


ウェルドライン:その原因、欠陥、および回避方法

完成した部品に欠陥や傷があると、間違いなく誰もが不満を抱きます。プラスチック製の部品では、傷が部品の機能障害につながる可能性があるため、さらに多くの問題が発生する可能性があります。プラスチック部品のこのような傷の例は、ウェルドラインです。
これらのラインは、製造プロセス全体の失敗につながる可能性があるため、プラスチック製品に深刻な影響を与える可能性があります。これは通常、プロセスを最初からやり直す必要があるため、莫大な金額の損失を意味します。これを回避するために、この記事では、ウェルドラインの原因、それが引き起こす欠陥、およびそれを防ぐ方法について説明します。
ウェルドラインはどのように表示されますか?

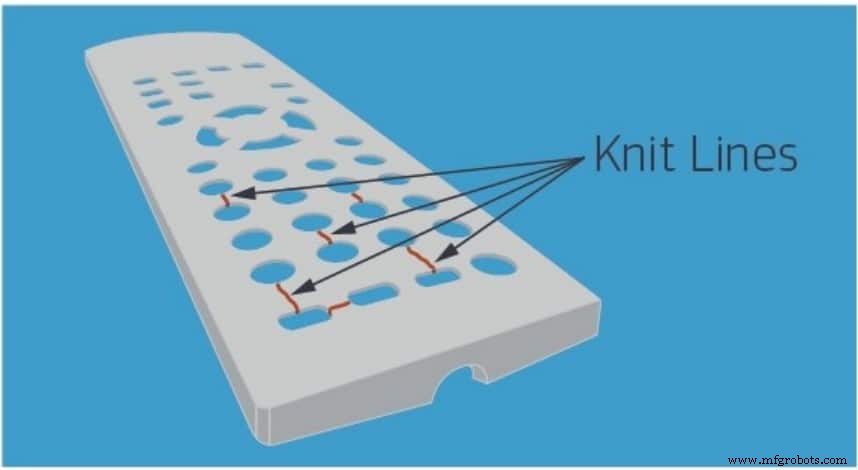
ウェルドライン(ニットラインとも呼ばれます)は、成形プロセス中に2つ以上のフローフロントが「ニット」または「ウェルド」できない場合に、2つのフローフロントが出会うラインです。これらの線は通常、穴や障害物の周囲に発生し、成形品に局所的に弱い領域を引き起こします。」
機械工がウェルドラインに関連して一般的に使用するもう1つの用語は、メルドラインです。どちらも外観は似ていますが、わずかな違いが1つあります。違いは、2つのフローフロントの合流角度です。ウェルドラインの場合、接触角は常に135度より小さくなります。これより大きい会議角度は、メルドラインを作成します。
この現象がどのように発生するかをよりよく理解するには、プラスチックが流れるときに何が起こるかを知る必要があります。プラスチックが流れると、滑らかな連続フローフロントが形成されます。この流れは、障害物に接触していなければ、全体を通してスムーズなままです。
ただし、フローがオブジェクトまたはピンなどの障害物に接触すると、フローはすぐに2つの異なる部分に分割され、オブジェクトを一周します。これで、2つの異なる側面ができました。1つはオブジェクトの一部を流れ、もう1つはオブジェクトの反対側を流れます。
流れは前面で再結合し、表面にわずかなくぼみを残します。このわずかなくぼみは、ウェルドラインまたはニットラインと呼ばれる小さな線です。ただし、ウェルドラインはフロー全体で継続しない場合があります。したがって、流れが続くにつれて、2つのフローフロントが徐々に再結合して、1つの途切れのないフローフロントを作ることができます。これは、プラスチック射出成形のウェルドラインが消えるまで続きます。
ウェルドラインの原因
多くの部品の欠陥と同様に、いくつかの要因が部品設計中のウェルドラインの形成に寄与します。これらの要因には次のものがあります。
- 圧力
- 温度
- モールドデザイン
- 速度
- 不純物
- 過剰な離型
圧力
圧力が流れを押し戻して一緒に溶けるのに十分でない場合、これは広いウェルドラインを作成する可能性があります。これは、マシンに障害があるか、その設定が不適切に行われている場合に発生する可能性があります。金型設計の問題の結果である可能性もあります。
温度
温度が十分に高くない場合、時期尚早に固化し始める可能性があります。一部の部品は固化する可能性がありますが、他の部品はまだ流れています。これにより、最終的にウェルドラインが作成される可能性があります。
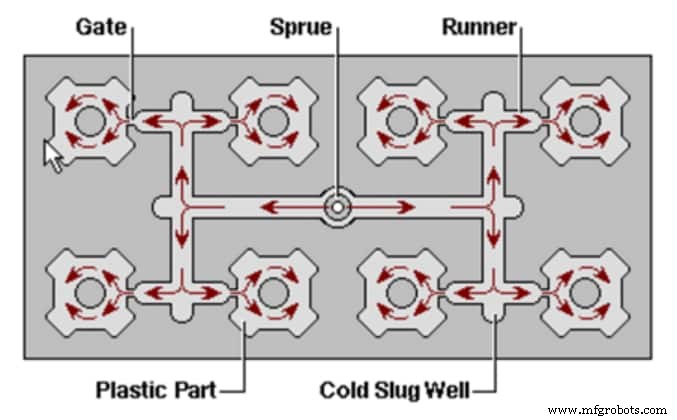
樹脂の連続流動に必要な温度は、場所によって低下する可能性があります。そのような場所のいくつかは、金型、金型へのランナー、および射出成形機です。
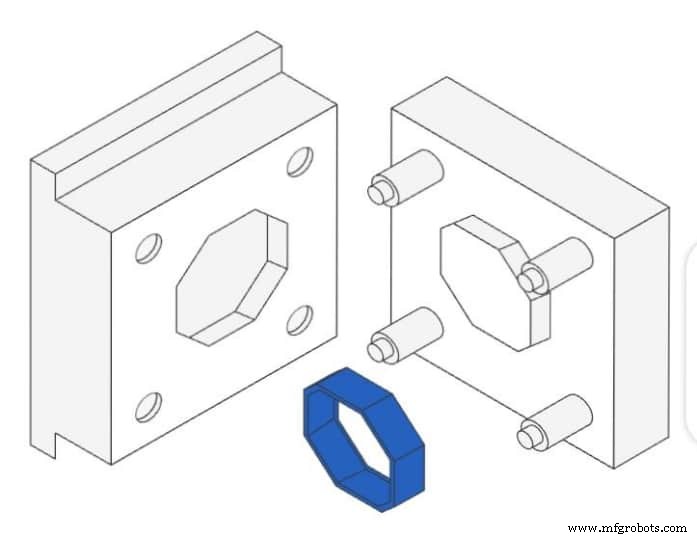
モールドデザイン
設計が不十分な金型では、設計のさまざまな領域にウェルドラインが発生する可能性があります。ニットラインを引き起こす可能性のある金型設計の一般的なエラーには、不適切な肉厚と不適切なゲートの配置があります。
速度
低速では、樹脂は金型内をゆっくりと移動します。これは、前線が同じ時間に冷えない可能性があることを意味します。一方が他方に接触する前に冷えると、射出成形でニットラインが発生する可能性があります。
不純物
樹脂に不純物が含まれていると、金型内をスムーズに流れることができません。これは、フローの一部が他の部分よりも高速になることを意味する場合があります。
過剰な離型
離型が多すぎる場合は、金型を機械に押し込むためにより高い圧力が必要になる場合があります。そうしないと、速度が低下し、ウェルドラインが作成される可能性があります。
ウェルドラインを避ける必要がある理由
射出成形のニットラインは、特に表面の外観と部品の強度が重要な懸念事項である場合、望ましくありません。したがって、次の理由でそれらを避ける必要があります。
脆弱性

