


CdフリーのCuドープZnInS / ZnSコア/シェルナノ結晶:制御された合成と光物理的特性
要約
ここでは、コロイド非注入法を使用して合成された効率的な組成調整可能なCuドープZnInS / ZnS(コアおよびコア/シェル)コロイドナノ結晶(CNC)を報告します。合成の最初の前駆体は、粉末の形ではなくオレイン酸の形で使用され、ほぼ欠陥のないフォトルミネッセンス(PL)発光をもたらしました。 Zn / In比の変化により、CNCへのCuの取り込み率が調整されます。さまざまなZn / In比を持つこれらの高度に単分散のCuドープZnInSCNCは、可視スペクトルで550〜650nmに調整可能なピーク発光波長を備えています。これらの合成されたCdフリーCNCの量子収率(QY)は、ZnSシェルでコーティングした後、6.0%から65.0%に増加します。ディープトラップ状態とドーパント状態の混合寄与から、主要なドーパント関連のストークスシフト発光のみへの発光を有するCNCは、合成中のさまざまな反応物前駆体の化学量論比を注意深く制御することによって実現されます。この発光のシフトの原因は、定常状態および時間分解蛍光(TRF)分光法の研究を使用して理解されました。概念実証のデモンストレーションとして、これらの青色の励起可能なCuドープZnInS / ZnS CNCは、白色発光(WLE)を生成するために市販の青色LEDと統合されています。これらの非常に効率的なドープCNCの結果の適切な組み合わせにより、3694 Kの色座標温度(CCT)で(0.33、0.31)のCommission Internationale de l'Enclairage(CIE)色座標が得られ、光放射の発光効率が得られました( LER)170 lm / W opt 演色評価数(CRI)は88です。
はじめに
半導体コロイドナノ結晶(CNC)は、可視スペクトル全体でサイズおよび組成に依存する調整可能な発光を含む、その興味深い光学特性により、広く注目を集めています[1,2,3,4,5,6,7,8]。 。ただし、CNC(CdSe、[8] ZnCdS [9、10]、およびZnCdSe [11]など)における重金属(Cd、Pb、Teなど)の固有の毒性は、危険物や高価な原材料。さらに、カドミウム(Cd-)イオンは時間の経過とともに生物学的環境に循環するため、生物学分野での大量消費が制限され[12、13]、CNCまたは量子ドットベースの発光での使用が疑われます。ダイオード(QD-LED)。したがって、実際のアプリケーションで使用するには、環境に優しいCdフリーのナノエミッターを探索することが本質的に必要です。
過去20年間で、遷移金属イオン(Cu 2+ など) 、Mn 2+ )ドープCNCが開発されており、調整可能で効率的なフォトルミネッセンス(PL)発光を示します[14、15、16、17]。ドーパントイオンによって生成される新しい放出経路は、自己吸収またはエネルギー移動を防ぐことができる大きなストークスシフトなどのいくつかの追加の特性をもたらします[18]。さらに、ドープされていないおよびドープされたバイナリCNC(CdSe、ZnSe:Cu、CdS:Cuなど)と比較して、後続の3成分(I / II-III-VI)CNCは、より広いバンドギャップとストークスシフトおよび調整可能な発光を示しますスペクトル[11]。これは主にさまざまな化学カウンターパートの化学量論比に依存します[17]。 Cu:ZnInS [19、20]、Cu:ZnInSe [21]、Ag:ZnInSe [22]、Mn:ZnInS [16]、Mn:CuInS [17]などのさまざまなCdフリードープ三元/四元合金CNCの中で、Mn:CuZnInS [23]、およびMn:AgZnInS [24]、ZnInSは、可視領域での広い直接バンドギャップおよびその他の優れた光学特性により、ホストとして機能する理想的な候補と見なされています[19、20]。 。これらの三元CNCでは、ドーパントイオンがホスト金属イオンに置き換わるか、格子間サイトに留まる可能性があります。さらに、結晶構造の空孔と格子間サイトは、ドーパント原子への経路を提供します[25]。ドーパントイオンの原子半径も、ホストCNCへの拡散に影響を与え、侵入型/置換的にドープされたCNCにつながります[16]。
