工業製造
DATRONチームに参加する可能性のある候補者に面接するとき、私は通常、「なぜDATRONを始めたのですか?」、「競合他社は誰ですか?」、「401Kプランを提供していますか?」などの一般的な質問に直面します。答えるのがやや難しい一般的な質問の1つは、「なぜ企業はDATRONを購入するのか」ということです。これは非常に良い質問です…しかし、答えは複雑です。過去22年間にシステムを購入したお客様を見ると、ほとんどの場合、1つだけでなく、さまざまな理由で当社のテクノロジーを決定しています。これは私に考えさせられました、あなたがDATRONフライス盤を買うことを考慮すべきトップ10の理由は何ですか?誰

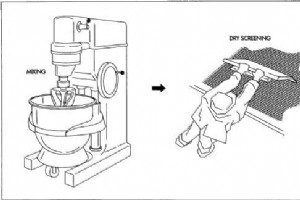
同社は60人以上の従業員を雇用しており、フラットベッドプリンター、UVロールツーロールプリンター、エッジベンダー、テーブルソー、ドラムサンダーなどの設備を備えています。それらが生成する大判グラフィックスおよびパネルの多くの製造には、多くの場合シート材料の形で多種多様な基板を切断することが含まれます。そのため、1980年代後半に、彼らはCNCマシンを購入した地域で最初の会社でした。その機械は、もともとプラズマ切断用に設計されたガントリースタイルのCybermationであったため、非常に剛性が高く、Expographiqの産業用耐久性のニーズを満たしていました。 2000年代初頭、彼らは25

Hytechは、薄膜プラスチックの熱成形、エンボス加工、およびトリミングのためのソリューションを提供します。彼らの焦点は主に、正確なグラフィック登録を必要とする薄膜プラスチック部品にあります。 Hytech成形プロセスが他の従来の成形プロセスよりも優れている非グラフィックアプリケーションもあります。彼らの特許技術は、自動車、電化製品、医療、航空宇宙、軍事産業のOEMによって利用されています。 特許取得済みのプロセスの開発と熱成形およびマッチメタルトリムダイの進歩 現在、Hytechは米国とヨーロッパに生産サービスと工具を提供する製造施設を持ち、アリゾナ州フェニックスにある米国本社からプロセス開

私の息子は、ニューハンプシャー州のパウタカウェイ州立公園でのキャンプ旅行中に彼の新しいスカウト部隊に紹介されたとき、カブスを卒業してスカウトに行きました。私は週末の外出を手伝うことを志願し、それは素晴らしい経験になるだろうと思い、息子と一緒に時間を過ごし、彼が加わったばかりの軍隊に会いました。今日のビジネスの管理方法に影響を与える貴重なリーダーシップスキルを学ぶとは思っていませんでした。 私たちが到着した直後、私は親の指導者から、いくつかの白樺の木がこの平らな場所にテントを張るように言われました。私の息子は、数百ヤード離れた丘の上に他のスカウトと一緒にキャンプをセットアップします。私は息子を
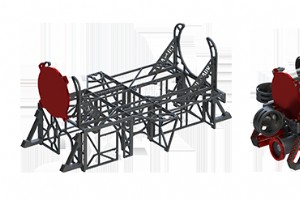
DATRONの使命は、「お客様、従業員、そして私たちの周りのコミュニティの生活を豊かにする品質とパートナーシップを約束する完全なソリューションを提供すること」です。過去2年間、そのコミュニティの側面には、コーネル大学のロボット工学チーム向けの自律型水中ビークル(AUV)部品の製造が含まれていました。 Cornell AUVチームには、7勝のRoboSub競争の長い歴史があります。 AUV製造用の機械加工とWaterJet チームは、最新の設計の部品を製造しているときに、部品の製造に使用されたウォータージェットプロセスに時間がかかり、必要以上に精度が低いと感じました。 Mechanic

DATRONの場合、オートデスクはドイツのDATRON AGと直接連携し、M8Cubeなどのマシンで使用されるDATRON「次の」制御ソフトウェアのMCRおよびSIMPLポスト、およびDATRON専用のポストプロセッサを作成しました。 C55軸マシン。 オートデスクとDATRONのコラボレーションの結果 その結果、DATRONのお客様は、DATRON高速フライス盤とシームレスに連携するため、Fusion360、InventorHSM、またはHSMWorksを高い信頼性で使用できます。そのため、アプリケーション技術者の多くはFusion 360を頻繁に推奨しています…それは、箱から出してすぐに

