工業製造
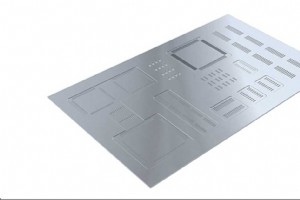
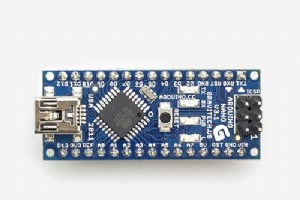
電子機器がどんどん小さくなっていることは間違いありません。その結果、プリント回路基板(PCB)のような電気機械部品は、より小さなサイズで製造する必要があります。そのため、ステップステンシル(ステンシル印刷用)の需要が高まっており、複雑なディテールを作成するための精度と精度が求められています。この記事では、ステップステンシルフライス盤と、レーザー切断と化学エッチングの両方に対するこのプロセスの利点について説明します。 再生 ステップステンシルに慣れていない場合は、はんだペースト印刷プロセス中にプリント回路基板の特定のコンポーネントまたは機能に適用されるはんだペーストの量を制御するのに役

私は購買エージェントなので、ブログを書くことはあまりありません。しかし、CNC工作機械事業では、資本設備や切削工具の購入に関して、あなたを助け、時間を節約するのに役立つ経験があります。この場合、お客様の用途に最適な完璧な彫刻ツールの購入方法をお伝えしたいと思います。これは、DATRON切削工具と当社のプロセスに多少偏っている可能性がありますが、ほとんどの彫刻工具に適用されるいくつかの優れた一般情報がここにあります。 再生 彫刻ツールを注文するときに知っておくべきこと 彫刻ツールを注文するために電話をかけるとき、ここにあなたが提供する準備をしなければならないいくつかの基本的な情報があり

機械工が印刷物を手に入れてこれを見るときよりも好きなものはほとんどありません:+/-0.005インチ。 1000分の1インチを保持することは、優れた機械工にとって子供の遊びです。目を閉じて部品を粉砕することもできます。しかし、それからもう少し厳しい仕事があります。さらにゼロを追加すると、0.0005インチになります。汝の10分の5を保持することは、まったく別の話です。人間の髪の毛と白血球の太さの違いです。厳しい公差を維持することになると、部品を仕様に保つことができるいくつかの推奨事項があります。 1。厳しい公差を保持するためのスピンドルウォームアップ ウォームアップルーチンを実行する–
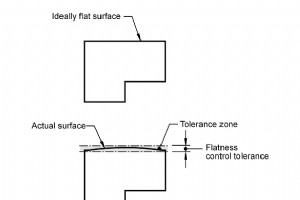
一貫した切り込みの深さを確保する4つの方法(平らではない表面でも): CNCに関する限り、世界はすべて太陽の光とバラです。切削工具がたわんだり摩耗したりすることはなく、固定具は剛性があり振動がなく、ワークピースの表面は完全に平らです。しかし、現実の世界で灰白質を持っている私たちの人々は、状況の真実は完璧ではないことを知っています–ツールが摩耗し、器具が曲がり、そしてあなたが切断しようとしているその表面は、良い地球自体とほぼ同じくらい平らです。 再生 上の動画ですべてを説明しています! #rapiddtmのビデオ提供–Facebookでアクセスしてください! 私たちのブログをフォ

DATRONアプリケーション技術者に彼らのお気に入りの切削工具を尋ねると、この答えが得られる可能性が高くなります:モノブロック切削工具(別名モノブロック)。 再生 私たちの高RPMスピンドルの世界では、モノブロック切削工具が王様です。業界のリーダーであるBig-Kaiserと共同開発されたモノブロックは、20mmのダブルフルート、インデックス可能なインサートカッターであり、多くの才能のあるツールです。 モノブロック切削工具を際立たせるものは何ですか? 1.剛性の高い設計–モノブロック切削工具は、クランプするシャンクがないという点で標準の工具とは異なります–工具と工具ホルダーは1つで

これは、ブログ投稿にとって奇妙なトピックのように思えるかもしれません。バリ、本当に? Snorefest、私は正しいですか?私は理解しています、私を信じてください。次の投稿に進む前に、1つ質問させてください。部品が機械から外れた後、部品はどうしますか。あなたがそれらを洗うあなたのクーラントに応じて、それから彼らは検査に行く準備ができていますか?いいえ、10回のうち9回はそうではありません。部品が機械から外れると、ほとんどの場合、何らかの形のバリ取り操作が行われます。もちろん、プログラマーがプログラム内のバリ取り操作としてあなたの側に小さな面取りを含めない限り。いずれにせよ、単一の遍在する機能を

