


オーバーモールドの基本、方法、トレンド
オーバーモールディングは現在、最も人気があり高度なラピッド ツーリング手法の 1 つであり、生産コスト、サイクル タイム、および製品製造の新しい設計の可能性に大きな可能性をもたらします。 2K 成形製品の多様な設計上の利点により、携帯電話、ペン製造、自動車、家電製品、工具、日用品などに広く使用されています。
この記事では、主にオーバーモールド技術の開発と動向を紹介し、特に 2K オーバーモールド部品の製品開発段階で小ロットの試作を実現する方法を紹介します。
オーバーモールディングとは
オーバーモールドは、2 つ以上の異なる材料を組み合わせて単一の部品を作成する射出成形プロセスです。最初の材料は一般に基板材料と呼ばれ、その一部または全体が後続の材料 (オーバーモールドされた材料) によって覆われます。
射出成形は、消費財の外観を美しくするために最初に使用され、現在では非常に人気があります。この技術はさまざまな用途に使用されており、耐薬品性の向上、電気絶縁の提供、グリップの持続、よりソフトな手触りなど、製品の機能を強化するためにも使用できます。
オーバーモールド製品の製造工程は大きく分けて2種類あります。
a.軟質素材の硬質素材のオーバーモールド :複数の射出成形で一般的な材料は熱可塑性エラストマー (TPE) であり、基材材料 (ABS (アクリロニトリル ブタジエン スチレン)、PC、PC/ABS、PA、SAN など) に使用されます。一般的に使用される TPE は、SEBS、TPE-V、TPE-U、TPE-E、および TPE-A です。これらの「ソフトクラッディング」製品は、絶縁、耐薬品性、優れた人間工学、優れたハンドル、グリップ、および優れた美学などの機能を強化しています。
b.ハード マテリアル オーバーモールド ハード マテリアル :もう 1 つの用途は、二次オーバーモールド材料も硬質プラスチックです。たとえば、金属インサートを備えた硬質成形プラスチックや、不透明な部品を備えた透明な硬質成形プラスチックなどです。通常、透明な 2K 射出成形生産の不良率は非常に高く、制御プロセスに大きな課題が生じます。
オーバーモールド プロセス タイプ:2 K 成形および 2 ショット成形
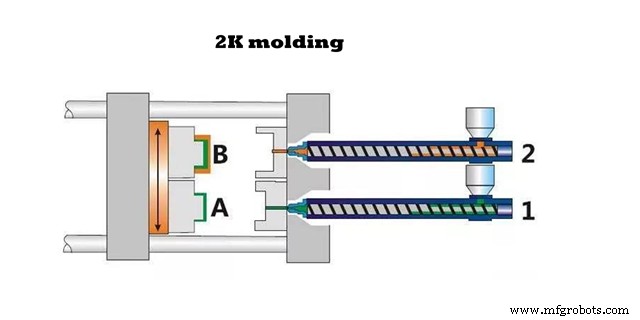
2K(2色)射出成形 (2 つのコンポーネントで形成される) には 2 段階のプロセスがあります。つまり、材料の射出を 2K 射出成形機で製品に変え、次に 2K 機で金型を反転させ、対応する金型キャビティのプラスチック チューブ内の別のノートにジャンプします。部品はインサートとして使用され、別の材料に射出して、二重材料製品の統合を形成します。射出成形機は、二重シリンダーまたは二重金型キャビティのいずれかであり、射出成形プロセスでは、2 種類の材料製品が同時に生産されます。その間、作られた製品は挿入される挿入物として使用されます.
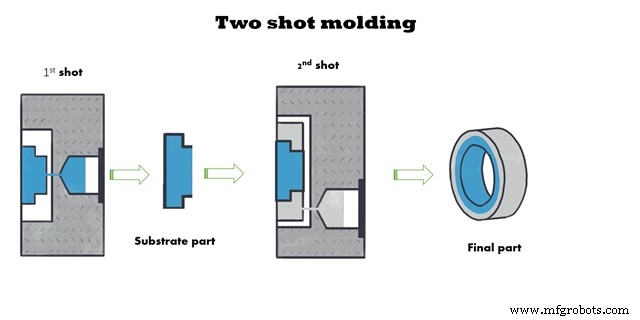
もう 1 つは、2 ショット射出成形です。 つまり、射出成形機で材料部分を作り、その材料部分をインサートとして別の金型に入れ、次に 2 番目の材料を射出します。インサート成形(業界内名称はラッピング、二次射出成形):インサート成形では、まず硬質部品(通常は硬質プラスチック部品)として作成され、金型キャビティに埋め込まれます。続いて、TPE を使用してこのコンポーネントに射出成形を行い、最終的に完全な製品が得られます。インサート成形には従来の射出成形機が使用できます。硬質部品の配置は、手動または機械アームで行うことができます。通常、コーティングされた金属コンポーネントはこの方法でのみ使用できます。
オーバーモールド パーツの結合強度
物理的方法: t を実現するために、バックルのデザイン、表面ロール、表面タッピング、そして 2 番目のタイプの素材によって パッケージは直接成形(被覆)されています。純粋にこの方法による材料接合の特徴は、物理的な接合部は接着力が強く、物理的な接合部は外側にはほとんど接着しないということです。

