工業製造

製品設計者が金属部品を製造する必要がある場合、さまざまな製造方法から選択できることがわかります。このうち、最も人気のあるオプションは鋳造と機械加工の 2 つです。しかし、それらはどのように比較されるのでしょうか? この記事では、これら 2 つの貴重な金属製造プロセスの概要を、その典型的な利点と弱点のいくつかを含めて説明します。この後、鋳造と機械加工をどのように比較し、どちらが製造用途に最適なプロセスであるかを理解できるようになります。 キャストとは何ですか? 金属鋳造は、溶融金属を金型 (ダイとも呼ばれます) に流し込み、完全に固まるまで冷却する製造技術です。その後、固体金属部品が金型

金属加工と鋳造のプロセスは、製造業者にとって「どちらか一方を選ぶ」比較として描かれることがよくあります。しかし、鋳造と機械加工に関する最近の記事で示唆したように、鋳造と機械加工の両方を併用することが最も効率的な生産手段となる場合が多くあります。 この記事では、鋳物を機械加工する利点と、これらの製造プロセスの両方を次の設計に確実に組み込む方法について概要を説明します。 機械加工鋳物とは何ですか? 機械加工された鋳物は、最初に半完成品に鋳造され、次に精密 CNC 機械加工で仕上げられた部品です。 ダイカスト、インベストメント鋳造、砂型鋳造など、いくつかの鋳造方法のいずれかを使用して初期鋳

CNC 加工の進化は、技術の大幅な進歩によって特徴付けられています。パンチテープと初歩的なプログラミングの初期の頃から、CNC 加工は高度なソフトウェアと高速多軸機械を組み込むように進化してきました。 近年、CNC 加工の分野で新たな技術開発が目立ち始めています。それは人工知能 (AI) です。 AI は、データから学習し、意思決定を行い、時間をかけて改善する能力を備えており、CNC 加工に新たなイノベーションの波をもたらす準備が整っています。 この記事では、CNC 加工における AI の役割をさらに深く掘り下げ、その現在の用途、将来の可能性、およびそれがもたらす課題を検討します。また、さ

世界中の企業が CNC 加工を使用して、セラミック、木材、複合材料などのさまざまな素材から高品質のコンポーネントを製造しています。金属とプラスチックは大量生産において最前線にあり、金属はより幅広い機械加工が可能です。機械工は、速度、送り、工具などを調整することで、金属の問題に巧みに取り組むことができます。 ただし、プラスチックには明らかな課題があります。鋼、真鍮、アルミニウム、チタンに有効な方法でも、同じ結果を得るのは困難です。その結果、仕上がりが標準以下になり、寸法が不正確になり、多数の部品が不合格になる原因となります。 プラスチック加工特有の複雑さとよくある落とし穴を理解することが重要

