


板金技術データを最適化して迅速かつ正確な見積を作成
板金の見積もりを当社のシステムにすばやく移動し、その過程で設計を改善するためのより良い方法をお探しですか?お手伝いします。複雑な一連の技術的要件に適合する製造された板金部品を入手する場合、サプライヤーが正確な見積もりを生成するために必要なすべての情報を確実に入手できるようにすることが、最初に (そして最も重要な) 越えなければならないハードルです。
最近では、ほとんどのサプライヤは、形状、材料、表面仕上げ、およびその他のニーズを価格とリード タイムを示す見積もりに変換するために、2D 図面のみを日常的に必要としていました。しかし、2D 図面のみを提出することのトレードオフは、時間とコストでした。図面から技術的な詳細を確認するのは骨の折れる作業であり、板金加工の芸術と科学の経験を積んだ人だけが成し遂げることができます。
しかし、技術の進歩とデジタル イネーブラー機能の普及により、シート メタルの見積もりを生成する作業が容易になり、非常に時間のかかるプロセスが短縮されています。この利点には裏返しがあります:技術要件は現在、さまざまな技術データから取得されています。今日の世界では、さまざまな見積もりプロセスをサポートするために、技術ファイルの独自のさまざまな組み合わせを求めるサプライヤーを見つけることがますます一般的になっています:
- 3D CAD ファイルを分析して、幾何学的属性、機能の位置、潜在的な問題を分析し、それぞれを一連の製造能力と比較することができます
- 2D 図面は、表面仕上げのニーズ (材料の粒子方向など)、ハードウェア インサートのタイプや位置などの二次的な操作、またはサプライヤがニュートラルな CAD を好む場合に簡単に伝達できない形状要件を伝達するための重要な方法であり続ける可能性があります。ファイル
- 追加のサポート ドキュメントは、さまざまな形式で提供されます。企業ロゴのシルク スクリーニングでは、画像を明確かつ鮮明に表現するために、アートワーク デザインをベクター形式にする必要がある場合があります。または、.DXF ファイルは、レーザー カットされたフラットワークの価格設定方法を理解するために必要な部分になる場合があります。
当然ながら、これにより板金の製品開発プロセスがさらに複雑になります。特に、設計のテストと検証の初期段階で時間が重要な場合はなおさらです。
この投稿では、当社から迅速かつ正確な板金の見積もりを取得するために必要な技術情報について、必要な明確さを提供します。
適切な 3D CAD とファイル タイプの選択
製造プロセスのデジタル化により、板金加工へのゆっくりとした、しかし避けられない進化が続けられているため、見積もりや製造アプリケーションのための 3D CAD ファイルの重要性が高まっています。
現在、見積もりを作成して受け取るには、3D CAD ファイルが必要です。さまざまなファイル タイプ (最も一般的なのは .STEP、.STP、.SLDPRT、.x_t、および .IGS) を受け入れますが、多くのアップローダーは CAD プラットフォームに依存しない .STEP/.STP 形式を使用して送信するのが一般的です。この投稿の残りの部分では、.STEP/.STP ファイルをアップロードしていると想定しています。
CAD ファイルはいくつかの理由で重要です:
- アップロード後すぐに CAD が分析され、設計に関連するジオメトリ要件を理解できるようになります。 CAD ファイルを評価することで、見積時に部品の完成に必要な製造プロセスの範囲を知ることができます。つまり、CAD ファイルによって、実際の部品が工場内を通過するルートが決まります。
- 製造上の問題の特定は、どのメーカーにとっても複雑になる可能性があり、板金加工も例外ではありません。実際には、さまざまな付加価値プロセスが多数あるため、より複雑になる可能性があります。とはいえ、次の製造上の問題が存在する場合は、定期的にお知らせします:
- 対象物が別の対象物に近すぎる
- 曲がりが近すぎて、ツールの干渉を引き起こす可能性があります
- Protolabs が推奨する内部曲げ半径を使用していません
- フィーチャと曲げの近接性は、ツール/プロセス要件と矛盾します
- 成形品の形状がプロセスに対して大きすぎるか小さすぎる
- フランジの長さが最小または最大を超えている (素材とツールによって異なります)
- 部品が注文された場合、実際の部品が工場を通過する際に CAD ファイルが信頼できる情報源となります。モデル化された寸法に対して工程内チェックが行われ、機能が正しく配置され、規定の公差結果を満たしていることが確認されます。
3D CAD モデルは、デジタル メーカーが顧客のコミットメントを満たすために不可欠ですが、通常、CAD モデルには、CAD ファイルでは伝えられない情報を埋めるための追加の技術情報が必要です。
モデルへのハードウェア インサートの追加
何万もの独自の板金形状を製造してきた長い歴史のおかげで、製品設計者にとってハードウェア インサートがいかに重要であるかを理解しています。特定のジオメトリに対して異なるタイプと数が必要になるのはよくあることです。そのため、2000 種類のインサートの在庫を維持しています。
見積もりプロセス中にハードウェアの挿入要件を伝えることになると、あらゆる種類のさまざまな方法とスタイルを見てきました。当面の重要な問題は次のとおりです。ハードウェア インサートを 3D CAD ファイルに含めるか、それとも必要なものを説明する技術図面に任せるべきか?
