工業製造

終わりのない審議…サイクルタイム対。表面仕上げ ほとんどの機械工にとって、それは一定の難問、サイクルタイム対表面仕上げですか?完璧な表面仕上げまたは最小化されたサイクルタイムのために最適化しますか?貴重な数秒のサイクルタイムを削減するために、個人的に何時間ものプログラミング時間を費やしたことは知っています。現実には、この時代では、両方の需要が常に高いため、一方を他方(サイクルタイムと表面仕上げ)で完全に犠牲にすることはおそらく不可能です。ですから、あなたが私のようなら、送り速度を上げ、工具交換を整理し、後退高さを最小限に抑え、カットパスを最適化します…そしてそれはあなたを近づけます…しかし

歯科技工所ネットワーク はオンラインコミュニティであり、中程度の歯科用の機械を使用したチタンインプラントのフライス盤に関する議論に頻繁に参加しています。最近、ラボの所有者が軽量のベンチトップモデルの精度について質問しているスレッドがありました。これが私の回答です: チタンインプラント部品のフライス盤に関連して歯科業界でよく耳にする誤解に関するいくつかの説明…そのうちのいくつかはこのスレッドに現れています。 まず第一に、チタンを切断するフライス盤の能力は、同じ機械がインプラント部品を製造する能力を持っていることを意味しないことに注意することが重要です。インプラントの形状には、クラウンやブリ

DATRONマシンで工具寿命の監視を実行したいと思ったことはありませんか? DATRON V9 Expert あなたはできる!ツールの使用状況を時間または距離で監視できるだけでなく、どちらにも制限を設定できます。つまり、25時間の切断後にエンドミルが摩耗し始めることがわかっている場合、DATRONソフトウェアはその時間が経過すると自動的に新しい工具に変わります。これは、DATRONマシンのソフトウェアのツールタイプとチェックツール機能を使用することで実現されます。使用する工具の種類ごとに異なる工具タイプを設定して、効果的な工具寿命の監視と最大の切削品質を確保できます。 このアルミニウムエン
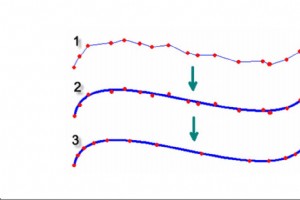
2015年3月13日|ブログ 機械加工された3Dパーツで完璧な仕上がりを実現しようとすると、多くの要因があります。 CNCマシンとCAMソフトウェアで利用できるツールパスフィルタリングオプションに焦点を当てたいと思います。 CAMソフトウェアのツールパスフィルター 多くのCAMシステムでは、ツールを使用してサーフェスをどの程度正確に追跡するかについての許容値を設定できます。 CAMに大きな許容値を設定している場合、パーツの詳細または許容値が失われます。一方、許容値を低く設定しすぎると、コードが多くなり、処理時間が長くなり、サーフェス上にベクトルポイントが表示されるリスクがあります
「高速切削」(高速機械加工とも呼ばれます)という用語は、過去5〜10年で製造業で大幅に成長した用語です。新たに発見された「流行語」のステータスにもかかわらず、このプロセスの定義はややわかりにくいままであるか、せいぜい十分に高いRPMでの単純な粉砕として大まかに定義されています。高速切断の現実はもう少し微妙ですが、それでも、それがもたらすかなりの効率のために注意が必要です。この投稿では、プロセスとしての高速切削の開始と開発について見ていきます。高速切断方法論の研究開発は、DARPAが資金提供したAdvanced Manufacturing Research Programによって、70年代後半か

機械工が部品の品質を改善したり、サイクルタイムを短縮したりしようとするときはいつでも、プログラムに焦点が当てられることがよくあります。これは明白で自然な行動方針ですが、多くの場合、切削工具の変更も劇的な影響を与える可能性があります。仕事に適した工具を持っているという古い格言は、機械加工にも絶対に当てはまります。サイクルタイムを大幅に短縮することは、アルミニウムなどの非鉄金属をシングルフルートカッターで加工する場合に特に当てはまります。 DATRONは25年以上にわたり、高速加工システムを製造してきました。また、提供するスピンドル速度の高範囲(最大60,000 rpm)を活用する独自の切削工具

