

工業製造
可能であれば、ツールを標準化して、あるマシンから次のマシンまで同じ位置に保ち、ツールチェンジャーに2つの開いた「可変」スポットを残します。 私の最初の提案は、ツールの標準化です。とにかく手動マシンに手動でツールをロードしているので、これは主にCNCショップでの懸念事項です。ツールを標準化する最初のステップは、CAMソフトウェアで実行されます。ツールデータベースを作成する必要があります。私は常にゼロから始めることをお勧めします。ジョブをプログラムし、どのツールが最も一般的であるかを理解すると、全体像が明確になります。使用するツールのみを保持するツールデータベースを作成します。これにより、フィル
1:DATRONデンタルフライスツールの独自の特許取得済みの設計と形状 2:DATRONデンタルフライスツールの寿命と精度 DATRONの歯科用フライス盤の切断面の設計により、今日の競合他社の多くを凌駕する形状とサイズの見事なブレンドが可能になりました。私たちのチームによって作成された精密機器は、クロムコバルト(CoCr)、ジルコニア(ZrO2)、PMMA、WAX、ナノ複合材料、チタンなどの材料でより長い実行時間を可能にします。 メートル単位で測定されたDATRON歯科用フライス盤の稼働時間は、工具あたりのユニット数が多いことを証明しています。たとえば、通常の(非DATRON)チタ

バランスの取れたCNCツールでプログラムを限界まで押し上げます。 バランスの取れたCNCツールは、フライス盤プログラムを最適化する際の考慮事項です。特に、非鉄材料の荒削り、仕上げ、深フライス盤の場合はそうです。 DATRONまたはその他のHSCマシンを使用している場合は、当社のシングルフルートエンドミルの製品ラインに精通している可能性があります。ほとんどの伝統的な機械工は、熱可塑性プラスチックやアクリルなどの柔らかい材料を切断するために単一のフルートエンドミルを利用しますが、DATRON AGの天才は、非鉄材料、特にアルミニウムを粉砕するための単一のフルートのラインを開発しました。高いRPM

製造、特に材料の機械加工の世界では、適切なCNCワークホールドの技術があります。 あなたは価値のある製品や部品のコンセプトとデザインを持っているかもしれません、プログラムは最適な機械と材料で巧みに完了します。しかし、プロセス中に材料を保持する手段がなく、すべての表面で剛性があり、振動がない場合、レースは失われます。 「馬、馬!私の馬の王国!」この見積もりは、すべての機械工、工具および金型メーカー、生産セルスーパーバイザー、プロジェクトおよびプラントマネージャーによって完全に理解されています。材料の保持が不十分で、工具の破損、材料の滑り、高いスクラップ率、機械の損傷の可能性、さらに悪いことにオ
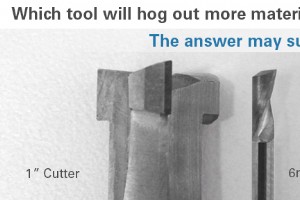
CNCフライス盤に関してバルク材料除去の戦略は、間違った質問をしている可能性があります。 米国北東部の産業用CNC販売のアカウントマネージャーとして、私は定期的に「DATRONマシンに搭載できる最大のツールは何ですか?」と尋ねられます。そして、私はいつもこの質問に答えるのに時間がかかりますが、DATRON高速CNCフライス盤は小さな工具での効率がすべてであるため、少し面倒です!もちろん、この装置にはRPM部門に大きな余裕があるにもかかわらず、より大きな機能やより大きな部品をフライス盤で削る場合、同時に機能と効率が必要であることを理解しています。ほとんどの装置は結局のところ、30 x 40の作

あなたが成長したときにあなたが何をしたいのかを決めようとしていますか?それとも、キャリアパスを変えたいとお考えですか? なぜあなたがここにいるのかは本当に問題ではありません。おそらく、最も進歩的でエキサイティングな業界の1つである機械工場への移行を検討するように説得できることを願っています。私が高校生の時、自動車整備士と機械工場のどちらを選ぶかを考えていたとき、父は機械工場を提案しました。それは彼がやったことであり、機械工場の仕事がたくさんあったからです。ええと、CNCマシンは言うまでもなく、機械加工とは何なのかわかりませんでしたし、興味もありませんでした。代わりにオートショップに申し込みま

あるレベルの機械工場を通過していない、今日見ることができるものはほとんどありません。したがって、機械工場でのキャリアは面白くてやりがいのあるものになる可能性があります。 機械工場でのキャリアの中で現れる可能性のある部品のほんの一部です。 F18射出座席部分、ナイフハンドル、またはスウィズルスティック型を見つけることができますか? 回答: F18射出座席 ナイフハンドル カビ 私は今ホテルの部屋に座っているので、いくつかの例を見てみましょう。このノートパソコン、携帯電話、テレビのリモコン、マンデーナイトフットボー