私たちが推奨する設計提出方法は、3D モデルにハードウェアを含めることです。具体的には、次のアプローチを使用して、最速かつ最も正確な見積もりが生成されます。
- ハードウェア インサートを、板金コンポーネント ボディから独立したソリッド ボディとして含めますが、1 つの 3D CAD ファイルにパッケージ化します
- ハードウェアを単一のボディとして設計にモデル化すると、見積もりと製造プロセスが遅くなり、製造の遅延につながる可能性があります
- 業界で主要なインサート OEM である Penn Engineering の一般的な命名規則を使用します。可能な限り社内の命名規則を避けるか、標準の命名法に変換するためのキー/凡例を提供してください。
このようなハードウェアでのモデリングができない場合、最良の代替手段は、ハードウェアとねじの種類の詳細を含む 2D 図面を提出することです。このパスでは見積もりを生成するのに少し時間がかかりますが、当社の技術チームが情報を処理して正確な見積もりを提供することができます。
2D 図面の価値
板金加工業者 (およびその顧客) が、正しい製造要件を確保するための主要な通信手段として 2D 図面に依存することは一般的です。見積もりをこれまで以上に迅速に提供できるように設計された最新のテクノロジーが登場したにもかかわらず、多くの製造業は今日も同様のプロセスを使用し続けています。このような状況では、高度なスキルを持つ技術専門家または管理者が、エンド ユーザーの要件の実現可能性をレビューおよび確認する責任があります。
当社から板金の見積もりを取得するには、必要な CAD ファイルの補足資料として 2D 図面をご利用いただけます。ただし、特定の製造プロセスまたは仕様が製品開発の現在の段階の範囲外である場合、必ずしも 2D 図面を提供する必要はありません。
2D 図面とファイル アップロード プロセスに関する重要な注意事項:適格なプロセスを選択しない限り、2D 図面は必要ありません。適格なプロセス (溶接、ねじ穴、マスキングされた領域) から選択する場合は、技術図面をアップロードするよう求められます。アップロード プロセスのこのコンポーネントは、最初のアップロード時、または見積もりの構成中 (分析後) に完了することができます。見積もりの構成中にアップロードする場合は、図面の確認に最大 24 時間かかることに注意してください。
Let’s dive a little deeper into what situations drive the need for a 2D file for quoting purposes, and what information we use to process:
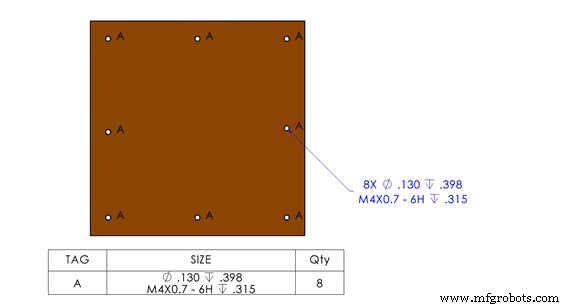
Threaded Holes
- Typical threaded hole annotations are recommended
- Callouts referencing threaded hole type (ex. M4) and count (ex. 4X) are acceptable
- Our library includes ANSI imperial or metric types and all options provide a 2B finish
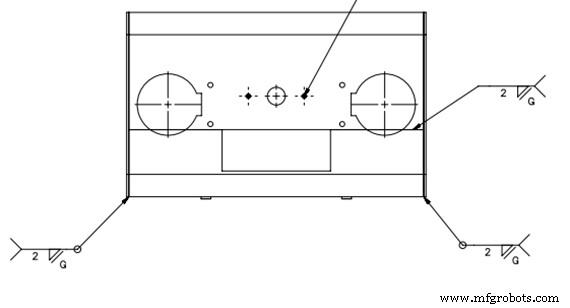
Welding
- Typical weld symbols and annotations are recommended
- Welding type and location information are critical
- We use MIG, TIG, and spot welding processes to achieve full seam, tack, and plug weldments
- Weld studs and nuts are OK to call out
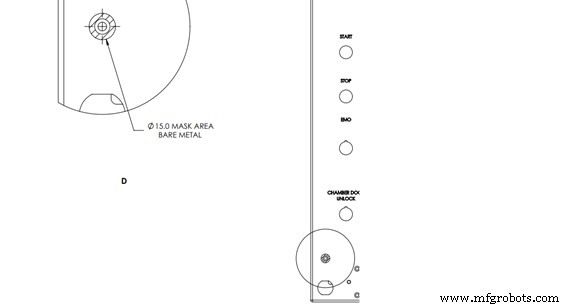
Masked Areas
- Typical masked area callouts and annotations are recommended
- Masking size and location information is critical
- Our standard rounds range from 0.313 in. (7.950mm) to 1 in. (25.4mm)
- Our standard tape ranges from 0.25 in. (6.35mm) to 2 in. (50.8mm)
Part Marking
- Typical annotations and call outs are recommended
- Our part-marking process is completed with ink in a stencil fashion. Note:We require part-marking information to be consistent from piece to piece, so requests such as serialization are currently not supported
- Critical part mark information is a visual representation of the alphanumerical layout and location; bag and tag is the standard output for our shipping process
- First Article Inspection:2D drawings are required to complete AS9102 standard First Article Inspection forms
Other Documentation to Help Improve Your Quoting Experience
This section could be aptly re-named silkscreen documentation . Silkscreen documentation file type is less important than the image format. It is important to supply a vector-based image. The most common alternate image type is raster, like a photograph, but raster files are pixel-based and cannot be resized (especially enlarged) without image degradation.
Vector files, however, produce a high-quality digital image that can easily distinguish between one color and another regardless of size. Vector images are highly compatible with our silkscreen creation and application process. We typically see them used to highlight corporate logos and digital designs in a way that adds a professional appearance to the end product.
The bottom line is that if you have any questions regarding uploading or communicating technical data, contact one of our applications engineers by calling 877-479-3680.
Jamie White is sheet metal product manager and Scott Trecartin is a digital manufacturing designer at Protolabs.
産業技術