より高速なラピッドプロトタイピング加工 時は金なり…ラピッドプロトタイピング加工ではさらにそうです。ラピッドプロトタイピングは、設計を実現するために重要です。このプロセスでは、使用可能な部品を作成すると同時に、設計のテストと評価も可能です。家電業界では、最新の製品を市場に出すための激しい競争に打ち勝つためにも時間は重要です。そこで、俊敏性を高め、ラピッドプロトタイプの加工を高速化するための3つのヒントを考え出しました。 1。ラピッドプロトタイプ加工のためのストックサイズの標準化 部品の正しいサイズの在庫を見つけるために、測定する材料のラックの隣に何回立ったことがありますか?これを乗り越える
歯科技工所向けのインソース金属フライス盤 小規模から中規模のラボが独自のPFM下部構造、カスタムアバットメント、インプラントバーをフライス加工できるようにするテクノロジーは、過去数年で大幅に成熟しました。少し前まで、平均的なラボは、大企業にこれらのタイプのユニットを製粉させるために最高額を支払うか、鋳造の労働集約的なプロセスを経るかのいずれかを選択する必要がありました。今日、多種多様なフライス盤が利用可能になり、CAD/CAMに精通したラボがより自給自足で収益性の高いものになる能力が解き放たれました。ただし、これが適切かつ慎重な措置である場合には、依然として不確実性があります。 この投稿では

過去10年間で、テクノロジーが私たちの生活をどのように変えたかは驚くべきことです。ポータブルデバイスで膨大な量の情報にアクセスすることから、食料品店でチェックアウトすることまで。コーディングとスキャンの機能は、私たちのニーズと要求がこのテクノロジーに対してますます高まっている今、生活の一部になっています。これは特に製造業の世界に当てはまります。バーコードスキャンの発明は50年以上前に起こりましたが、今日、新しいテクノロジー、インターネット速度の向上、およびより高度なネットワークにより、アプリケーションを再発明しています。 DATRONは、コンポーネントの機械加工、マーキング、または識別のための
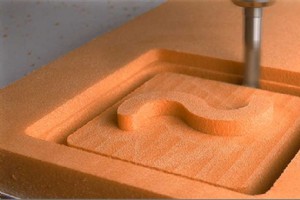
PUフォーム用の切削工具 最近、顧客がDATRON Dynamicsにアクセスして、DATRONの幅広い超硬マイクロツーリングを直接見て、その利点をよりよく理解するためのデモを見て…そして、ちなみに、私たちの高速フライス盤の1つを購入することさえできます。医療用インプラント業界での用途に適した工具と、チタンとプラスチックのフライス盤に提供する優れた切削工具を紹介しました。ほぼ後付けとして、DATRONがポリウレタン(PU)フォームをフライス盤用に開発した新しいツールをいくつか紹介しました。これらのツールの開発に非常に近いので、私はそれらを当然のことと思っていたと思います。そして、完全な驚きと
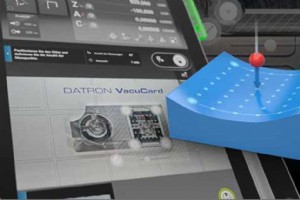
プロービングは、DATRON高速フライス盤で利用できる機能の1つであり、ドイツのエンジニアに最高の称賛を与えています。しかし、従来のCNC装置を使用して従来のバックグラウンドを持っている多くの機械工は、この機能をアプリケーションでどのように使用するかわからず、表面マッピングと3Dプロービングの究極の利点を認識していません。 CNCプローブは、接触によって材料の表面を測定できる機器です。測定値を使用して、フライス盤と彫刻の深さを均一にすることができます。 完璧な世界では、ベンダーから受け取る材料ブランクは完全に平らになります。これは、完成したフライス盤部品が均一性によって特徴付けられることを保

多くのメーカーは、外部ベンダーによって製造された機械加工部品のファミリーを使用して製品を製造しています。製品の成功が進むにつれ、製造業者は、コストを節約するために部品の機械加工を社内で開始するかどうかの決定に直面することがよくあります。部品ファミリーを社内で製造するのに適切な時期であるかどうかを判断する際には、多くの考慮事項があります。まず、R.O.Iがあります。電卓 これは、現在のボリュームに基づいてDATRONが適切かどうかを判断するのに役立ちます。 次に、今がその時かどうかを判断するのに役立つ8つの簡単な質問を特定しました。 社内と外部委託の機械加工部品?自問する8つの質問

航空宇宙という用語は、ロケット船、スペースシャトル、およびNASAが提供しなければならない最新の技術のイメージを連想させることがよくあります。機械工の観点から、複雑なジェットエンジンのインペラーを考え、これらの航空宇宙部品の5軸フライス盤で実証された精度と流動性に驚嘆します。政府部門と商業部門の間で、航空宇宙産業は巨大です…そして機械加工部品の範囲は多様です。これは、メーカーにとって成長する機会を表しています。実際、ボーイングの「現在の市場見通し」によると、商用航空機セグメントは、今後20年間で世界経済の予測成長率の2倍で成長すると予測されています。¹ 多くのDATRONのお客様は、航空宇宙
バッチ生産を「パートイン、パートアウト」の無限のシフトと考えるなら、あなたは一人ではありません。確かに、ブランクのロード、機械加工、および完成部品の取り外しを繰り返し行う機械オペレーターは、シフトは平凡であり、時には無限に見えることさえあるという見解を共有しています。 しかし、適切な機器があれば、バッチ生産またはバッチ加工は、製造業者にとってはコスト削減になり、機械オペレーターにとっては解放されます。さらに、慎重に計画すれば、バッチ生産戦略は無人生産を促進したり、製造を完全に停止したりすることができ、製造業者によって実現されるコスト削減に追加されます。 バッチ生産の「理想的」 大きなベッド