三元CNCは非常に効率的でストークスシフトされた発光を持っていますが、それらの発光メカニズムの起源は二元ドープCNCとは大きく異なります[9]。これらの三元CNCの主な発光経路は、励起子発光ではなくトラップ支援発光です[26]。これらの三元CNCに可変量のCuドーパントイオンを導入すると、それらが四元CNCに転送され、ストークスシフトが大きく支配的なドーパント誘導放出が発生します。さらに、量子収率(QY)と光安定性を高めるために、CuドープZn-In-Sとの格子不整合が小さい無毒の高バンドギャップ材料(ZnS)をシェルとして使用して、表面トラップ状態を排除し、抑制します。非放射再結合プロセス。過去数年間、可視光が調整可能で効率的なストークスシフト発光のため、これらの無毒なCNCは、色変換アプリケーションのために広く研究されています[20、21、27、28]。しかし、ごく最近、この効率的な放出の起源とさまざまな放出経路の役割、および可変ドーピング量によるそれらの寄与を理解することに焦点を当てた研究がいくつかあります[19、26]。文献では、このストークスシフト放出の起源は、格子間原子と空孔支援ドナー状態の再結合に由来すると主張している[26]。一方、同様のCuドープバイナリおよびターナリCNC(たとえば、Cu:CdSeおよびCu:ZnCdS)は、異なる放出メカニズムを持っていることが示されています。これらのCuドープCNCの場合、ドーパントの放出は、下端(CB)とドーパントの状態の再結合から生じます。さらに、これらのCuドープZnCdSの組成またはバイナリCuドープCdSe CNCのサイズの変化により、伝導帯が低/高エネルギーにシフトし、発光スペクトルが可視領域からNIR領域に調整されます。
この作業では、高効率のCuドープZnInS / ZnSCNCを合成しました。結果として得られるコアCNCは、ディープトラップ、ドーパント、および表面状態に関連する放出からのさまざまな寄与からなる幅広い放出を持っています。コアCNCは、表面トラップ状態の放出を除去するためにZnSシェルによって不動態化されています。さらに、コア合成でのZn / In比の変化は、発光スペクトルを550〜650 nmの可視スペクトルに調整し、さまざまな発光経路の寄与率に大きな影響を与えます。シェル成長手順中に四級CNCのコアにZnイオンをうまく組み込むと、亜鉛空孔関連の発光が完全に排除され、したがって、非常に効率的で支配的なドーパント誘導のストークスシフト発光につながることがわかっています。詳細な光学的研究に基づいて、これらのCuドープ三元CNCの再結合メカニズムが提案され、説明されています。 CuをドープしたZnInSコアCNCでのZnSシェルの成長後、PL QYで最大10倍の増加(つまり、6.0から65.0%)を達成しました。さらに、励起として市販の青色LEDを使用した3つの異なるCuドープCNC(つまり、緑色、黄色、オレンジ色の発光を有する)のさまざまな組み合わせを使用して、白色発光(WLE)の生成を研究しました。最高のWLEパフォーマンスパラメータは、色座標温度(CCT)3694 K、光放射の発光効率(LER)170 lm / W opt 、演色評価数(CRI)88、およびCIE値(0.3330、0.3125)。
メソッド
使用する化学物質
酢酸亜鉛(Zn(OAc) 2 ; 99.99%)、酢酸インジウム(In(OAc) 3 ; 99.99%)、酢酸銅(Cu(OAc) 2 ; 99.99%)、硫黄粉末(S; 99.99%)、ドデカンチオール(DDT; 98%)、オレイン酸(OA; 99%)、オレイルアミン(OAm; 70%)、および1-オクタデセン(ODE; 90%)を購入しましたシグマアルドリッチから。すべての化学物質は、さらに精製することなく使用されました。
ストックソリューションの準備
前駆体のストック溶液は、合成開始前に調製しました。コアNCの合成のために、Zn、In、Cu、およびSのストック溶液を準備しました。亜鉛(Zn)ストック溶液(オレイン酸Zn)は、3つ口フラスコで調製しました。 0.1 MのZnの原液は、0.440 g(2 mmol)のZn(OAc) 2 を溶解して得られました。 18.4mLのODEと1.6mLのOAmに入れ、95°Cで30分間真空下で脱気します。次に、アルゴン(Ar)雰囲気下で、温度を160°Cに上げ、透明な溶液が得られるまで5分間そのままにしました。 0.1 Mのストック溶液を調製する場合、0.584 g(2 mmol)のIn(OAc) 2 14mLのODEと6mLのOAに溶解しました。溶液を95°Cで30分間真空下で脱気しました。次に、Ar雰囲気下で温度を160°Cに上げました。透明な溶液を得るために、溶液を5分間そこに保持しました。 0.01 M Cu原液は、0.010 g(0.05 mmol)のCu(OAc) 2 を溶解して調製しました。 グローブボックス内の80°Cで5.0mLのOAmに入れます。 0.4 M硫黄原液(ODE-S)は、140°Cで攪拌して0.128gの硫黄粉末を10mLのODEに溶解して得られました。 ZnSシェル用のZn原液は、1.756 g(8 mmol)のZn(OAc) 2 を溶解して調製しました。 6mLのOAmと14mLのODEに含まれています。上記の溶液を95°Cで30分間真空下で脱気しました。次に、アルゴン(Ar)雰囲気下で、温度を160°Cに上げ、透明な溶液が得られるまで5分間そのままにしました。次に、これらの前駆体をさらに合成に使用しました。
CuドープZnInSコアCNCの合成
