工業製造
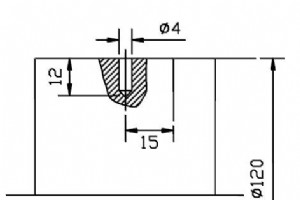
Fanuc G87 サイド ドリリング キャンド サイクル G87 側面穴あけサイクルは、回転工具を使用してコンポーネントの直径/側面を穴あけするために使用されます。 完全なチュートリアルを読む G87 横穴あけサイクル ファナック G87 サイドドリルの例 120°間隔で配置された 3 つの穴 O0021G21;G10 P0 X0 Z-100;N8 G28 U0.T808(RADIAL 4MM DIA DRILL)M5M45G28 H0G97 S3500 M3G0 G80 G98 X122.Z-15.G87 X96.Q3000 M90 F350.C120.Q1000 M17C240
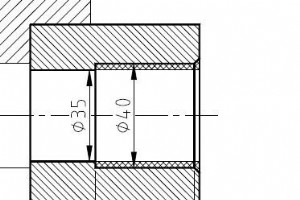
投稿者:cnc プログラマー まとめ CNC 旋盤で既にドリル加工されたコンポーネントに穴を開ける簡単なプログラムを示す CNC プログラミングの例。 描画/画像 CNC プログラム O0003;N10 G10 P0 Z-85;N20 T606;N30 G50 S2000;N40 G96 G99 S180 F.2 M4 M8 M200;N50 G0 X44 Z2;N60 G1 Z0;N70 X40 Z-2 F.15;N80 Z-40 F.2;N90 X35;N100 G0 Z5;N110 X200 Z100;N120 M30;
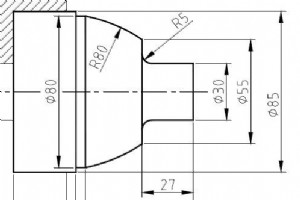
提出者:ジャック まとめ コンポーネントを外側から回転させる CNC プログラム例。回転輪郭は直線補間と円弧補間で構成されます。 描画/画像 CNC プログラム O0004;N10 G10 P0 Z-110;N20 T303;N30 G50 S2500;N40 G96 S220 G99 F.2 M4 M8 M200;N50 G0 X30 Z2;N60 G1 Z-22;N70 G2 X40 Z-27 R5;N80 G1 X55;N90 G3 X80 Z-57 R80;N100 G1 Z-62;N110 X86;N120 G0 X150 Z150 M30;
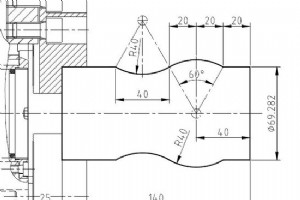
提出者:ヴィクラム まとめ 多くの半径を持つ CNC プログラミングの例。複数の接合円弧 (半径) を一緒に切断する方法を示す完全なプログラム。 描画/画像 CNC プログラム O0005;N10 G10 P0 Z-165;N20 T404;N30 G50 S2000;N40 G96 S200 G99 F.2 M4 M8 M200;N50 G0 X69.282 Z2;N60 G1 Z-20;N70 G3 X69.282 Z-60 R40;N80 G2 X69.282 Z-100 R40;N90 G1 Z-105;N100 G0 X150;N110 Z10;N120 M30;
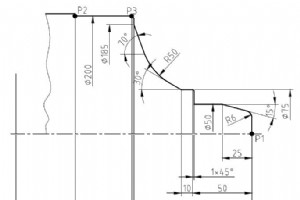
提出者:BEATA まとめ CNC プログラムで直接角度を与える方法を示す CNC プログラムの例 描画/画像 CNC プログラム O0012;N10 G10 P0 Z-200;N20 T303; (PROFILING)N30 G50 S2200;N40 G96 G99 S230 F0.12 M4 M8 M200;N50 G0 X0 Z3;N60 G1 Z0 ; (P1)N70 ,A90 R6; (FIRST ANGLE)N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°)N90 ,A180N100 X75 Z-4