化学的方法: 2 つの材料間の分子親和性と化学物質の結合強度によって 2 つの材料を結合し、1 つまたは 2 つ以上の部分を形成します。
実際のアプリケーションでは、物理的なクラスプと結合の方法が一緒に使用されることがよくありますが、2 つの材料間の結合を実現する方が、より信頼性が高く、より柔軟な方法であることは明らかです。この強力な化学結合は、分子または分子鎖の相互溶解性、浸透、浸透、絡み合いで構成されています。

4 種類のオーバーモールド
利用可能な 4 つの一般的なオーバーモールド タイプがあります。
- プラスチックの上にプラスチック – 基材と基材の上に注がれたプラスチックは両方ともプラスチックです。プラスチック コンポーネントの材料は、融点が同じか類似している必要があります。
- プラスチック オーバー メタル – 基板は金属です。 CNC 機械加工、鋳造、または鍛造された金属部品が最初に金型に入れられ、次に金属部品の上にプラスチックが成形されます。プラスチック部品の中に金属インサートを成形できることをご存知ですか?
- エラストマー オーバー プラスチック – 基材は硬質プラスチックでなければなりません。エラストマーは、ゴムやポリウレタンなどの柔らかい素材です。
- エラストマー オーバー メタル – 基材は金属です。 CNC 機械加工、鋳造、または鍛造された金属部品が最初に金型に入れられ、次にハンドルの上にエラストマーが成形されます
ただし、すべての材料をオーバーモールドできるわけではありません。たとえば、いくつかのプロトタイプだけを作成したい場合、材料自体または他の種類の樹脂で成形できる透明なエラストマーはほとんど見つかりません.
最高のオーバーモールド製品を製造するには?
<強い>1.材料オプション:TPE/硬質プラスチック材料の分子レベルの結合に影響を与える主な要因は 3 つあります。
1) TPE 材料の極性は、硬質プラスチックの極性と似ています (そうでなければ、相互に溶解したり浸透したりして、溶融状態で浸透することはありません);
2) TPE 材料の表面張力は硬質プラスチックの表面張力よりも小さい (そうでなければ、TPE 溶融物は硬質プラスチック インサートの表面に広がることができなかった);
3) TPE 溶融物が硬質プラスチックの表面に沿って金型のキャビティに流れ込むと、冷却プロセス中に熱が放出され、硬質プラスチックの表面を迅速かつ効果的に溶融して、薄い相互浸透層を形成できます。
<強い>2.オーバーモールド プロセスの 7 つの参照ガイド
1) 2K成形は、2ショット成形(マルチショット成形)よりも優れた効果を発揮します。
2K 金型の利点: 硬質プラスチック射出成形の最初のショットはまだ熱く、すぐに 2K 射出成形機の 2 番目のキャビティに入ります。移し替え時の吸湿がありませんので、一方では、表面の高温 TPE メルトによって簡単にアブレーションされて超薄層が生成されます。他方では、表面に水蒸気吸着の影響はありません。
2) TPE 材料の許容範囲内で可能な限り高いフィード バレル (溶融) 温度を選択してください。そうしないと、TPE が硬質プラスチック材料の表面を除去するのに十分な熱を持ちません。
3) 2 番目のショットをオーバーモールドする場合、硬質プラスチックの金型キャビティは、熱エネルギーを供給するために高い金型温度を採用する必要があります。硬質プラスチックが高温に達すると、TPE の高温溶融物がゆっくりと冷却されるため、硬質プラスチックを除去して不溶性の極薄層を形成するのに十分な熱と時間が得られます。
4) オーバーモールドの 2 番目のステップでは、TPE フライング エッジがないことを前提として、TPE メルトをできるだけ高速で射出する必要があります。