合成はAr雰囲気で行った。通常の手順では、2mLのODEと1mLのDDTを3つ口フラスコに追加しました。それらは、酸素と水を除去するために真空下に保たれた。次に、反応混合物をArでパージした。次に、1mLの0.1M Zn-oleate(0.1 mmol)、1mLの0.1M In-oleate(0.1 mmol)、0.5mLの0.01M Cuストック溶液(0.01 mmol)、および0.5mLの0.4M ODE-S( 0.2ミリモル)溶液をフラスコに加えた。次に、反応混合物を220℃に加熱した。反応混合物は、Arフロー下でこの温度で20分間維持されました。フラスコをウォーターバスに浸し、60°Cに冷却することで反応を停止させました。次に、10ミリリットルのトルエンを混合物に加えた。合成されたままのCNCの沈殿は、トルエン溶液に過剰なエタノールを加え、10000rpmで10分間遠心分離することによって行われました。精製は、CNCの沈殿と再分散を繰り返すことによって行われました。精製されたCNCは、さらなる特性評価のためにトルエンに再分散されました。
コアCNC上へのZnSシェルの堆積
ZnSシェルは、粗銅ドープZnInSCNC上に堆積されました。シェルは、原油コアCNCの20分の成長時間後に開始しました。次に、反応混合物を100℃に冷却し、殻むきプロセスを開始しました。 ZnSシェルの場合、Zn前駆体の0.4Mストック溶液1mLを反応混合物に注入しました。添加が完了した後、反応温度をさらに240°Cまで上げ、シェルを成長させるために20分間そのままにしました。次に、反応混合物を60℃に冷却し、この温度で10mLのトルエンを添加しました。 ZnInS:Cu / ZnSの精製方法は、粗製CNCの精製方法と同様です。
白色発光
異なるドーパント関連のPLピーク位置を有するドープされたコア/シェルCNCを使用して白色発光を生成するために、異なる組成のCNCの混合溶液の固体フィルムを、ドロップキャスティング法を使用して市販の石英ガラスウェーハ上に堆積させた。 。次に、これらの固体フィルムを455 nmで発光する青色LEDに統合し、積分球とOcean Optics Maya2000分光計を使用して光学的特性評価を行いました。白色光の色のプロパティは、社内で作成されたMATLABコード[29]を使用して計算されています。
特性評価
吸収スペクトルは、UV-可視分光光度計(Varian-Cary 100)を使用して記録しました。 CNCのPL発光およびPL励起(PLE)スペクトルは、CaryEclipse蛍光分光光度計で記録されました。合成されたCNCの形状とサイズは、200kVで動作するFEITecnai Osiris透過型電子顕微鏡(TEM)を使用して取得されました。 CNCのX線回折(XRD)パターンは、0.15418nmのCuKα線を備えたXRD分光計によって収集されました。時間分解単一光子計数(TCSPC)システム(Pico-Quant FluoTime 200、Pico-Harp 300)を、時間分解蛍光(TRF)分光測定に使用しました。ピコ秒パルスレーザー(Pico-Quant)を使用し、ポンプ強度を低く保ちました(〜1 nJ / cm 2 )。測定は、室温で石英キュベットを使用して、CNCサンプルの溶液の形で実施されました。 PL減衰曲線を分析するために、デコンボリューションモードでFluo-Fitソフトウェアを使用して、多指数関数的減衰関数をフィッティングしました。合成されたCNCの量子収率(QY)は、deMello法[30]を使用して測定されました。励起波長400nmのキセノンランプを組み込んだモノクロメータ、浜松積分球、Ocean Optics Maya2000分光計を使用しています。
結果と考察
合成されたままのCNCの形態学的および構造的分析は、透過型電子顕微鏡(TEM)およびXRD研究を使用して実行されています。合成されたコアCNC(CuドープZnInS)およびコア/シェル(CuドープZnInS / ZnS)CNCのTEM画像は、それぞれ図1a、bに示されています。 ZnInS:CuのTEM画像(コア、図1a)から、粒子の形状はほぼ球形であり、高度に単分散であることが分析されています。 CNCはZnSシェルの堆積後も単分散のままでしたが、CNCの形状は球形から三角形に変化しました。合成されたコアCNCとコアシェルCNCの平均サイズは、それぞれ2.50nmと4.48nmと推定されています。
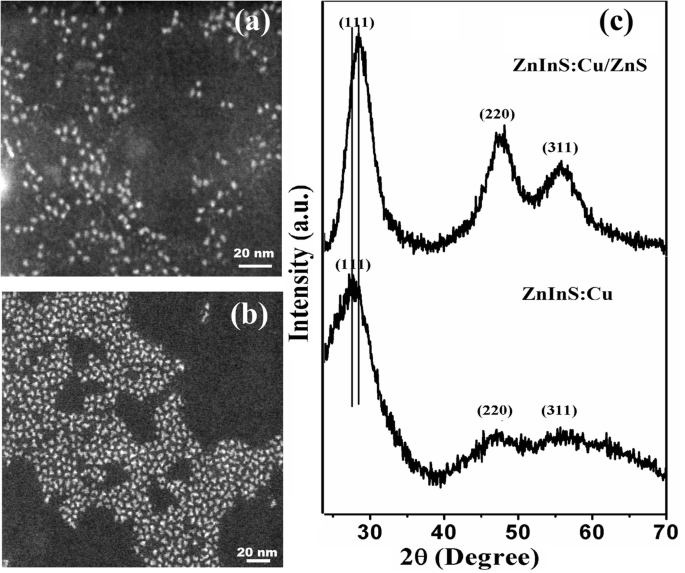
a の透過型電子顕微鏡(TEM)画像 ZnInS:Cu(コア)および b ZnInS:Cu / ZnS(コア/シェル)CNC。 c ZnInS:Cu(コア)およびZnInS:Cu / ZnS(コア/シェル)CNCのX線回折(XRD)パターン