Ra – Rz – N 表面粗さコンバータ Ra、Rz、または N の粗さ値があり、他の単位で同等の値を取得する必要がありますか?そのためには、無料ツールを使用してください。 変換する一般的な値から選択します: 注意: Ra 値と Rz 値の間の正確な変換は不可能です それらは 2 つの異なるプロパティであるためです。統計に基づいて大まかな推定を行うことしかできません。粗さの値が大きいほど、変換の精度は低くなります。 Ra と Rz の間の変換はエンジニアリングとして適切な方法ではありません。 表面粗さは製図に記載されている方法に従って測定することをお勧めします。 Ra - Rz -
無料の直感的なツールを使用して、カスタム フィクスチャを簡単に設計できます。わずか 20 分で 3D プリント用に最適化された 3D ファイルを Xometry アカウントにエクスポートします。 今すぐfixturemateを起動する Xometry のアカウントをお持ちではありませんか?ここで作成します 仕組み 部品 CAD ファイルをアップロードします パーツを STL、3MF、または STEP ファイルとしてアップロードし、ワークスペース内に配置します。最高のパフォーマンスを得るには、10 MB 未満のファイルをアップロードしてください。 ベースプレートを定義する 標準的な
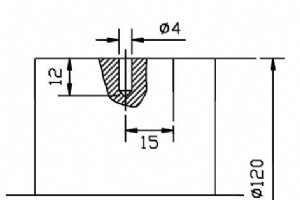
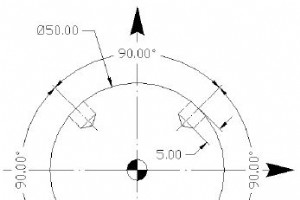
Fanuc G87 サイド ドリリング キャンド サイクル G87 側面穴あけサイクルは、回転工具を使用してコンポーネントの直径/側面を穴あけするために使用されます。 完全なチュートリアルを読む G87 横穴あけサイクル ファナック G87 サイドドリルの例 120°間隔で配置された 3 つの穴 O0021G21;G10 P0 X0 Z-100;N8 G28 U0.T808(RADIAL 4MM DIA DRILL)M5M45G28 H0G97 S3500 M3G0 G80 G98 X122.Z-15.G87 X96.Q3000 M90 F350.C120.Q1000 M17C240
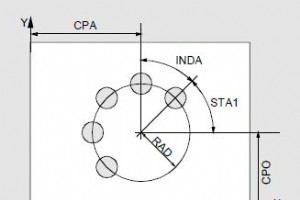
Sinumerik HOLES2 ホール サークル Sinumerik HOLES2 サイクルでは、穴の円を加工できます (BHC)。 プログラミング HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM) パラメータ パラメータ 説明 コンバージョン単価 中心点の円/ポケット、横座標 (絶対) CPO 中心点の円/ポケット、縦座標 (絶対) RAD 円の半径 (符号なしで入力) STA1 開始角度値:-180 ~ 180 度 インダ 割り出し角度 NUM 穴/細長い穴/スロットの数
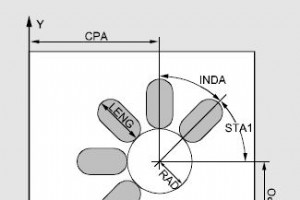
Sinumerik LONGHOLE 円の細長い穴 Sinumerik LONGHOLE サイクルでは、円上に配置された長穴を作成できます。長穴の幅は、工具の直径によって決まります。 プログラミング LONGHOLE (RTP, RFP, SDIS, DP, DPR, NUM, LENG, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サインなしで入る) DP 最終穴あけ深さ/長穴深さ/スロット深さ/ポケット深さ (絶対) DPR 基準面に
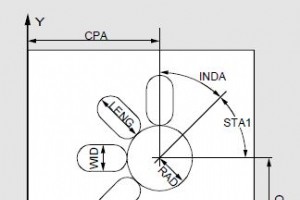
サークル上の Sinumerik SLOT1 スロット Sinumerik SLOT1 サイクルでは、円上に配置されたスロットを生成できます。スロットの縦軸は半径方向に配置されています。長穴とは対照的に、スロット幅の値が指定されています。Sinumerik SLOT1 サイクルは、荒削り/仕上げサイクルを組み合わせたものです。 プログラミング SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
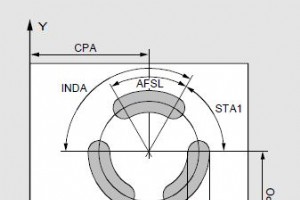
Sinumerik SLOT2 円周スロット Sinumerik SLOT2 サイクルでは、円上に配置された円形スロットを作成できます。Sinumerik SLOT2 サイクルは、粗加工と仕上げ加工を組み合わせたサイクルです。 プログラミング SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距
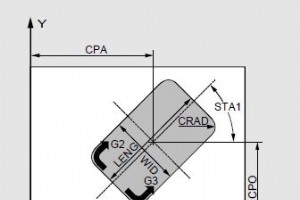
Sinumerik POCKET1 長方形ポケットフライス加工 Sinumerik POCKET1 サイクルでは、加工面の任意の場所に長方形のポケットを作成できます。Sinumerik POCKET1 サイクルは、荒加工と仕上げ加工を組み合わせたサイクルです。 プログラミング POCKET1 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRAD, CPA, CPO, STA1, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対)
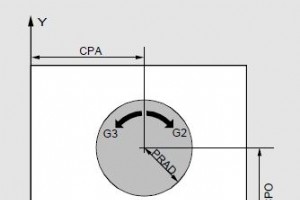
Sinumerik POCKET2 円形ポケットフライス加工 Sinumerik POCKET2 サイクルでは、円形ポケットを作成できます。Sinumerik POCKET2 サイクルは、荒加工と仕上げ加工を組み合わせたサイクルです。 プログラミング POCKET2 (RTP, RFP, SDIS, DP, DPR, PRAD, CPA, CPO, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サインなしで入る) DP 最終穴あ
GTCNC-150iM-II G コード M コード GREAT-150iM-II または GTCNC-150iM-II G コード フライス盤およびマシニング センター用の M コード G コード G コード 説明 G00 迅速なポジショニング G01 線形補間 G02 円弧/ヘリカル補間 CW G03 円弧/ヘリカル補間 CCW G33 スレッド G04 ドウェル G15 極座標命令をキャンセル G16 極座標の説明 G17 X-Y 平面を選択 G18 Z-X 平面を選択 G20 インチ入力(英語表記) G21 ミリメートル入力(メートル法) G28/G

