工業製造
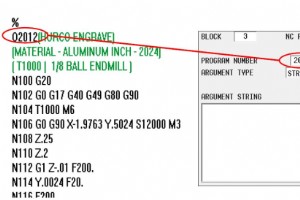
Hurcoは、強力で使いやすい会話型ソフトウェアでよく知られています。また、2Dおよび単純な3Dジオメトリの場合、WinMaxの会話型コントロールに勝るものはありません。しかし、CAD/CAMソフトウェアを使用してのみプログラムできる単純な2D機能と複雑な3D形状の両方を共有するジョブについてはどうでしょうか。そうですね、Hurcoにもその答えがあります。 NCマージは会話型ブロックであり、会話型プログラム内に挿入され、必要に応じてNCプログラムを呼び出すために使用されます。これにより、機械オペレーターはWinMax会話型プログラム言語で単純な2Dジオメトリをプログラミングする柔軟性と多様性

高速加工とは何ですか? 高速加工は通常、15k rpmを超えるスピンドル速度に関連付けられていますが、それは単なる高速以上のものです。スピンドル。 HSMの適切な候補マシンを選択するときは、マシン全体を考慮する必要があります。特定の機械がタスクに適しているかどうかを判断する前に、熱補償、機械全体の剛性と構造、位置フィードバック、モーションコントロールシステム、工具保持、およびその他の多くの特性を詳細に調べる必要があります。 従来、硬化物の仕上げ加工はEDM技術を使用して行われていました。このプロセスは非常に効果的でしたが、ショップは製品をより速く、より効率的に生産する方法を絶えず探してい
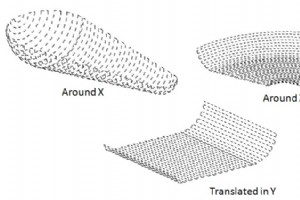
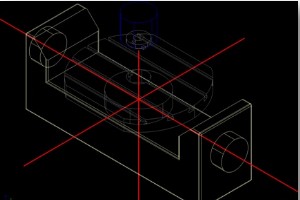
Hurcoは長年にわたり、高価なCAD / CAMソフトウェアを必要とせずに、簡単な3Dジオメトリを制御してプログラミングするための簡単な会話型ソリューションを提供してきましたが、今日のWinMax制御により、これまでになく簡単で強力になりました。 3Dモールド Hurco UltiMaxコントロールの初期の頃から利用可能であり、オペレーターは製造現場でより高度な3D機能をプログラムすることができました。オペレータは、任意の2D形状を記述し、その形状をX軸を中心に回転させたり、Z軸を中心に回転させたり、Y軸に沿って平行移動したりすることができます。上記の方法のいずれかを使用して機能をプログ

どういうわけか、5軸加工は人々を怖がらせるだけです。見本市で人と話をしたり、お客様の部品が5面加工に適している可能性について話し合ったりすると、不安感が圧倒され始め、恐怖感が高まり始めます。彼らの目。それらのすべての軸が一度に動くという単なる考えは、丘に向かって走りたがっている彼らを送ります。しかし、時間をかけて論理的に見て、実際に起こっていることに分解すれば、まったく怖くありません! 何年にもわたって、私の最高の5軸の学生の何人かは、ほんの数か月前にはCNCを綴ることさえできなかった、信じられないほど「環境に優しい」機械オペレーターでした。彼らは業界での経験がほとんどなかったので、彼らがそ

最近、家族の誰かに、CNC工作機械で使用されているモーションコントロールシステムについて説明するように頼まれました。この個人には製造のバックグラウンドがまったくなく、確かにこれほど複雑で技術的な経験もなかったことに気づき、私は自分の説明を一般的で単純なものに関連付けて、運転のようなアナロジーを簡単に視覚化できるようにする必要がありました。車。 このトピックは本質的に非常に複雑で技術的ですが、このアナロジーは主題を単純化するのにかなり良い仕事をしていると思いますが、それでも何が起こっているのかについての十分な基本的な理解に興味のある人々に提供します。明らかに、そのような高度な技術的主題は
四角い穴を開けることができるかどうかについての昔からの質問を聞いたことがありますか?誰もがスニッカーズと笑い声を上げ、「もちろん、四角い穴を開けることはできません!」と言います。正解は「はい」です。正方形の穴と長方形の穴、六角形の穴、スプライン付きの穴、二重のキー溝などをドリルで開けることができます。リストはどんどん増えていきます。 ロータリーのブローチとは何ですか? ロータリーブローチ加工は、丸いワークピースの端に内部形状と外部形状の両方を非常に迅速に作成できる製造方法であり、簡単な工具を使用して、他の機械加工操作と同じ機械設定で...追加の設定や高価な専用ブローチ盤。これにより