a.射出速度が速いため、TPE メルトは硬質プラスチック表面での拡散時間が短く、成形サイクル中に硬質プラスチック表面を除去する時間が長くなります。
b. TPE と硬質プラスチック表面の間の摩擦は、摩擦と発熱につながります。したがって、TPE メルトの温度もゆっくりと冷却され、硬いプラスチック表面との接触とアブレーションに時間がかかります。
c.射出速度が速いため、ほとんどの TPE メルトの粘度は薄くなりながら剪断され、表面張力が低下し、硬質プラスチック表面に広がりやすくなります。
5) 特に 2 ショット成形では、硬質プラスチック表面の吸湿や変色を避けてください。特定のケースでは、転送プロセスを通じて、これが発生する可能性が高くなります。
6) ナイロン66、表面の吸湿により、水分子が形成および吸着されて水素結合が形成され、TPEは硬質プラスチックの表面分子と分子間結合を効果的に形成できず、自然な結合強度が低下します。コーティングされた極性硬質プラスチック TPE も確かに極性式であり、防湿性に注意を払わず、同時に凝集効果に影響を与えます。
7) テスト機初期の洗浄シリンダーの不具合に注意
a. PVCコーティング済み
b.以前は硬質ゴムを生産する機械でした
オーバーモールドの 3 つの利点
設計にオーバーモールディングを使用する主な理由は 3 つあります。
美学の向上
複数の色または複数の種類の表面仕上げを持つ 1 つのプラスチック パーツを作成する場合、オーバー モールドは理想的なプロセスです。異なる色またはテクスチャーのコンポーネントを互いにオーバーモールドして、シームレスに接続された色と仕上げで 1 つの部品を形成することができます。たとえば、透明な樹脂部品を黒い樹脂部品でオーバーモールドして、1 つの自動車用レンズを形成することができます。プラスチックでオーバーモールドされた金属インサートは、プラスチック部品の内側に手動でセットされたインサートよりも見栄えがします。
より良い組み立て
一緒に成形された 2 つ以上のコンポーネントは、2 つのコンポーネントを別々に作成してから組み立てるよりもよく適合します。これは、オーバーモールド プロセス中に、基板上に追加されたプラスチックが溶融し、基板上で硬化するため、より強固なアセンブリが作成されるためです。 .
より使いやすく
硬質プラスチックや金属部品の上にゴムやポリウレタンなどのエラストマーを使用すると、エンドユーザーにとってより快適になります。金属部品と硬質プラスチックは人間の手にあまり心地よくありません。硬質プラスチックまたは金属部品に柔らかい層を追加すると、部品の質感が柔らかくなり、部品がより使いやすくなります。
オーバーモールド製品プロトタイプを実装する 3 つの方法
2K 射出成形金型は構造が複雑なため、製品開発プロセスに長いサイクルと高いコストが必要です。製品開発段階で試作品を1セットまたは数セットしか作らない場合、2K射出成形または2ショット射出成形に合格する必要がありますか?以下は、ラピッド プロトタイピング サービスで広く使用されているガイド アプローチです。
1.3D 印刷技術
2 色 FDM 3D プリンターは、かなり前から存在していました。一般的に言えば、3D 印刷には 2 つのスプリンクラー ヘッドが装備されており、異なる色の材料を印刷して、2 色混合のモデルを実現します。ただし、材料の選択にはまだ大きな制限があります。一部の 3 d プリンターは、多色の透明パーツを印刷できますが、構造が粗く、解像度が低く、テクスチャが貧弱で、「ピクセル化」されているとさえ言えます。したがって、多色の機能と外観のプロトタイプを備えた 3D プリントには、まだ長い道のりがあります。