1984年、工業デザインの学位を取得して大学を卒業すると、家業に従事し始めました。大企業のオフィスや小売店のショッピングモール向けに、建築看板や経路探索システムを製造しました。私は、生産で使用される製造慣行とともに製品開発に取り組んでいました。 1995年、私は公共のディスプレイに収納された電子タッチスクリーンを使用するプロジェクトに参加しました。このハウジングには、多くの小さな溝、ポケット、ドリル穴とタップ穴、および彫刻が施された大判1/8インチのアルミニウムシートが必要でした。これは困難な製造上の課題であり、私の人生を永遠に変える機会になりました。 迅速な設計変更に十分な柔軟性を

私は過去数か月にわたって大企業と緊密に協力して、ロールマーキングダイを作成するための高度に自動化されたシステムを開発するという明確な名誉を持っています。先に進む前に、「ロールマーキングダイとは何ですか?」と言っているかもしれません。 DATRON高速フライス盤で加工されたシリアル番号付きのスチールロールマーキングダイ。 ロールマーキングダイとは何ですか? マーキングダイ(ロールまたはその他)は、製造プロセス中に部品に情報をスタンプするために使用されます。それらは、ハードウェアや銃器から自動車まで、あらゆる種類の産業で使用されています。会社がドアの外に出るすべての部品にエンボス加工されたロゴ、

ワークピースのセットアップは、CNCの世界で長い道のりを歩んできました。エッジファインダーとウィグラーは、かつてはすべての機械工場で一般的でしたが、現在では、エッジファインダーとウィグラーを使用している現世代の機械工を見つけるのは難しいでしょう。電子レニショーユニットであれ、より基本的なハイマーダイヤルインジケーターであれ、タッチプローブが標準になっています。しかし、間違いなく、これらのツールを適切に使用するには、まだ多くのスキルが必要です。業界の誰かに聞いてみると、なぜこのようなグラフィックが出回っているのかすぐにわかります: ワークピースセットアップのプロービング では、ワークピー

ハドソンボートワークスは、オンタリオ州ロンドンを拠点とするローイングレーシングシェルメーカーです。ジャック・コフランと彼の義理の兄弟であるヒュー・ハドソンは、1981年に会社を設立しました。ハドソンはカナダ代表チームの公式ボートメーカーであり、1984年以来84の世界メダルとオリンピックメダルを獲得しています。 2007年3月、ハドソンボートワークスは「シャーク」シリーズのボートの生産を開始しました。彼らのグレートホワイト1xおよびハンマーヘッド8+シェルは、現在、スティーブキリング(カナダ海軍建築家)によって設計されています。これらのなめらかなボートは、漕ぎ手にとってより速く、より安定して

大手メーカーが高速機械加工を追加して、スライドアセンブリ用のレールを作成します。 Haydon Kerkは、AMETEKのAdvanced Motion Solutionsグループの内部メンバーであり、あらゆるコンポーネントと精密モーションコントロールシステムの製造に注力しています。これには、リニアアクチュエータ、親ねじとナット、リニアレールとガイド、ドライブ、モーター、その他のコンポーネントが含まれます。ニューハンプシャー州ミルフォードのKerkProductsDivisionは、特許を取得した改良されたバックラッシュ防止親ねじの設計に基づいて、1970年代にKenとKeithErickso

大学を卒業して1年も経っていません。私は、CNCメーカーで働いており、大学のメーカースペースの大使を務めています。誤解しないでください。私はこれに感謝し、満足していますが、「どうやってここにたどり着いたのか」と思うこともあります。そのメーカースペースとのミーティングから戻ったばかりだったので、このポジションへの道を面白い話だと思う人のために、自分の足跡をたどってブログに書くことにしました。 UNH InterOperability Lab(UNH IOL)は、すべての学生が既成概念にとらわれずに考え、起業家精神を試すことを奨励する大学のメーカースペースです。 では、どうやって自分の道を見つ

高速DTM 2002年にティム・アラード社長によってワンマンショップとして設立されました。 Hitchiner Manufacturingのような大企業で働いた後、彼は、高速Roku Roku、ハイデンハインコントロールを備えた5軸Hermleマシン、およびいくつかのハイエンドMakinoを含む、印象的な一連の機器で機械工としてのスキルを磨く機会がありました。しかし、当初、彼は自分の会社で主にエンジニアリング作業を行っており、最初に購入した機器はCMMマシンでした。 アラードは次のように説明しています。「私は、他の人とは逆の品質面からビジネスを構築すると考えました。 ISO認定を取得できた
CNCスピンドルの修理または交換?答えはどちらでもないかもしれません。私の見方では、DATRONはスピンドル交換プログラムの形でより優れたソリューションを提供しています。このブログを使用して、その仕組みを説明したいと思います。 CNCスピンドルの修理には時間がかかり、スピンドルの交換には費用がかかります! スピンドルはCNCフライス盤の心臓部であると言っても過言ではありません。それは「血液を送り続ける」か、少なくともチップを飛ばし続けます。スピンドルがないと、マシンがダウンします…そして、ダウンしたマシンは、多くの場合、貴重な時間とお金が無駄になっていることを意味します。無駄になっ