Makino Pro 3 プログラム保護 ディレクトリに保存されているすべてのプログラムは、メモリ ロック キー スイッチによって (編集や偶発的な削除から) 保護されています。Makino Pro 3 は、パラメータ設定を使用して追加のプログラム保護を提供します。 マキノプロ3 Makino Pro 3 プログラム保護用パラメータ Pro 3 制御パラメータ 3202 を設定することにより、パート プログラム番号の 2 つの範囲の編集を禁止できます。パラメータ 3202 は、プログラム編集を禁止するために使用されるビット 0 と 4 を持つ 8 ビット パラメータです。 パラメータ
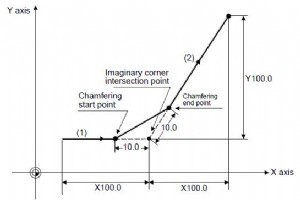
三菱 CNC コーナー面取り/コーナー丸め 三菱CNC搭載のマシニングセンタでは、直線のみで角を整形する指令ブロックのうち、最初に指令するブロックの末尾に「,C_」または「,R_」を付加することで、任意角度面取りや角R加工を自動で行います。 三菱 CNC コーナー面取り “,C_” 角は、面取りを行わない場合に適用される仮想の始点と終点の角から「,C_」で指定された長さを差し引いた位置がつながるように面取りされます。 プログラミング N100 G01 X__ Y__ ,C__ ;N200 G01 X__ Y__ ; N100 と N200 が交差する点で角丸めが行われます。 パラメータ

簡単なクイズの質問に答えて、CNC プログラミングのスキルをテストしてください。 この cnc プログラミング クイズは、G コードとその機能についてどれだけ知っているかをテストします。 注:これは Flash のチュートリアルです。 CNC プログラミング クイズ
簡単なクイズの質問に答えて、CNC プログラミングのスキルをテストしてください。 Evert cnc プログラマー/機械工は、G &M コードを処理する必要があります。 このクイズは、M コードに関する知識をテストします。 注:これは Flash のチュートリアルです。 CNC プログラミング クイズ
CNC プログラミングを学び始めたばかりの CNC プログラマー / 機械工向けの、非常にシンプルで簡単なプログラミング演習です。 図面は上に示され、一部のブロックが欠落している cnc プログラムも下に示されています。欠落しているブロックを正しく埋める必要があります。 注:これは Adobe Flash のチュートリアルです。 解決方法 不足しているプログラム ブロック (指定された図に従って) を青いボックスで指定されたもので埋め、マウスでドラッグして適切な場所にドロップするだけです。正しいコードを配置すると、緑色のチェック マークが表示されます。 CNC プログラマ向けの
これは CNC 旋盤のプログラミング演習です。この演習は、初心者レベルの cnc プログラマー / 機械工が cnc プログラミングを簡単に習得するのに役立ちます。 解決方法 完全な cnc プログラムを含む非常に基本的な図面を以下に示します。ただし、一部のプログラム ブロックには番号がありません。正しい値を入力する必要があります。正しいプログラム値が入力されると、チェック マークが表示されます。 注:これは Adobe Flash のチュートリアルです。 CNC プログラミング演習の空欄に記入してください
CNC プログラミング スキルを学び、テストするための CNC プログラミング演習。指定された図面に従って、このプログラミング演習の空白を埋めるだけです。 解決方法 完全な cnc プログラムを含む図面を以下に示しますが、一部のプログラム ブロックには数字/文字が欠けています。正しい値を入力するだけで済みます。正しいプログラム値が入力されると、チェック マークが表示されます。 注:これは Adobe Flash のチュートリアルです。 CNC プログラミング演習 空欄を埋めてください
プログラミング スキルを磨くための CNC ミリング (マシニング センター) プログラム演習。 解決方法 完全な cnc プログラムを含む図面を以下に示しますが、一部のプログラム ブロックには番号がありません。正しい値を入力する必要があります。正しいプログラム値が入力されると、チェック マークが表示されます。 注:これは Adobe Flash のチュートリアルです。 CNC CNC プログラミング フライス加工演習の空欄に記入
複数のアーク ジョイントを組み合わせた CNC ミル プログラミング演習。 この cnc プログラミング演習では、複数の円弧を持つコンポーネントのプログラムを作成する方法を示しているため、cnc プログラマーは複数の円弧補間 G コード G02 G03 を使用する必要があります。 解決方法 完全な cnc プログラムを含む図面を以下に示しますが、一部のプログラム ブロックには番号がありません。正しい値を入力する必要があります。正しいプログラム値が入力されると、チェック マークが表示されます。 注:これは Adobe Flash のチュートリアルです。 CNC プログラミング演習の複