「アルミロングボードをミリングしようと思ったきっかけは何ですか?」これは、私たちの最も人気のある高速加工のデモンストレーションを見る人々から何度も聞かれる質問です。そこで、このユニークなサンプルの起源を説明するブログを書くことにしました。 アイデアが生まれた方法 私は家族と一緒に晴れた空とキーウェストの場所を楽しんでいましたが、15歳の娘は、ビートアップした木製のロングボードを使って狭い通りを移動していたため、まだ両足を地面に置いていませんでした。歴史的な街。突然、少年は特注のロングボードに乗って急いで通りを通り過ぎて姿を消した。彼女は「お父さん、彼のアルミ製ロングボードを見ましたか!?
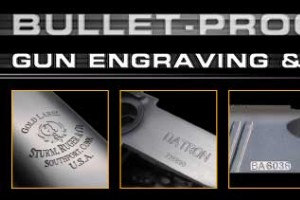
ATFは、銃器のシリアル番号を銃のフレームまたはレシーバーに刻印、鋳造、または刻印することを義務付けています。銃のシリアル番号に現在必要な彫刻の深さは、1/16インチ以上の印刷サイズで0.003インチです。モデル番号、口径またはゲージ、ロゴ、メーカー名、原産国などの他の銃のマーキングも、0.003インチの深さで銃に刻印する必要があります。 2つの銃に同じシリアル番号を付けることはできないため、認可された銃メーカーは、製造されたすべての銃を記録および追跡する義務があります。したがって、すべての銃のマーキングまたは銃の彫刻は、施設で実行され、銃の部品の彫刻位置も記録されます。 このブログでは、3つ
つい最近10年前に、刻印されたネームプレートの製造に最適なプロセスに関する議論がありました。 –主な候補はパンタグラフ、スタンピングマシン、フライス盤です。その時以来、パンタグラフの議論は恐竜の道をほとんど通り過ぎました。パンタグラフは非常に熟練した職人を必要とする手動機械であるため、プロセスを自動化することができず、資格のあるオペレーターを見つけることが困難になっているためです。これらの要因は両方ともコストを増加させます。一方、スタンピングマシンは、刻印されたネームプレートを製造するための実行可能な方法です。特に非常に大規模な生産が必要な場合、スタンピングマシンには顕著な利点があります。具体

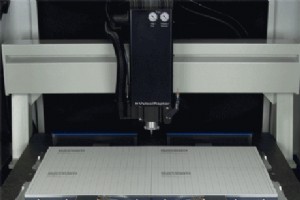
1940年代にCNCが発明される前から、マシニングセンターのテーブルに部品を固定する方法を見つけることは困難でした。何年もの間、材料を固定するための真空テーブルまたは真空チャック技術に非常に強い関心がありました。ただし、従来の真空システムには多くの制限があり、部品保持の技術を失格にすることがよくあります。 従来の真空テーブルの制限: 小さな部品には、真空でそれらを保持するのに十分な表面積がありません スルーカットのある部品は真空吸引力の低下を引き起こします 平らでない部品は、保持できないか、追加のセットアップ時間が必要です。これは、特に短期間のシナリオや少量のシナリオでは、長すぎることがよく

プロトタイピングラボをセットアップするときに必要なものを正確に評価するために、ビジネスの最初の順序は3D印刷とCNCフライス盤のどちらかを決定することです。 どちらのオプションも最新の製造プロセスにとって重要であることが証明されており、それぞれが従来の製造方法に比べて多くのメリットを備えています。最終的に、3D印刷とCNCフライス盤の比較では、「CNCマシンまたは3Dプリンターでプロトタイプを作成するかどうかは、いくつかの要因に依存します。価格帯、部品/プロトタイプのサイズ、および使用される材料の種類。」 そのため、記録を正し、いくつかの誤解を解消することにしました。 3D印刷は間違いなく

1994年にKevinBrandonによって設立されたDCGraphicsは、今日、彫刻業界で長い歴史を持つ社長のEugeneProhaskeと副社長のCristineBrandonによって運営されています。ユージーンは、包装業界向けのエンボスダイ彫刻で30年以上の経験を持つ情熱的な彫刻家です。彼は1983年に父親の会社であるStyleartEngravingで働き始めました。父親が1994年に引退した後、ユージーンはマンハッタンで彼自身のビジネスであるHAPEngravingを始めました。 2010年に彼はDCGraphicsに来て、創設者兼社長のKevin Brandonが2012年に亡く
CNCマシン