動的ツールパスは決して新しい概念ではありません。多くの機械工が、機械加工の目標を達成するために、長い間、軽い深さ(アキシャル)カットと重い側面(ラジアル)カットを使用してきた非常に良い理由があります。 25年以上業界に携わってきた機械工なら誰でも、CNCが少数派だった日のことを覚えています。現在のCAMソフトウェアは、非常に複雑で時間のかかるプログラムと精度を可能にします。ブリッジポートのハンドルを回すとき、10%のステップを維持するか、特定のチップ負荷を動的な動きを伴うと不可能にします。 600,000行のGコードプログラムの手書きとパンチングテープを想像できますか?完了しましたが、確かに効

皆さん、今日は複数の形式でのスレッド化についてお話します。ほとんどの場合、さまざまな種類のねじ切り/成形の経験について説明します。そのため、大量の技術情報をお探しの場合はお詫び申し上げますが、ねじ切りに関しては非常に多くの変数があります。スレッド形成の各タイプについて、より技術的なブログを書いてください。今のところ、私の経験と意見に基づいて、スレッドの切断の概要を説明します。私は知っています、意見は…まあ、あなたはそれを理解します、ただ私と一緒にいてください、そしてうまくいけば私はいくつかの洞察を提供することができます。 再生 何よりもまず、タップをカットしました。私の経験では、カット

穴やポケットをフライス盤で削った後、カットの下部よりも上部の方が大きいのはなぜか疑問に思ったことはありませんか?または、ゲージピンが穴の最初にぴったりとはまりますが、完全には通らないのはなぜですか?簡単な答えは工具のたわみです。すべてが曲がります。そして、私はすべてを意味します。工具のたわみは、どこにでもあるがほとんど理解されていない問題です。それはあなたのせいではないので、私の仲間の機械工を心配しないでください!工具のたわみをなくすことはできず、それを制御して最小化するだけです。知識は力であり、この投稿の終わりまでに、ツールのたわみの原因と考えられる解決策についての実用的な知識が得られること

変数を制御する 重要なのは、CNCマシン、ソフトウェア、ツール、またはエゴがどれほど洗練されていても、常に調整を行う必要があるということです。時にはマイナー、時にはメジャー。それはすべてあなたが何をしているのか、そしてあなたがそれをどのようにやっているのかに依存します。機械加工には無数の変数が関係しているので、それらすべてに触れることすらしません。ゲームの名前は、毎回一貫した結果を得るために、これらの変数を排除するか、少なくとも制御することです。月曜日の朝に新しい仕事を始めたとしましょう。このジョブは8つのツールを使用し、約2時間かかります。ツールは月曜日の終日うまく機能し、火曜日の朝に来る

アディティブマニュファクチャリングと3Dプリンターが最近非常に話題になっているため、ラピッドプロトタイピングにとってミリングなどのサブトラクティブプロセスが依然として非常に重要である理由を覚えておくことが重要です。ただし、最初に、アディティブラピッドプロトタイピング(または直接デジタルマニュファクチャリング)の利点と制限のいくつかを調べてみましょう。 アディティブラピッドプロトタイピングの利点 アディティブラピッドプロトタイピングのプロセスでは、液体樹脂などの材料を層ごとに結合して融合し、モデルデータから3Dオブジェクトを生成します。相加的ラピッドプロトタイピングは一般的に単純で、比較的安価
コンピューター制御のフライス盤の世界では、作業範囲と精度に関しては常に理解があります。位置の精度と再現性に関しては、機械がこれまでになく少ない数値を達成できるようになると、サイズが大きくなります。作業範囲の(したがって、機械に物理的に収まることができる最大の部分)を下げる必要があります。さて、他の経験則と同様に、これには例外がありますが、これらの例外には、一般的に1つの重要な注意点があります。線形目盛り付きのDATRONMLCubeLS大判フライス盤を入力してください。 再生 この慣習が標準になった正当な理由はたくさんあります。ボールねじ駆動の工作機械では、非常にタイトなピッチのボー

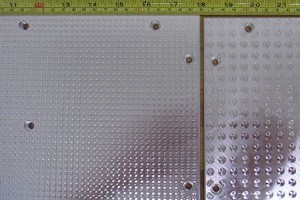
しかし、Ellis&Ellisで彼らが行うすべてがそれほど大きいわけではありません。道案内標識や建築標識に必要な点字を例にとってみましょう。これは、位置や触覚の高さなどの要素についてADAに準拠している必要がある小さな標識でよく行われる複雑な作業です。点字は、さまざまなプロセスを使用して作成できます。たとえば、フォトポリマー点字は、紫外線と化学プロセスを使用して、ネガティブスペースマテリアルを除去します。対照的に、ラスター点字を使用したルートインプレースは、小さなアクリルビーズを事前に開けた穴に機械的に押し込むプロセスです。 ADA準拠の点字によるサイン彫刻 これらのプロセスの両方を試した後