2.シリコン ツール オーバーモールディング
ウレタン鋳造は、小ロット試作の一般的な方法です。また、オーバーモールド プロトタイプの生産に顕著な利点があります。
シリコン ツール キャスティング パーツは、色、質感、光沢仕上げ、インサート成形とオーバーモールド、または光学的に透明であっても、クライアントの仕様に正確に一致させることができます。複雑なプロセス構造を持つ部品の試作に最適で、金型から直接取り出すことができるため、部品を金型から簡単に取り出すことができ、抜き勾配を設計する必要がなく、± 0.15mm/100mm の標準加工公差を提供します。 、± 0.05 mm に達する最高の精度を備えています。複雑な構造は金型から直接取り出すことができます。

また、素材の選択も豊富で、ウレタン鋳造部品の作成を容易にする複数の材料があります。特定の特性を持つ材料は、ABS、PMMA、PC、PP、PA、軟質ゴムなどの生産グレードのプラスチックに類似しており、耐衝撃性、高温 (120℃)、または耐火性 (UL94-V0) などがあります。 /P>
金型製作: シリコン ツール オーバーモールドのプロセスには、主にマスター パターン作成、シリコン型作成、および真空鋳造が含まれます。シリコーン型を使用して、ゴム オーバーモールド硬質プラスチック、硬質プラスチック オーバーモールド硬質プラスチック、透明オーバーモールド非透明プラスチックなど、さまざまな種類のオーバーモールド製品を作成できます。

プロセス管理: ゲートの位置とシリコン金型の通気口のデザインは、シリコン オーバーモールド金型を作成する上で大きな問題となります。まず、ゲートは製品の外観面から離して配置する必要があり、材料が金型を充填できるように十分な流動性が必要です。第二に、通気口の位置と量を数回調整する必要があることがよくあります。特に透明な部品を作る場合、空気が悪いと明らかな外観上の欠陥が生じます。最後に、二次硬化中の 2 つの材料の収縮と変形です。

3. CNC 加工 + 表面処理
通常、CNC 加工による 2K プロトタイプでは、2 色または複数の素材の組み合わせを実現するために多くの後処理が必要になります。

高速、高寸法精度、外観品質が特徴です。オーバーモールド材料の選択肢は広く、ほぼすべてのエンジニアリング プラスチックおよび金属材料を処理できます。研磨およびその他の表面処理の後、生産効果は射出成形品と同等またはそれ以上になります。

今のところ、オーバーモールド製品のプロトタイプ製造の主流は、依然として CNC によって支配されています。もちろん、シリコンモールドも大きく進歩しています。通常、オーバーモールド プロトタイプの処理は、CNC とシリコン ツールのオーバーモールド方法を組み合わせることで実現されます。
オーバーモールド技術の新たな進歩
近年の重要な国際展示会の観察を通じて、多色射出成形の分野における欧米のメーカーは、いくつかの基本的な成形技術の「組み合わせ」プレゼンテーションに昇格しました。自動車のヘッドライト、エアコン パネル、テレビ フレームなどの従来の多色製品を除いて、2 色成形内部ラベル (IML) などの新しい用途、金型組成物内での 2 色形成 (IMA) 、StackMold、2K+IML+IMA+Stack Mold、2 色成形、中間層注入など、これらすべての新しい AP を 1 台の射出成形機で実現できます。
その結果、多色射出成形技術がますます注目されています。マルチカラー技術を提示するだけでなく、それを他の技術と組み合わせてより効率的な成果を生み出す必要があることは、業界が次の段階で目標に挑戦しなければならないことです.
WayKen は、オーバーモールドの分野で深い専門知識を持っています。最近では、2色透明カーランプ部品の小ロット2Kシリコンモールドが大きく進歩しています。オーバーモールディング プロジェクトの生産時間とコストを削減するために、お問い合わせください。すぐに見積もりを取得できます。
産業技術