C.B.Ferrari CNC マシニング センターで作業する C.B.Ferrari Elexa E560 G コードの完全なリスト。 CB フェラーリ E560 G コード Gコード 説明 G0 平面上およびプログラムされた点の空間での直線補間での軸の迅速な位置決め。 G1 平面内およびプログラムされた点の空間内で線形補間を行います。 G2 選択した平面またはらせん上で時計回りに円弧補間 G3 選択した平面またはらせん上で反時計回りに円弧補間を行います。 G4 スピンドル回転数 (G4/n) または 10 分の 1 秒 (秒/10 での G4/s 時間) でプログラムされた滞
C.B.Ferrari CNC マシニング センターで作業する C.B.Ferrari Elexa E560 M コードの完全なリスト。 C.B.フェラーリ E560 M コード M コード 説明 M1 プログラムされた停止。 M3 時計回りのスピンドル回転。 M4 反時計回りのスピンドル回転。 M5 スピンドルを停止します。 M6 手動交換ツール (G99 に関連付け)。 M7 クーラント 1 (外水) を有効にします。 M8 クーラント 2 (スピンドル内の水) を有効にします。 M9 クーラントを無効にします。 M10 プログラムされていない軸のロックを有効にします

Milltronics Centurion 7 エラー メッセージの完全なリストは、Milltronics CNC マシンで作業する CNC 機械工プログラマー向けです。 ミルトロニクスのエラー メッセージ 001 機能番号が無効です 何が起こったのかを記録し、テクニカル サポートに連絡してください。存在しない DOS 関数が呼び出されました。 002 ファイルが見つかりません OLD として指定されたファイル名は存在しません。メニューを試してください。 003 パスが見つかりません 指定されたドライブまたはサブディレクトリは存在しません。 004 開いているファイルが多すぎます
プログラムを完了するための cnc プログラミング テスト。この cnc プログラムは、複数の円弧 (半径) ジョイントで構成されています。 cnc プログラマー/機械工が cnc プログラミング スキルをテストするための良い演習です。 解決方法 完全な cnc プログラムを含む図面を以下に示しますが、一部のプログラム ブロックには番号がありません。正しい値を入力する必要があります。正しいプログラム値が入力されると、チェック マークが表示されます。 注:これは Adobe Flash のチュートリアルです。 CNC プログラミング テストの空欄に記入してください
アマダ AE NT シリーズ CNC タレット パンチ プレス アマダ AE255NT / AE2510NT CNC タレット パンチ プレスで作業する CNC 機械工向けの G コードと M コード。 G コード アマダ CNC タレット パンチ プレス G コード 説明 G00 線形補間キャンセル G01 線形補間開始 G04 ドウェル G06 ワークシートの厚さと素材の指定 G20/G21 インチ/メートル選択機能 G25 自動再配置 G27 自動再配置 G26 ボルト穴円[BHC] G28 角度 [LAA] の線 G29 アーク [ARC] G36 G

Andron andronic 2060 の完全な G コードと M コードのリスト。Andron andronic 2060 cnc コントロールを使用して cnc マシンで作業する cnc 機械工向け。 G コード Andronic 2060 G コード 機能 G00 早送りでの位置決め G01 送り速度での位置決め G02 円形補間 – 時計回り G03 円弧補間 – 反時計回り G04 滞在時間 G05 空間円弧補間 G14 マクロ呼び出し G17 XY 平面 G18 飛行機 ZX G19 プレーン YZ G22 サブプログラム呼び出し G23 テキスト –
CNCマシン