CuをドープしたZnInS(コア)およびZnInS / ZnS(コア/シェル)CNCの幅広いXRDパターンを図1cに示します。特徴的なピークは、立方晶ZnS(JCPDS 77–2100)とIn 2 のピークの間に位置しているため、閃亜鉛鉱型の結晶構造を示しています。 S 3 (JCPDS 05–0731)資料[28、31]。 XRDパターンは、Cuから生じる回折ピークを示していません。これは、ドーピングがホスト合金化NCの結晶構造に相変態をもたらさないことを示唆しています。回折ピークは28.45°、47.42°、55.64°に現れ、それぞれ(111)、(220)、(311)の対応する(hkl)面があります。 CuドープZnInS / ZnSコア/シェルCNCのXRDパターンは、CuドープZnInSコアCNCと比較して、わずかに高い角度にシフトすることが分析されています。これは、CNCにZnイオンが組み込まれていることが原因である可能性があります[20]。 。 Znイオンは、CuおよびInイオンと比較してイオン半径が小さくなります。したがって、CuをドープしたZnInS CNCの回折ピークは、ZnSシェルで不動態化した後、より大きな角度にシフトします。ただし、立方格子パターンは、ZnSシェルの堆積後も維持されます。
合成されたコアのみのCNCとコアシェルCNCの吸収スペクトルとPLスペクトルを図2aに示します。これらのコアのみのCNCは、全体的なPL量子収率(QY)が6.0%の幅広いストークスシフト発光とともに、強い欠陥状態のPL発光を示します。 〜450 nm付近に現れるブロードなピークは、亜鉛格子間欠陥状態(Zn i )に起因する可能性があります。 )および亜鉛空孔( V Zn )CNCで定式化[19]。 〜600 nmでの高度にストークスシフトされた発光は、典型的なCuドーパント誘導放出に似ています[20]。同様のストークスシフト発光は、さまざまなCuドープの2成分および3成分CNCで以前に示されています[18、32、33]。さらに、これらのコアCNC上に大きなバンドギャップ材料であるZnSが堆積されています(図2a)。コアシェルCNCのPL発光スペクトルから明らかなように、450 nmの範囲の広い発光は、ドーパント関連の発光の比例した増加とともに抑制されています。最良の場合、コアCNCにZnSシェルを堆積すると、PL QYが6.0から65.0%に増加します。 ZnSシェルで不動態化した後、Cu状態の寄与が表面欠陥を支配し、状態をトラップします[19]。 ZnSは、ZnInSCNCとの格子不整合が小さくなっています。したがって、ZnSシェルによる不動態化により、段階的なひずみ解放が可能になり、欠陥状態の放出が抑制され、表面トラップ状態が排除されます。 CNCでは、トラップ状態が非放射再結合プロセスの原因となります。したがって、ドープされたコアCNCにバンドギャップの大きいZnSを堆積すると、表面欠陥の寄与が低下し、それによってこれらのドープされたCNCの効率が向上します[19]。さらに、シェルの堆積後、コアのみのCNCに対して、ドーパント関連の発光が青方偏移することが観察されています(図2a)。文献では、シェルの成長段階で、シェルからコア領域への亜鉛イオンの拡散により、三元CNCの有効バンドギャップが増加し、ドーパント放出が青方偏移する可能性があることが示されています[34]。ただし、私たちの場合、ドーパント放出の青方偏移は別として、総積分放出に対して450nm付近の広い放出が大幅に減少しています。したがって、CNCへのZnイオンの拡散が成功すると、 V によって作成された空孔のほとんどが埋められた可能性があります。 Zn 。これらのコアCNCの吸光度スペクトルは、以前のレポート[27、35、36]で観察された典型的なI-III-VI半導体CNCのそれと同様の広い肩を示しました。 ZnSシェルの堆積後の吸収スペクトルは、わずかな青方偏移を示しています。これは、結晶格子へのより多くのZnイオンの取り込みが原因である可能性もあります[34]。この組み込みにより、コアのみのCNCと比較して、コア/シェルのバンドギャップがわずかに広がります(図2の挿入図を参照)。
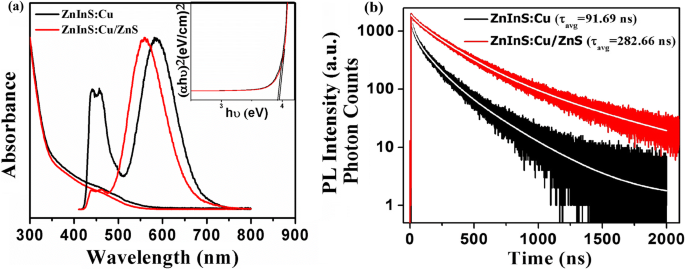
a UV-可視吸収およびPL発光スペクトルと b ZnInS:Cu(コア)およびZnInS:Cu / ZnS(コア/シェル)CNCのPL減衰曲線。 a の挿入図 (αE) 1/2 のバリエーションを示します シェル成長に伴う光子エネルギーの関数として
これらの合成されたCNCの減衰寿命は、FluoTime 200時間相関単一光子計数(TCSPC)装置を使用して記録されました。 PL減衰曲線は、多指数関数的減衰を使用して適合されています(図2b)。 ZnInS:Cu(コア)およびZnInS:Cu / ZnS(コア/シェル)ナノ結晶の600 nmでのPL発光の振幅平均寿命は、それぞれ91.69および282.66nsと計算されています。コア/シェルCNCのCuドーパントは、同様のドープされたコアCNCと比較して約3倍長い平均寿命を提供します。これは、コアCNC上にZnSシェルを堆積することによって表面欠陥状態をうまく除去できることを示唆しています。この結果は、コア/シェルCNCの絶対QYが約10倍に増加することによっても裏付けられています。詳細な寿命分析は、サポート情報に記載されています(追加ファイル1:表S1)。