質問:「ドリルまたはエンドミルを使用する必要がありますか?」 回答: 達成しようとしていることによって異なります。 再生 ドリルとエンドミルを使用する場合 ドリルvs.エンドミル?たくさんの穴を開ける必要がある場合は、おそらくドリルが最適です。 直径1.5mm未満などの非常に小さな穴を開ける場合は、ドリルを使用してください。 1.5mm未満のエンドミルはますます壊れやすくなり、その後、ドリルのように積極的に稼働することはできなくなります。 穴の直径の4倍を超える非常に深い穴を開ける必要がある場合は、ドリルを選択してください。この時点を過ぎると、エンドミルを使用する
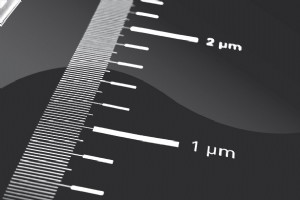
ですから、マイクロドリリングは私の得意分野ではありませんでした。私はたくさんの穴あけをしましたが、1/64番目よりずっと小さいものは決してありません とか、ぐらい。友よ、あなたもそのクラブの一員だったとしたら、今まで経験したことのない掘削の世界が他にもあり、かなり驚くべきことが起こっています。私がマイクロドリルで行った最近の研究のいくつかは非常に目を見張るものがあり、現在取り組んでいるプロジェクトは私のキャリアの中で最も挑戦的なものの1つであり、すべて人間の髪の毛よりわずかに大きい穴を開けることです。注意すべき点の多くと、独自の研究プロジェクトを開始するための基本的なパラメーターについて説明し

安全を確保しますか? どうぞ。目を転がす。今すぐ邪魔にならないようにしてください。私たちは皆、ひどい演技と偽の血を使った安っぽい安全映画を見てきました。でも心配しないでください、これはそうではありません–私は素晴らしい俳優です。真面目な話ですが、授業を受けました。 私のお気に入りの基本的なルールから始めてみませんか。運転中にそれを行わない場合は、機械加工中にそれを行わないでください。マシンの実行中は、寝たり、食べたり、アルコール飲料を飲んだり、薬物を使用したり、おばあちゃんに電話したり、仲間にテキストを送信したり、安全でない車線変更を行ったりしないでください。ハイエンドのCNCであろうとエン

コネチカット州スタッフォードスプリングスのウィリントンネームプレートは、航空宇宙および防衛からジレットスタジアムまで、幅広い顧客向けに金属製の刻印ネームプレートと識別タグを製造しています。実際には、「CasadeBrady」のすべてのシートタグを製造しています。金属製のネームプレートとIDタグは、アルミニウム、真ちゅう、ステンレス鋼などのさまざまな素材で作られています。 再生 Willington Nameplateは、50年以上前にMarcel Goepfertによって設立され、1990年以来、息子のMike Goepfertによって日々の業務が行われています。それ以来、多くの変化と
AUTODESK Fusion 360 CAMチャレンジという適切な名前が付けられた参加者は、キーチェーンにされたFusionロゴを作成するように求められました。オートデスクは、すべての参加者にソフトウェアで同じファイルを提供しました。 Autodesk Fusion 360CAMチャレンジには3つの要件しかありませんでした: AutodeskFusion360を使用してプログラミングする パーツをプログラミングしている自分の写真を撮ります 最終的な最終製品の写真を提供する Autodesk Fusion 360 CAMチャレンジのすべての参加者は、サンプルパーツを完成させ、写真

端または端で機械加工を必要とする長い部品に直面するとき、それは常に挑戦です。同様に難しいのは、大部分の側面を機械加工する必要がある場合です。あなたの施設が、そのような部品を機械ベッドの上の作業ボリューム内に取り付けるのに十分な大きさの工作機械を備えていない限り、あなたはほとんど運が悪いです。特大の部品を収容するのに十分な物理的大きさの機械を使用している場合でも、部品の固定または取り付けは非常に困難な場合があります。従来、ガントリースタイルのマシンやルータースタイルのマシンは、橋の下のクリアランスが限られているため、すぐに失格になります。そのマシンがDATRONM8Cubeでない限り。 再生
したがって、このブログを読んだり、当社のWebサイトをクルージングしたりしている場合は、非常に高性能なCNC真空テーブルを製造していることをご存知だと思います。ラピッドプロトタイピング、看板、フロントパネルなど、多くの業界で必須の備品です。真空テーブルが真に輝く場所は、非常に小さな部品を保持していることです。 再生 私はかつて、見込み客向けに、厚さ0.020インチのアルミニウムの12インチx18インチのシート全体を真空テーブルから飛ばさずに6mmのディスクにカットできることを示すデモを行いました。例として、以下のビデオを参照してください。これらの小さな部品の周囲の最後のカットがシート
CNCマシン