「CNCプログラムの最適化」–加工プログラムを終了したときに頭の中で聞こえる指示です。そして、あなたが私のようなら、あなたが奴隷になるのは骨の折れるプロセスかもしれません。通常は少し多すぎて、大幅な改善にはならない変更に多くの時間を浪費します。ご存知のとおり、時は金なりです。プログラムを刷新する手間を省きます。 DATRONプログラムの迅速、簡単、効果的な調整のリストは次のとおりです。 CNCプログラムの最適化ヒント1-クーラントをオンのままにします それほど多くは聞こえないかもしれませんが、このゲインは実際に合計することができます。プログラムでクーラントを使用している場合は、ポジショニング
ハードミリングについての言及は、通常、平均的な機械工/プログラマーの不安を与えるのに十分です。ハードミリングは思ったほど怖くないので、Xanaxの友達を救ってください。 再生 ハードミリングの成功には多くの要因が関係しているので、今日はそれらに触れます。私が今日あなたに提供する情報をあなたが取り、さらに学びに行くことを願っています。焼入れ鋼にアプローチする際にできる最善のことは、1つのチップを切断する前に自分自身を教育することです。 ハードミリングで最初に、そしておそらく最も重要な考慮事項は、機械の構造です。ハードミリングで理想的な結果を得るには、高度な減衰能力を備えた非常に剛
DATRONを毎日使用するようになると、かなりクールなものを見ることができます。観察したり、関与したりするクールなものがたくさんあるので、これらのものがどれほどクールであるかについて少し無感覚になる可能性があります。ですから、時々立ち止まって、今までやってきたことを振り返り、少し時間を取って感謝するのは良いことです。この場合、それはハーフトーン彫刻 。 これは読者の皆さんと共有するユニークなトピックかもしれないと思ったので、CNCマシン(できればDATRON!)でできるクールなことを楽しむこともできます。 再生 ハーフトーンとは何ですか? まず、私たちの主題について少し背景を説明しま

それに直面しましょう、いくつかの材料はただ面白くありません。インコネル、硬化鋼、セラミック。誰もがバターのようにカットする素材が好きで、典型的な恐怖はそうでないものに関連しています。そのため、最近、後者のカテゴリの資料が提示されました。ステンレス鋼板ストックから積層シムをフライス盤します。 再生 それで、この難しい仕事に取り組むとき、私は少し身をかがめて、仕事に取り掛かりました。私たちにとって幸運なことに、DATRONのテクノロジーはシムの機械加工に最適です。しかし、なぜですか? 真空ワークホールディングはラミネートシムのフライス盤に最適です 典型的なシム加工フィクスチャは次のよう
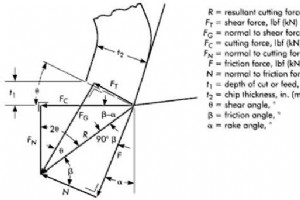
機械工場の数学は、CNCプログラマーや機械工にとって重要な考慮事項です。 私が機械工場で何年にもわたって見た最も一般的な問題の1つは、機械工場の数学、特に送り、速度、および関連する式に関する、すぐに利用できる便利な情報が一般的に不足していることです。 5軸CNCマシンをプログラミングしている場合でも、60年前のニーミルでハンドルを回している場合でも、数字は嘘ではありません。しかし、私が学んだ非常に重要な教訓の1つは、変数を尊重することです。機械工場で使用する一般的な数式は、カットに適切にアプローチするために必要な情報を提供しますが、常にその数値を開始点として扱うことを忘れないでください。

小さなフライス盤を使った高速フライス盤と製造業での適切な使用については、ナットやボルトと同じくらい多くの意見があります。高速フライス盤の利点は、切削負荷と切りくず率を低くして、より良い表面仕上げを実現できることです。高速、高公差、高生産の機械加工の世界では、完璧な部品を作成するために多くのポイントが組み合わされています。 DATRONでは、適切なDATRONマシン構成、最適化された速度と送りを備えた材料保持および切削工具の戦略を推進して、この戦略を定義します。 高速フライス盤で成功するための5つの必需品: 振動のない高速/周波数スピンドル 剛性と振動のないX、Y、Z軸 剛性、完全なサポート、