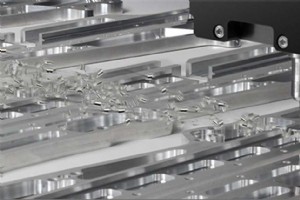
誰かがフラッドクーラントなしでフライス盤がどのように機能するかについて頭を包み込もうとしているとき、私はいつも質問を受けます–そのチップはどうですか?これは公正な質問であり、フライス盤プロセスでチップがどれだけ蓄積されるか、また工作機械からチップをクリーンアップまたはクリーンアップするためにどれだけの作業が必要かを考えると、重要な質問です。このブログ投稿では、切削が完了するとすぐにクーラントが細かい霧の中に噴霧されて蒸発するフライス盤プロセスで作成された削りくずで何が起こるかを正確に説明します。 チップの蓄積とフライス盤への影響 フラッドクーラントの主な機能の1つは、切削自体の明らかな
機械加工戦略に関するこのブログは、ここDATRONのアプリケーションプロジェクトマネージャーで行ったシングルフルートエンドミルウェビナーに基づいています。そのウェビナーのビデオは、ここで詳述されている戦略で粉砕された部分と同様に、以下にあります。ウェビナーとこの投稿の両方のポイントは、シングルフルートエンドミルが、ハースのような従来のVMCを実行しているか、高速で実行しているかに関係なく、すべての機械工のツールボックスにあるはずの「ユーティリティ」切削工具であることを証明することです。 DATRONのようなマシニングセンター。そのために、ウェビナーの一部として行われたライブミリングのデモンスト

機械工はいつも私に尋ねます、「私はいつ速く行くべきですか、そしていつ私は単一のフルートエンドミルで遅く行くべきですか?」 ご想像のとおり、シングルフルートエンドミルの送り速度に関してはさまざまな要因がありますが、それを分解してみましょう。 再生 DATRONシングルフルートエンドミル:効率的な切りくず排出と高い送り速度に優れています。 シングルフルートエンドミルの送り速度が遅い 遅い(60インチ/分)–仕上げ–床や壁の仕上げに並外れた品質が必要な場合は、機械の速度を落とし、細かい切りくずを取り、カッターの負荷/カッターのたわみを減らすのに役立ちます。 シングルフルートエンドミ

過去20年間、当社は製品の効率と品質を向上させる高速機械加工システムの実装に基づいて事業を構築してきました。私たちの評判は、過去20年間に蓄積したサクセスストーリーとリファレンス企業で成長しました。確かに、DATRONフライス盤システムは、実装を成功させるための方程式のほんの一部にすぎません。もう1つは、機械の設置が完了した後のCNCオペレーターです。 適切なCNCオペレーターの選択が成功に不可欠である理由 工作機械の販売代理店として、ニーズに合った適切な機械構成を確保するだけでなく、適切なCNCオペレーターをDATRON機械に割り当てることにより、設備投資を活用する準備ができていることを確

1985年、ダニーストリップペルホフは、彼の祖父が1943年にケンタッキー州ジョージタウンに設立したビジネスのパートナーになりました。現在、彼は Carbide Products、Inc.の日常業務を監督しています。 社長兼最高経営責任者として。 1987年に、創設者の孫の1人であるPaul Strippelhoffが事業に加わり、現在は副社長としてすべての製造業務を監督しています。 特に、同社は、優れた表面仕上げを必要とする厳しい公差で、非常に小さな部品を少量生産することに長けています。 Paul Strippelhoffによると、「私たちの仕事のほとんどは2〜50ピースのランであり

DATRON neoは、高速フライス盤を簡単かつ手頃な価格で紹介できるように特別に設計および設計されています。これは、新しいDATRONnextソフトウェアを備えたプラグアンドプレイシステムです。 これにより、機械工としての長年の経験を必要とせずに、3軸フライス盤を完全に制御できます。とはいえ、お客様から、このマシンのCNCワークフローについて、そして実際に私たちが言うほど使いやすいかどうかについて、いつも質問があります。 ええと、私は機械工ではなく、セールスマンですが、以下のCNCワークフローの詳細では、自分で機械を操作しました(タッチスクリーンに映ったことからもわかります)。 多くのオプシ
CNCマシン