ウェルドラインは通常、あなたの側で最も弱い領域です。したがって、材料はそのような領域から簡単に分離する可能性があります。パーツが十分な強度を必要とする目的で設計されている場合、ウェルドラインによって引き起こされる脆弱性により、そのような目的を効果的に果たすことができなくなる可能性があります。
たとえば、パーツのネジ穴の周りにニットラインがある場合、穴にネジを打ち込んで締めると、ラインが壊れる可能性があります。
表面の外観を変形させる
ニットラインは、デザインの外観を変形させる可能性があります。魅力的に見えるようにデザインにどれだけ努力しても、1本のニットラインがデザインを変形させる注目点になる可能性があります。
ニットラインをなくすためのヒント
成形プロセス全体で前面を1つにすることで、プラスチック射出成形のウェルドラインをなくすことができます。ラインがしっかりカバーされていることを確認することで、ニットをなくすこともできます。次のヒントは、これを達成するのに役立ちます。
- パーツデザインを変更する
- 成形デザインを変更する
- 成形条件を調整します
パーツデザインを変更する
これを行うには、壁の厚さを増やします。これにより、圧力の伝達が容易になり、溶融温度が高くなります。成形品の壁を厚くすると、樹脂の冷却速度が遅くなる可能性があります。これにより、樹脂が最終的に冷却されて固化する前に、覆われていない部分に広がる時間が長くなります。
ただし、パーツの壁を厚くしすぎないように注意する必要があります。そうした場合、シンクマークが発生する可能性があります。
成形品の厚さの比率を減らすこともできます。より軽い流れで、液体はより広い範囲をより速くカバーします。したがって、ウェルドラインを閉じる必要があります。
ゲートの寸法と位置を調整することもできます。ニットの原因となる部分は、デザインの端からできるだけ離してください。端に近づけすぎると、簡単に壊れてしまう可能性があります。
金型設計を変更する
ゲートとランナーのサイズを大きくすることで、金型の設計を変更できます。また、ウェルドライン射出成形に閉じ込められた空気を排除する必要があります。空気を排除しないと、パーツデザインに未充填部分が作成され、さらに弱くなる可能性があります。ウェルドライン領域にベントを配置することで、閉じ込められた空気を取り除くことができます。
金型の設計を変更する別の方法は、ゲートの設計を変更することです。これにより、ウェルドライン射出成形が不要になるか、高い充填圧力と高温でゲートの近くに確実に形成されます。
成形条件を調整する
プラスチック射出成形でウェルドラインをなくすもう1つの方法は、成形条件を調整することです。条件は、温度、射出速度、射出圧力です。
溶融温度が低い場合、または射出速度と圧力が低い場合は、より目立つウェルドラインが発生する可能性があります。したがって、これらの条件を増やすことで、ウェルドラインをなくすことができます。
結論
完成したプラスチック部品にウェルドラインがあることは、絶対に避けるべき製造上の欠陥です。製品の表面に醜い傷跡を残すだけでなく、壊れやすさの増加などの機能上の欠点もあります。
完成したプラスチック製品が最高品質であり、ウェルドラインがないことを保証するには、RapidDirectが最適です。私たちは常にお客様に満足していただける最高の製造品質と機能品質の部品をお届けします。お問い合わせから12時間以内に、部品製造の費用を見積もる見積もりをお送りします。
また、専門的なDFM分析とモールドフロー分析を提供し、注文ごとに無料で設計フィードバックを送信します。このようにして、製品に欠陥がないことを確認するために設計を最適化できます。
私たちと一緒に、あなたは最高品質の射出成形プラスチックを手に入れます。
複合材料