コロイド量子ドット(CQD)の合成中に、インジウム前駆体の品質が重要な役割を果たすことが観察されています。以前に報告されたワンポット法[20]を使用してCuドープZnInS / ZnS CNCを合成すると、結果のPL発光スペクトルには、より低いエネルギーで長いテールを持つトラップ状態に関連するPL発光が含まれます(図3a)。合成レシピを変更し、オレイン酸インジウム前駆体を他のオレイン酸前駆体と一緒に使用することにより(実験のセクションで説明)、対称的なPL発光ピークが得られ、低エネルギーでのトラップ発光がほぼ完全に排除されます。したがって、ここで説明するすべての提示されたCNCは、この変更されたインジウム前駆体を使用して作成されます。図3bは、ドープされたCNCとドープされていないCNCの吸光度とPL発光スペクトルを示しています。 CuをドープしたZnInSCNCの吸光度スペクトルは、ドープしていないCNCと比較してわずかな青方偏移を示しています。これはおそらく、これらのコア/シェルナノ結晶の粒子サイズの小さな変化が原因である可能性があります[37]。ドープされていないCNCの場合、PL発光は約470nm付近の広い発光ピークで構成されます。文献では、これらのドープされていない三元CNCの同様の広い発光の起源は、亜鉛格子間原子、空孔、およびバンドギャップ内のそれらに関連する深いトラップに関連していると考えられています[26]。図3bでは、CuドープCNCの最良のケースの発光スペクトルも比較されています。ここでは、支配的でストークスシフトされたドーパントによって誘発される効率的な発光の出現とともに、この深いトラップ支援発光のほぼ完全な抑制が観察されます。
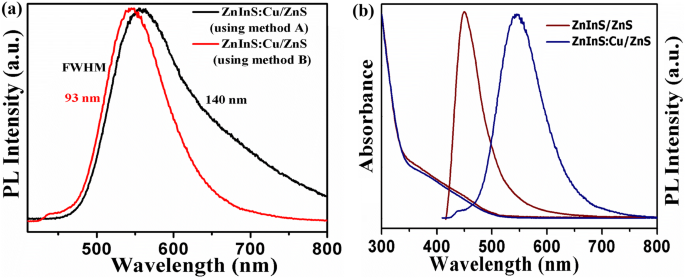
a 方法A(文献で以前に報告された粉末インジウム前駆体を使用)および方法B(この作業で前駆体としてオレイン酸インジウムを使用した修正方法を使用)で合成されたZnInS:Cu / ZnSCNCのPL発光スペクトル。 b ZnInS / ZnS(ドープされていない)およびZnInS:Cu / ZnS(ドープされた)CNCのPL発光スペクトル
さまざまなCu濃度の関数としてのZnInS:Cu / ZnSのUV-可視吸収およびPL発光スペクトルは、追加ファイル1:図S1aおよびS2に示されています。固定されたZn / In濃度は、可変のCuドーパント濃度の影響を研究するために使用されました。 Cu濃度は、PL発光強度とピーク位置に大きな影響を与えることが観察されています。 50.0%の最大PL QYは、2%Cuドーピングで得られました。これは、Cuドーピングが4%に増加すると、わずかに48.0%に減少します。 Cuドーピング率をさらに上げると、欠陥状態が増加し、CNCのQYがさらに低下することが観察されています(追加ファイル1:図S2)。ただし、PLピーク位置のわずかなシフトは、Cu濃度を変化させることによって発生します。これは、異なるCu濃度のCNCのサイズのわずかな変化に起因する可能性があります[38]。
フォトルミネッセンス励起(PLE)分光法を使用して、ZnInS:Cu / ZnSCNCの発光源を理解しました。 PLEスペクトルは、追加ファイル1に示すように、広いドーパント放出のさまざまな発光波長(つまり、ピーク、赤尾、青尾)で300〜600nmの波長領域でドープされたCNCを励起することによって収集されました。 S1b。 PLEスペクトルは、対応する発光波長でスペクトルの違いを示しません。これは、PL発光ピークが単にCuドーパントによるものであることを示しています。これは、ZnInSホストCNCからCuドーパント状態へのエネルギー移動を介して発生します。さらに、コア/シェルCNCのオーバーレイされたPLE、吸収、およびPL発光スペクトルは、追加ファイル1:図S3に示されています。
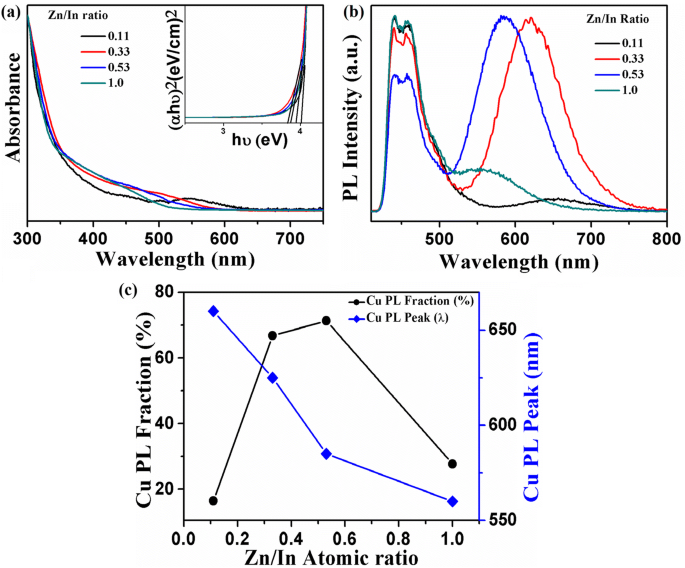