10人の異なる5軸プログラマーに同じ単一のパーツをプログラムするように依頼した場合、おそらく10個の異なるパーツを取得します。機械加工戦略。経験、マシン構成、CAMソフトウェア、ツール、ワークホールディング、およびその他の無数の基準に応じて、誰もが移動する必要のあるパスを少しずつ異なる方法で認識します。しかし、それらはすべて同じ場所につながります…正常に完了した部分。この記事は、5軸プログラミングに関するマルチパートシリーズのパート1になります。 5軸NCでプログラミングを開始すると、最初の障害の1つは、制御パラメータ設定の過剰な量の影響を理解することであることにすぐに気付くでしょう。これ

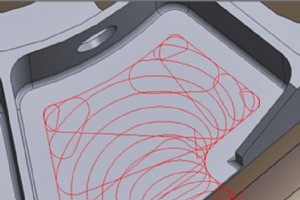
先週のブログ記事で説明した多数のツール軸と衝突制御パラメーターと同様に、CAMシステムも選択できるツールパス戦略の多様な選択肢があり、それぞれが5軸で適切な位置にあります。しかし、多軸プログラミングの他のすべてと同様に、プログラマーは経験し、実際のマシン構成は、特定のアプリケーションに適したツールパスの選択に大きな役割を果たします。前に述べたように、10人の異なるプログラマーに同じ部品をプログラムするように依頼した場合、結果は10個の完全に異なる加工戦略になる可能性があります。機械加工される部品の数、プロジェクトを完了するための割り当てられた時間、指定された材料、および使用可能な工具などの他の
Hurcoコントロールに関する一般的な誤解は、会話型コントロールであるというものです。これは真実から遠く離れることはできませんでした。 Hurcoは会話型プログラミングを発明し、おそらく市場で最も強力な会話型プラットフォームを備えていますが、WinMaxコントロールを「会話型」コントロールとは呼びませんが、代わりに「多言語」と呼びます。 これまで、営業担当者は、コントロール自体の力ではなく、会話型プログラミングの力に重点を置いてきました。この一方的な焦点は、Hurcoにすべての人を「Hurcoの方法」に変えようとしているという評判を与え、Hurcoの制御が何らかの形で制限されているという
業界内の他のテクノロジーと同様に、5軸製造には独自の語彙と技術的な流行語のリストがあります。以下で説明する機能の多くは一般的なものと見なすことができますが、一部はより高度なマシンコントロールにのみ見られます。 5軸加工を検討している人にとって、これらの流行語を理解することは大きなメリットになる可能性があります。そして、後で後悔するかもしれないという無学な決断をするのを防ぐかもしれません。 ツールセンターポイント管理(TCPM) :一部のメーカーではRTCPとも呼ばれています–これはより強力な機能の1つであり、多軸加工プロセス全体に大きな影響を与える可能性があります。 TCPMは、機械座標自体

いくつかの本当にクールな科学(私の頭をはるかに超える)を適用することで、ペッキングサイクルを必要とせずに、サイクル時間の半分で、非常に深い穴(小さな直径の穴でも)をドリルすることが可能になりました。この技術は穴あけだけに適用されるわけではありませんが、最も大きな影響を与える分野のようです。 ツールチップの制御された振動を導入することにより、Modulation Assisted Machining(MAM)はすべてのタイプの機械加工プロセスにうまく統合されました。これは、今日の多くで見られる、機械加工が難しい材料の一部を切断または穴あけするときに特に役立ちます。超精密で高性能な部品

数ヶ月前、CNCモーションコントロールシステムとその仕組みを説明する記事を投稿しました。その記事では、非常にシンプルに保ち、非常に複雑なテクノロジーをわかりやすいアナロジーに分解しようとしました。今日は、もう少し詳しく説明し、モーションコントロールテクノロジーのエキサイティングな進歩を指摘したいと思います。 数年前、HurcoはUltiMotionと呼ばれるソフトウェアベースのモーションコントロールシステムを導入しました。 UltiMotionは、可変ブロック先読みを提供します。これにより、コントロールは必要に応じて将来最大10,000ブロックを確認でき、大幅に改善された表面仕上げと、
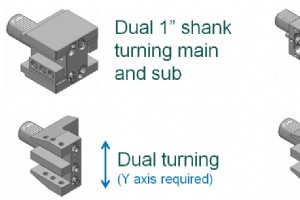
前回のブログ記事では、ミルターニング技術の基本について触れました。今日は、その基本的な基盤の上に構築したいと思います。多くのオペレーターが混乱する領域の1つは、工具、特に工具ホルダーの向きの説明(ラジアル工具とアキシャル工具)です。うまくいけば、それに苦労しているあなたの何人かのためにそれを少しクリアすることができます。また、多くの機能と切断操作を備えた部品を実行するときに、タレットステーションを節約するためのさまざまなツールオプションの使用についても説明します。工具ステーションを使い果たすことなく複雑な部品を加工することは、ミルターンマシンで部品を作成する際の一般的な苦労です。 12ステー
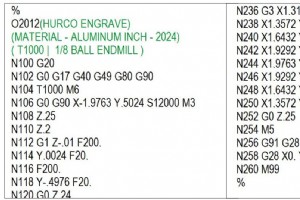
最近、ある読者から、サブプログラムの使用に関する記事を投稿するように依頼されました。これは非常に単純なテーマですが、サブプログラムやサブルーチンの使用に誰もが精通しているわけではないことに気づきました。それでは、私の意見を提供してみませんか。また、Hurcoの会話型NCマージ機能の使用についても触れます。これは非常にシンプルで非常に便利です。 知らない人のために、サブプログラムはメインプログラム内から呼び出すことができる別個の独立したプログラムであり、機能の繰り返し、複数の異なる場所での同じプログラムの実行、または基本的にそれが理にかなっているときはいつでも使用されます「定型化された」プログ
多くの方がすでにご存知のように、工具校正の絶対工具長法は、測定の業界標準になっています。フライス盤で個々の切削工具の長さを記録します。この工具測定方法は、オペレーターにとって意味のある数値を生成するだけでなく、ポケットスケールで簡単に確認できるだけでなく、プリセッタを使用して工具の長さをオフラインに設定することもできます。その後、データを簡単に入力できます。その特定のツールのツールセットアップに…マシンでのセットアップ時間を短縮するのに役立ちます。 数ヶ月前、絶対工具長を詳しく説明した記事を投稿しました。前述のように、この方法はほとんどすべての工作機械メーカーの業界標準になり、現在のすべての

