板に切り込まれ、スチールワイヤードフレットが配置されます。
- 8ネックの構造が完成したら、ボディに取り付けます。ほとんどのギター会社は、首の付け根から伸びるヒールをボディの事前にカットされた溝に取り付けることによって、ネックとボディを取り付けます。ネックとボディの接合部で接着剤が乾くと、ギター全体にシーラーが塗られ、次にラッカーが数回塗られます。一部のモデルでは、複雑な装飾やインレイもギターのトップに配置されています。
ブリッジとサドル
- 9研磨後、ギターの底部近くのサウンドホールの下にブリッジを取り付け、サドルを取り付けます。サドルは、弦が橋を渡るときに実際に置かれる場所であり、弦の振動をギターのトップに伝達する上で非常に重要です。ギターの反対側の端では、ナットは首と頭の間に配置されます。ナットは木またはプラスチックのストリップで、弦がヘッドを通過してチューニングマシンに入るときに弦が置かれます。
チューニングマシン
- 10次に、チューニングマシンをギターヘッドに取り付けます。このマシンはギターの最も繊細な部品の1つであり、通常は後頭部に取り付けられます。各ストリングを保持するペグは前面に突き刺さり、ペグとストリング締め付けキーの両方を回すギアは金属製のケーシングに収納されています。
- 11最後に、工場を出る前にギターを張って検査します。ギターを作るプロセス全体は、ギタートップの装飾的なディテール作業の量に応じて、3週間から2ヶ月かかる場合があります。
エレキギター
別の、しかし密接に関連するギターのグループは、ピックアップと呼ばれるデバイスを使用するエレキギターです。 —ワイヤーで囲まれた磁石—弦の振動からのエネルギーを電気信号に変換します。信号はアンプに送られ、そこで何千回もブーストされます。エレクトリックギターのボディは、アンプがサウンドの品質とラウドネスの両方を制御するため、生成されるサウンドの品質にほとんど影響を与えません。アコースティックギターには電動ピックアップを取り付けることもできます。現在、ピックアップがすでにボディに組み込まれているモデルがいくつかあります。
品質管理
ほとんどのギターメーカーは、細部と品質を重視する小規模で非常に個人的な会社です。各企業は独自の調査とテストを行っており、顧客に完璧なギターを提供することを事実上保証しています。過去数十年の間に、ギター業界はより機械化され、より高速で、より高い一貫性とより低い価格設定が可能になりました。純粋主義者は機械化に抵抗しますが、工作機械を使用するよく訓練された職人は、通常、一人で作業する職人よりも高品質の楽器を製造することができます。ほとんどのメーカーの最終テスト手順は非常に厳格です。最高のギターだけが工場を去り、どの楽器が出荷され、どれが拒否されるかについて、複数の人が最終決定を下します。
製造プロセス