GTCNC-60TT G コード M コード GREAT-60TT または GTCNC-60TT G コード CNC 旋盤用 M コード。 G コード G コード 説明 G00 素早い動き G01 線形補間 G02 円弧補間 CW G03 円弧補間 CCW G33 ねじ切り G04 ドウェル G20 インチ形式の入力 G21 メトリック形式の入力 G28 X、Z 軸が最初の基準点に戻る G281 X 軸が最初の基準点に戻る G283 Z 軸が最初の基準点に戻る G26 ZX軸プログラム原点復帰 G261 X 軸がプログラムの原点に戻る G263 Z 軸がプ

GTCNC-150iT-II G コード M コード GREAT-150iT-II または GTCNC-150iT-II G コード CNC 旋盤用 M コード。 G コード Gコード 説明 G00 迅速なポジショニング G01 線形補間 G02 ヘリカル補間 CW G03 ヘリカル補間 CCW G33 トレッド G04 ドウェル G17 X-Y 平面 G18 Z-X 平面 G19 YZ 平面 G20 インチ形式の入力 G21 メトリック形式の入力 G28/G281/G282/G283 最初の基準点に戻る G30/G301/G302/G303 2 番目、3 番

CNC マシン ロック CNC マシン ロックは、実際に部品を作成する前に CNC プログラムをテストするための非常に便利な機能です。 機械ロックでは、軸はその位置で静止したままですが、その位置はディスプレイ上のプログラムによって変化します。このようにして、CNC 機械工は部品を作成する前に問題を把握できます。 マシン ロックには 2 つのタイプがあります: すべての軸に沿った動きを停止する全軸機械ロック。 指定された軸のマシン ロック。指定された軸に沿った動きのみを停止します。 マシン ロックを有効にするには、操作パネルのマシン ロック スイッチを押します。ツールは移動しませんが

G87 ラジアル掘削サイクル Fanuc G87 Radial Drilling Cycle は、回転工具を使用してサイド ラジアル ドリル サイクルを起動します。 Fanuc G87 Radial Drilling Cycle は、FANUC SERIES 21i/18i/16i– TA および互換性のある CNC コントロールで動作します。 例 Fanuc G87 ラジアル掘削サイクルのプログラミング例 プログラミング G87 X F Q P R パラメータ パラメータ 説明 X 穴あけ終了時の絶対値 F 穴あけ送り (mm/分) Q 切込み (1000 分の 1) P
ファナック G87 ラジアル掘削サイクル Fanuc G87 Radial Drilling Cycle は、回転工具を使用してサイド ラジアル ドリル サイクルを起動します。 G87 ラジアル掘削サイクルの例 ワーク原点から 20 mm の位置に 4 つの放射状の穴 N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G54N39 M303 S2000N40 G94N41 G0 X55 Z5N42 Z-20 M8N43 C0 M20N44 G87 X40 F100N45 C90 M20N46 C18

Fanuc G87 サイド ドリリング キャンド サイクル G87 側面穴あけサイクルは、回転工具を使用してコンポーネントの直径/側面を穴あけするために使用されます。 Fanuc G87 Side Drilling Canned Cycle は、FANUC Oi および互換性のある CNC コントロールで動作します。 プログラミング G87 X F Q P R パラメータ パラメータ 説明 X 最終穴あけ深さ (絶対寸法 mm) H 2 つの穴の間の距離 (度単位)。 K 穴の数。 Q 切込み (ミクロン)。 P 穴の底での滞留時間 (秒)。 F 送り速度 (mm/min)
CNCマシン