機械工として、私たちは皆、私たちの貿易の標準的なツールを知っています。ただし、他にも利用可能な非標準のツールがあります。これは、誰もが知っているわけではありませんが、ショップでの日常生活に非常に役立つ可能性があります。他の業界と同じように、完了しなければならない時間のかかるありふれた手順がある場合、そのタスクを簡単にするツールやデバイスをすでに発明している人がどこかにいることは間違いありません。それらのツールを見つけるために。 これらの非標準デバイスが役立つ可能性のあるいくつかの領域は次のとおりです。ワークホールディング、フィクスチャの構築、部品とツールのセットアップ、クーラントノズルなど.
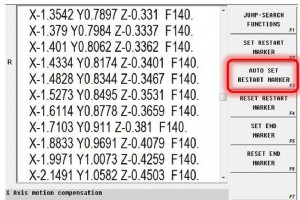
プログラムの実行中にマシンを突然停止する必要があり、すべてのコードの途中であっても、中断したところから正確に回復する方法があればいいのにと思ったことはありませんか?何年もの間、Hurcoのリカバリ再起動機能は、オペレーターにまさにそれを実現する方法を提供していました…しかし、リカバリするためにどのブロックを終了したかを正確に知る必要がありました。もうだめです!昨年IMTSでリリースされたWinMaxバージョン9ソフトウェアは、中断前に実行された最後のブロックの正確な位置に再起動マーカーを自動的に挿入する新機能を提供します。 )プログラムを再起動するブロック。 今週初め、私はイリノイ州ローズモ

5軸でプログラミングする場合、回転運動と位置を命令するために使用できる2つの異なるオプションがあります。回転角度またはツールベクトルのいずれかを使用してデータを出力できます。それぞれに長所と短所がありますが、選択肢があれば、より一般的なABC軸の回転角度ではなく、IJKツールベクトルとしてこれらの回転コマンドを出力するようにポストプロセッサを構成することをお勧めします。 IJKツールベクトルを使用すると、プログラムは特定のマシン構成に依存しなくなります。特定の軸のコールアウト(A、B、またはC)を指令していないため、機械は使用可能な軸を自由に使用して、工具を指令された位置と傾斜角度に配置でき

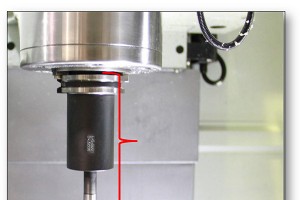
今日の業界では、パーツ間の迅速なセットアップと切り替えがすべてです...特に、少量の大量混合を実行する環境ではそうです。この記事では、パーツとツールのプロービングが、このタイプの環境にいるショップに実際の利点をどのように提供できるかについて説明したいと思います。 ツールのタッチオフとセットアップは、実際には大きな時間の無駄とは見なされていませんが、より多くの機能を使用してジョブをセットアップする場合は、かなり時間がかかる可能性があります。したがって、通常よりも多くのツールが使用されます。ただし、ツールタッチまたはレーザープローブを追加すると、このプロセスを大幅に合理化できます。少ないツ
「高速機械加工」(HSM)という用語を聞くと、ほとんどの人はそれを金型製作と関連付けますが、人々が気付いていないのは、このテクノロジーがあらゆる種類のショップで効果的に使用されて、収益にプラスの影響を与えているということです...そしてそれは誰もが望んでいることではありませんか? ダイモールド業界が最初にHSMテクノロジーを取り入れ、それを有効に活用したのは事実ですが、HSMが実際に何であるかを考えると、ほぼすべての種類の製造業でチャンスを簡単に見つけることができます。基本的に、大量の資料を迅速に削除する必要がある人は、HSMがどのように生産性を高めるのに役立つかを検討する必要があります..
CNCマシン