より小さなモーターと駆動電子機器を備えたエネルギー効率の高いCNCマシンは、製造業者の運用コストを年間数千ドル節約できます。 国際スコアカードによると、ドイツはエネルギー効率で第1位であり、米国は中国、カナダ、インドに次ぐ16の主要経済国の中で13位にランクされています。 北米の企業は、新しい機器を調達する際にエネルギー効率の高いCNCマシンを検討する必要があります。製品の製造に必要なエネルギー量を削減することは、利他的で立派な原因です…そして本当に報われるものです。 北米での製造業は非常に大規模で多様であるため、エネルギーを節約し、お金を節約するためのすべての機会を説明することは不

DATRON Dynamicsの社長として、DATRON AG(DATRON CNC Machinesのメーカー)がどのように始まったのかとよく聞かれます。会社の歴史または起源は会社の性格を定義し、製品への投資を決定する際の重要な情報です。簡単に言えば、DATRONは偶然に工作機械事業に参入しました。 1969年、DATRON AG(または当時のDatron Electronic)は、電子センサーおよび測定システムのメーカーとして認められました。彼らは、燃料消費量の流量測定と組み合わせて、自動車の非接触光学速度および加速装置のラインを製造しました。また、プリント回路基板の設計、制御システム、
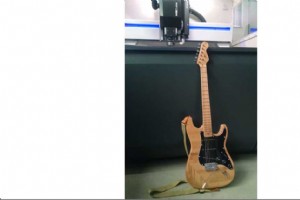
DATRONAGの従業員であるMarcReisは、DATRONM8Cube高速フライス盤を使用してCNCギターを製造しました。このCNCギターは、フェンダーストラトキャスターのレプリカで、ボディ、ネック、電子機器のポケット、フレットインレイ、チューナースルーホールがすべて、ドイツのDATRONAG製のこの高速CNCフライス盤でフライス盤されています。 CNCギターフライス盤のビデオ このCNCギターフライス盤プロジェクトでは、マークは、機械加工中にギター本体を保持するために使用される真空テーブルのワークホールディングなど、DATRONのユニークな機能の多くを活用することができました。 DAT

コンビネーション切削工具–DATRONミリングスレッドミル つまり、マシンのパーツを一定の速度でクランクアウトしていることになります。注文は処理されており、上司は満足しています。人生は良いです。 しかし、あなたが私のようであるなら、あなたはまだ救われることができる秒にわたって苦しんでいます。サイクルタイムを短縮し、表面仕上げの品質を向上させる動的設定の利点については前に説明しましたが、それではどうでしょうか。プロセスの時間を節約する確実な方法の1つは、ツールの変更を減らすことです。ツールの変更を最小限に抑えるために操作の順序を整理した後、状況は改善されましたが、1つではなく2つのツー

DATRONM8とDATRONM8Cube DATRONは、10年以上にわたり、M8ガントリースタイルの機械加工システムの設置で非常に成功した歴史を持っています。この革新的な機械は、1,000台近くの機械の設置ベースを持ち、DATRONを高速CNC機械加工システムの業界リーダーにする責任がありました。ドイツにあるDATRONの有能な研究開発チームは、M8の顧客のインストールベースと緊密に協力して、次世代のマシンの包括的なウィッシュリストを作成しました。 2012年の秋に、新しいM8Cubeの導入により、これらの共同作業のすべてのハードワークに応えました。 2012年の夏に初めて機械が紹介

DCグラフィックス は、94年にKevin Brandonによって設立され、現在は社長のEugeneProhaskeと副社長のKristineBrandonによって運営されており、彫刻業界で長い歴史があります。ユージーンは情熱的な彫刻家であり、包装業界向けの彫刻で30年以上の経験があります。彼は当初、1983年に父親の会社であるStyleart Engravingで彫刻事業を開始しました。父親が1994年に退職した後、ユージーンはパートナーと一緒にマンハッタンでHAPEngravingという独自の事業を開始しました。彼らは彼がDCグラフィックスに来た2010年まで営業していました。ユージーンは

絶対移動と増分移動 絶対運動とインクリメンタル運動? これらは、機械工場で耳にする、または使用する2つの用語であり、その違いをよく理解していない人がたくさんいます。私が顧客の店にいて、新しいマシンで彼らを訓練しているとき、その違いが何であるかを知らない人がどれほどいるのか、私には少し驚きます。誤解しないでください。知らなくても問題はありません。結局のところ、すでに知っていれば、今はこれを読んでいないので、私の存在は無意味になります。 私の経験では、絶対的な動きと漸進的な動きの違いを伝える方法がいくつかあります。機械の動きに関しては、次のように簡単に説明します。 絶対 動きは座標に移動しま
CNCマシン



![[ケーススタディ] Water IQInternationalがIXONCloudで市場での地位をどのように強化したか](https://www.mfgrobots.com/article/uploadfiles/202112/2021122311150220_S.png)