さらに、PLスペクトルは、反応混合物中のZnからInの濃度を変化させることにより、可視領域(緑から赤の領域)で調整されています。 CNCの正規化されたUV-可視スペクトルとPLスペクトルは、それぞれ図4a、bに表示されています。 Zn / In比を変更することにより、ホスト半導体CNCのエネルギー状態が変更され、それがCNCのバンドギャップエネルギーを変更することが検討された。達成されたドープされたZnInS / ZnS CNCは、3.67〜4.02 eVの範囲の調整可能なバンドギャップを示します(図4aの挿入図)。したがって、550〜650nmのコア/シェルCNCのPL発光スペクトルの継続的な調整が達成されました。吸収スペクトルの広い肩は、Zn / Inの化学量論比を増加させることによってかなりの青方偏移を経験するZnInSホストCNCの電子遷移に委ねられています。これは、より高いバンドギャップのZnS(4.5 eV)がより低いバンドギャップのInS(2.44 eV)に含まれていることを明確に示しています。これは、合金化されたZnInSCNCの吸収スペクトルにも反映されています。図4bは、対応するPLスペクトルを示しています。これは、得られたCuドープZnInS / ZnS(コア/シェル)CNCのZn / In化学量論比に対するPLピーク位置の依存性を示しています。半値全幅(FWHM)が約90〜110 nmのコア/シェルCNCからのこの高度にストークスシフトされたPL発光は、ドーパント関連の発光に起因します。 CuのdレベルはCuT 2 に分割されます 状態を示し、結晶格子の価電子帯より上に留まります[39]。ホスト材料の伝導帯の下部に局在する電子は、Cu T 2 に局在する正孔と放射的に再結合します。 価電子帯の上に位置し、この広いCuドーパント放出を引き起こす状態[20、27、32]。しかし、文献では、I-III-VI CNCのこの発光の起源は、伝導帯端より下の空孔/格子間原子支援ドナー状態と価電子帯より上にあるCuドーパント状態の再結合によって提案されています[39]。 。ただし、調整可能なPL発光スペクトルは、ホストCNCのバンドギャップを変更することで実現されています。 PLピーク位置の赤方偏移は、Zn / Inの化学量論比の低下によるもので、CBエッジの位置が変化し、CBエッジとCu状態のエネルギー差が変化する可能性があります。 (図4c)。
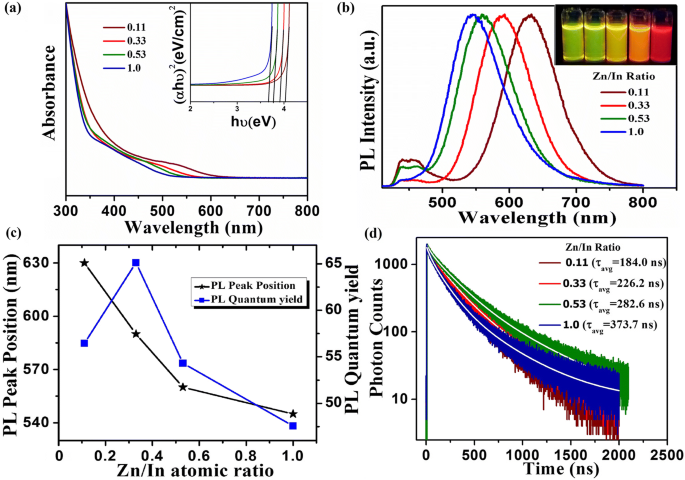
a 紫外可視吸収と b Zn / In化学量論的組成の関数としてのZnInS:Cu / ZnSコア/シェルCNCのフォトルミネッセンススペクトル。 Zn / In比が0.11、0.33、0.53、および1.0のさまざまなサンプルで達成されたQYは、それぞれ56.0、65.0、55.0、および48.0%です。 a の挿入図 は、ZnInS:Cu / ZnSCNCの計算されたエネルギーバンドギャップを示しています。 c Zn / Inの変化に対するPLピーク位置とPL量子収率のシフト。 d さまざまなZn / In比でのZnInS:Cu / ZnSCNCのPL減衰曲線
ドープされたCNCの調整可能な放出挙動をさらに理解するために、さまざまなZn / In比を持つこれらのコアシェルCNCの寿命の減衰が記録されています(図4d)。平均PL寿命は、さまざまなZn / In比を持つサンプルについて、PL発光ピーク波長540、560、590、および630 nmでそれぞれ373.7、282.6、226.2、および184.0 nsと計算されています(追加ファイル1:表S2およびS3)。異なる電荷キャリア再結合経路は、異なるPL減衰寿命をもたらす可能性があります[40]。しかし、文献では、励起子PLバンドエッジと表面トラップ放出は数から数十ナノ秒の範囲のPL寿命を提供します[41]が、私たちの場合の寿命はドープされたCNCでは数百ナノ秒と推定されます。 Zn / In比の増加は、この寿命をさらに延ばします。ドープされたCNCの長いPL寿命は、PL発光がホストCNCの表面状態ではなくCuドーパント遷移に起因することを示しています。異なるバイナリおよびターナリCuドープCNCについても同様の寿命が報告されています[26、32]。ただし、Zn / In比の増加に伴う平均PL寿命の増加は、さまざまなディープトラップ状態の密度の変化とそれらの考えられる寄与によって影響を受けるこの崩壊経路の複雑な性質を示しています。これらのサンプルでは、固定されたCu初期濃度でZn / In比が0.11から1.00に増加しています。文献では、原子価の安定性とイオンサイズのマッチングを考慮することにより、Cuイオンが三元CNC格子のZnサイトを占めることが提案されています[19]。さらに、Zn / In比の増加は、侵入型亜鉛(Zn i )を増加させる可能性があります。 )格子内のイオン。
化学量論比が異なるこれらのCuドープ三元CNCの複雑な発光メカニズムを理解するために、Zn / In比が変化するZnInS:Cu(コア)CNCのUV-可視およびフォトルミネッセンススペクトルを図5a、bに示します。ドーパント放出のピーク位置と対応するバンドギャップを調整することとは別に、ディープトラップ支援放出とドーパント誘導放出の間の寄与率が変化しました(図5c)。文献では、Zn / In比の同様の増加が、CNCへのCuイオンの取り込みを増加させるために提案されており、Zn i からの放射再結合の増加の結果として発光強度が向上します。 およびIn Zn Cu-d状態へのレベル。ただし、この研究では、Zn / In比の減少により、ドーパント(Cu)関連の発光が550nmから650nmにシフトし、ディープトラップ関連の発光(〜450 nm)の発光寄与率が変化することが観察されています。対ドーパント放出(550〜650 nm)。ドーパント発光のピーク波長の大きなシフト(〜100 nm)を除けば、合成中にZn / In比を変更しても、トラップに関連する深い発光ピーク(〜450 nm)のピーク位置に目に見えるシフトはありません(図5b)。したがって、さまざまなZn / In値の場合、この深いトラップ関連の発光(〜450 nm)の原因となる格子間亜鉛および亜鉛空孔のエネルギーは、ホストCNCのバンドギャップ内で変化しません。したがって、以前の文献レポートとは異なり、Zn i (浅い)およびIn Zn レベルはドナー欠陥レベルとして機能し、CuイオンはZnイオンを置換し、CNCの価電子帯より上に留まり、アクセプターレベルとして機能します。放出メカニズムを説明することはできません[26]。バイナリCuドープCdSeCNC [42]およびターナリZn x の場合 Cd 1 − x S [18]、伝導帯エッジのシフトは、Cu関連の放出を調整するために示されています。さらに、図4bに示すように、バンドギャップの大きいZnSを使用したシェルの成長は、Cuの放出をシフトさせ、ドーパント/ディープトラップの放出の放出寄与率に影響を与えることが示されています。ただし、シェルを堆積させても、ディープトラップの放出位置に大きな変化はありません。この結果は、シェルからコア領域へのZnイオンの取り込みがバンドギャップに影響を与え、深いトラップ状態の位置に影響を与えることなく伝導帯(CB)エッジを調整することも示唆しています。したがって、コアCuドープZn-In-SCNCのZn / In値が異なり、コアシェルCNCのシェルからコア領域への亜鉛拡散により、CBエッジの位置が変化し、CBとCuの最低ドーパント状態間のエネルギー差が変化します。その結果、これらの調整可能な発光スペクトルが得られます。
a 紫外可視吸収と b Zn / Inの化学量論的組成の関数としてのZnInS:CuコアCNCのフォトルミネッセンススペクトル。 a の挿入図 は、ZnInS:CuCNCの計算されたエネルギーバンドギャップを示しています。 c さまざまなZn / In比を持つさまざまなCNCの総積分発光に対するCuドーパントPLピーク位置とCu寄与(%)のシフト
コンサートの証明として、緑から赤の領域にPL発光を持つこれらの高効率のCuドープZnInS / ZnS CNCは、幅広いドーパント関連のPL発光を商用と統合することにより、白色発光(WLE)を生成することがテストされています。青色LED。計算されたパラメーターは、取得されたWLEが良好なパフォーマンスを示すことを示しています。また、PL発光スペクトルが広くないため、ドープされていないCNCは低いCRI(<80)値を持っていることがわかりました。ただし、単一タイプのCuドープCNCを使用して製造されたWLEDも、CRIが低くなっています(追加ファイル1:表S4)。さらに、屋内アプリケーション用のWLEDは、特定の要件(CRI> 80、LER> 350 lm / W opt )を満たす必要があります。 、CCT <4500 K)[43]。これらすべての要件を満たすために、CNCのさまざまな組み合わせを使用してWLEを生成しました(表1、追加ファイル1:表S4およびS5にリストされています)。白色発光を得るために、さまざまな波長で発光するCNCのフィルムを、ドロップキャスティング法を使用して市販の石英ガラスウェーハ上に作成し、455nmで発光する青色LEDに統合しました。 25〜500 mAの範囲のさまざまな順方向電流で得られた発光スペクトルは、図6、追加ファイル1:図1および2に示されています。 S4とS5。放出された光の品質を評価するために、表1、追加ファイル1:表S4およびS5に示されているさまざまなデバイスパラメータが計算されました。青色LEDを緑色(G)-、黄色(Y)-、およびオレンジ(O)発光CNCと組み合わせ、G発光CNCの重量を増やす(つまり、G / Y / O比は15)ことが観察されています。 /1/0.75)、他の組み合わせよりも良い結果が得られます。最高のCIE色座標は、CIE 1931色度図で(0.333、0.3125)です。したがって、白色光領域をカバーし、等エネルギー白色点(0.3333、0.3333)に近くなります。 455 nmの青色LEDによるこれらのCNCの吸収が少ないため、大量のG発光CNCが使用されます。図4aは、これらのG発光CNCが、Y発光CNCおよびO発光CNCと比較して、青方偏移した吸収スペクトルを持っていることを示しています。したがって、より多くの量のG発光CNCを使用して、結果として生じる発光スペクトルのグリーン成分を増やしました。ここで重要なのは、これらのCuドープCNCのストークスシフトが大きいため、特定の色(この場合は緑)の成分の量を増やしても、最終的な色の出力が減少することはないということです。負の再吸収効果。
<図>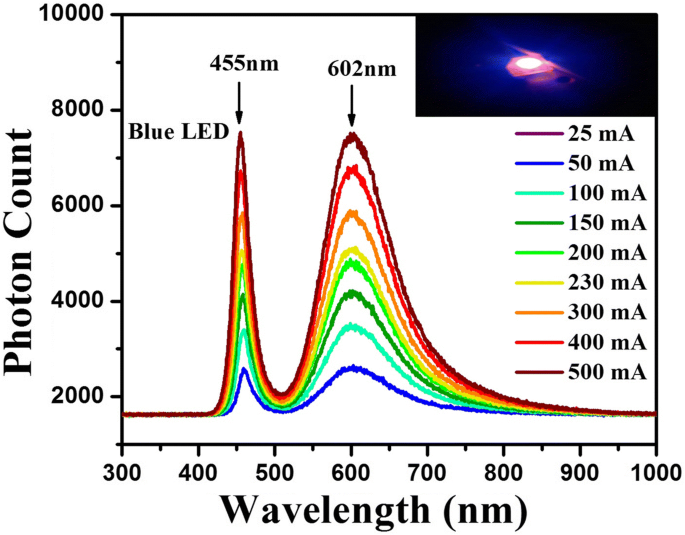
さまざまな電流注入レベルで駆動されるLEDに統合された緑色(G)、黄色(Y)、およびオレンジ(O)発光のZnInS:Cu / ZnSCNCの発光スペクトル
計算されたLERは、170〜200 lm / W opt の範囲でした。 これは、色感度の範囲を定義します。演色性のCQS値は95であり、演色性が優れていることを示しています。 CCT値は3694〜5454 Kです。最高のCRIは88であり、これらが屋内アプリケーションに適していることを示しています。他の組み合わせ(追加ファイル1:表S4およびS5に記載)から取得したデバイスパラメータは最適ではありません。青色LEDでGおよびO発光CNCを使用すると、CIE(0.3128、0.2989)、CCT 6799–6307 K、CRI 87、およびLER 158–165 lm / W opt が得られます。 。次の組み合わせは、青色LEDを備えたG、Y、およびO発光CNCで試されました。これにより、CIE(0.3184、0.3066)、CCT 4114–6337 K、CRI 88、およびLER 160–175 lm / W opt 。したがって、適切なYおよびO放出CNCを備えたG放出CNCの量を増やすことによって重量比を増やすと、グリーンウィンドウの問題が解消されて良好な結果が得られます。多相エミッターベースのWLEDのさまざまな色からのストークスシフト発光強度は、光の質に大きな影響を与えると結論付けています。
結論
高量子収率のCuドープZnInS / ZnS CNCは、変更された合成ルートを使用して合成されています。結果として得られるCNCは、ほぼ欠陥のない対称的な放射を備えています。光学バンドギャップは、Zn / In比の変化によって調整されています(3.67〜4.02 eV)。非常に効率的でストークスシフトされた発光は、緑から赤の領域に変化し、65.0%の高い量子収率を持っています。減衰時間が数百ナノ秒の時間分解PL減衰曲線は、主な発光がドーパントイオンの導入によって達成されることを示しています。さまざまな深いトラップの起源とその密度は、Cu関連の発光の調整に大きな影響を与えないことが示され、ドーパント関連の発光の起源は、さまざまな光学的研究を使用して詳細に理解されています。最後に、さまざまな組み合わせで合成されたG、Y、O、およびR発光CNCを使用して、白色発光を生成しました。最高の白色発光結果は、G、Y、およびO発光CNCを適切な重量比で組み合わせることによって得られます。これらの性能測定基準と詳細な光物理学的研究は、これらのCdフリーのCuドープZnInS / ZnSコア/シェルCNCが照明やディスプレイを含むさまざまなアプリケーションで使用できることを示しています。
略語
- CB:
-
伝導帯
- CCT:
-
色座標温度
- CIE:
-
Commission Internationale de l’Enclairage
- CNC:
-
コロイド状ナノ結晶
- CQD:
-
コロイド量子ドット
- CRI:
-
演色評価数
- FWHM:
-
最大値の半分で全幅
- LER:
-
光放射の発光効率
- PL:
-
フォトルミネッセンス
- PLE:
-
フォトルミネッセンス励起
- QD-LED:
-
量子ドットベースの発光ダイオード
- QY:
-
量子収率
- TCSPC:
-
時間相関単一光子カウント
- TEM:
-
透過型電子顕微鏡
- TRF:
-
時間分解蛍光
- V Zn :
-
亜鉛空孔
- WLE:
-
白色発光
- XRD:
-
X線回折
- Zn i :
-
亜鉛インタースティシャル
ナノマテリアル
- 小さなセレンナノ結晶とナノロッドの容易な合成と光学的性質
- ゾル-ゲル法によるナノ構造シリカ/金-セルロース結合アミノ-POSSハイブリッド複合材料とその特性
- 再吸収抑制タイプII /タイプIZnSe / CdS / ZnSコア/シェル量子ドットの合成と免疫吸着アッセイへのそれらの応用
- リチウムイオン電池用のCr3 +およびF-複合ドーピングを用いたLiNi0.5Mn1.5O4カソード材料の合成と電気化学的性質
- MnХFe3−XО4スピネルの構造的および磁気的特性に及ぼす接触非平衡プラズマの影響
- 水溶性α-NaGdF4/β-NaYF4:Yb、Erコアシェルナノ粒子の合成と発光特性
- 重金属を含まない発光ダイオードに適用するためのInP / ZnSコア/シェル量子ドットのグリーン合成
- ZnOナノ結晶の合成と逆ポリマー太陽電池への応用
- 水溶性硫化アンチモン量子ドットの合成とそれらの光電特性
- 蒸発誘起自己組織化と強化されたガス検知特性によるワームホールのようなメソポーラス酸化スズの容易な合成
- コア/シェルCdSe / ZnS量子ドットフィルムの光励起発光に対する可逆的電気化学的制御