工業製造
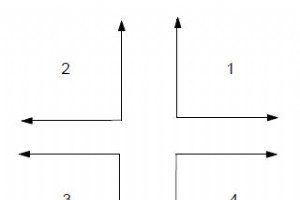
Osai UGS (UCG) – グラフィック スケールを使用 (マシン プロット) Osai 10 シリーズ UGS コマンドは、グラフィック ディスプレイを初期化し、グラフィック ディスプレイの制限と方向を確立します。 プログラミング (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) パラメータ パラメータ 説明 斧オリエント 軸方向のタイプを選択する番号 (1 から 4) です (図を参照)。デフォルト値は 1 です abs-axis ディスプレイ上の横座標の名前です val1 横座標の下

Osai CGS (CLG) コマンド Osai CGS コマンドは、座標系を残して画面からプロファイルをクリアします。 プログラミング (CGS)
オサイ DGS (DCG) コマンド Osai DGS コマンドは、グラフィック表示を無効にし、表示されたプロファイルを削除し、画面から座標系を削除します。 DGS コマンドを使用した後、別の UGS コマンドを使用してグラフィック表示を再初期化する必要があります。 プログラミング (DGS)
おさいDISコマンド Osai DIS コマンドを使用すると、値をオペレータに表示できます。コントロールは、オペレーターとの通信用に予約されている画面領域に値を表示します。 プログラミング (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) パラメータ パラメータ 説明 オペランド 数値、変数、ASCII 文字列のいずれかです。最大 5 つのオペランドを表示できます。 5 つのすべてのオペランドの長さは 80 文字を超えることはできません。オペランドが数値の場合は、変数の通常の範囲内です (5.5 形式)。オペランドが変数
アニラム プログラムのコメント アニラムでは、CNC プログラマーはアスタリスク (*) を使用して、プログラム リスト内でコメントを作成したり、CNC からブロックのすべてまたは一部をマスクしたりできます。テキスト文字列の前にアスタリスクを配置すると、CNC はすべてを無視します。右側のテキスト。 プログラム例 例 1 *N20 G1 X5 Z6N30 … CNC はブロック全体を無視します。次のブロックが実行されます。 例 2 N20 G1 *X5 Z6N21 … CNC は線形補間 (G1) を有効にします。その後、X5 Z6 へのプログラム移動は無視されます。次のブロックが実行さ
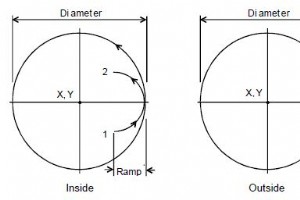
G171 円形プロファイル サイクル アニラム G171 サーキュラー プロファイル サイクルは、既存の円の内側または外側のプロファイルをクリーンアップします。 プログラミング G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn パラメータ パラメータ 説明 X 中心の X 座標。デフォルト:現在位置。オプション。 Y 中心の Y 座標。デフォルト:現在位置。オプション。 H Z 絶対開始 (急速) 高さ (切断するサーフェスから 0.1 インチまたは 2 mm 上にある必要があります)。迅速に実行されます。必須 D 円の完成直径。負の値を入力する
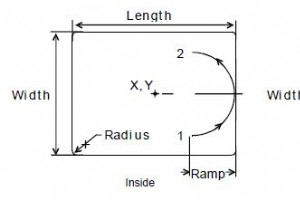
アニラム G172 長方形プロファイル サイクル Anilam G172 Rectangular Profile Cycle は、長方形の内側または外側のプロファイルをクリーンアップします。 プログラミング G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn パラメータ パラメータ 説明 X 中心の X 座標。座標が入力されていない場合、CNC は現在の位置でポケットを中央に配置します。 Y 中心の Y 座標。座標が入力されていない場合、CNC は現在の位置でポケットを中央に配置します。 H ポケットのフライス加工を開始する前の絶対 Z
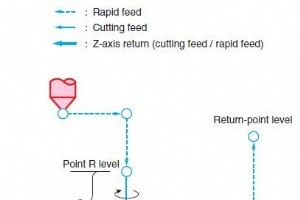
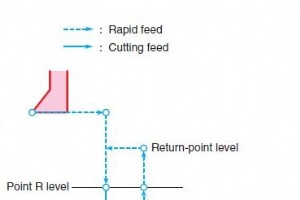
Okuma G73 高速深穴ドリルサイクル G73 高速深穴加工サイクル プログラミング G73 X__Y__Z__R__P__Q__F__ パラメータ パラメータ 説明 X,Y 穴位置の座標値 Z 穴の底レベルG90 モードの場合: 選択した座標系での位置 G91 モード: ポイントRレベルからの距離 R ポイントRレベル P 穴底での滞留時間 Q ペッキング量 (正の増分値) F 送り速度 加工手順 (1) X軸とY軸を早送りで位置決め(2) R点レベルへ早送りで位置決め(3) Qで指定したペッキング量だけaで穴あけ(4) 「d」だけ切削工具を後退させ
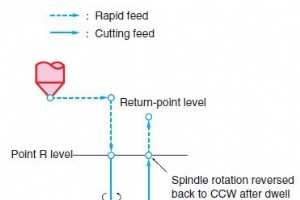
オークマ G74 リバース タッピング サイクル G74 逆タッピングサイクル プログラミング G74 X__Y__Z__R__P__Q__F__ パラメータ パラメータ 説明 X,Y 穴位置の座標値 Z 穴底レベルG90 モードの場合:選択した座標系での位置G91 モードの場合:ポイント R レベルからの距離 R ポイントRレベル P 穴底での滞留時間 Q ポイント R レベルでの滞留時間 F 送り速度 加工手順 (1) X軸とY軸の早送りでの位置決め(2) R点レベルへの早送りでの位置決め(3) 指定切削でのZ点レベルへのタッピング(4) Z 点レベルで P 秒間
オークマ G76 ファイン ボーリング サイクル G76 ファインボーリングサイクル プログラミング G76 X__Y__Z__R__Q__(I__J__) P__F__ パラメータ パラメータ 説明 X,Y 穴位置の座標値 Z 穴の底レベル R ポイントRレベル Q シフト量(下記説明参照) 私、J シフト量(下記説明参照) P 穴底での滞留時間 F 送り速度 加工手順 (1) X軸とY軸の早送りでの位置決め(2) R点レベルへの早送りでの位置決め(3) 指定切削でZ点レベルへのボーリング(4) Z 点レベルに P 秒間滞留し、NC オプションパラメータ(FIXE
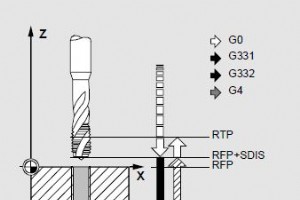
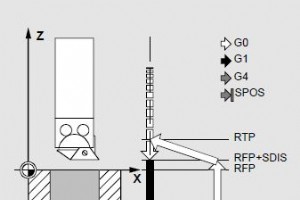
Sinumerik CYCLE84 リジッド タッピング サイクル CYCLE84 は、フローティング タップホルダーを使用せずにタップ穴を生成します。CYCLE84 は、穴あけ用に指定されたスピンドルが位置制御スピンドル モードで動作できる場合にのみ適用できます。 プログラミング CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サインなしで入る) DP 最終穴あけ深さ/長穴深さ/スロット
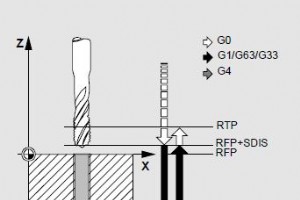
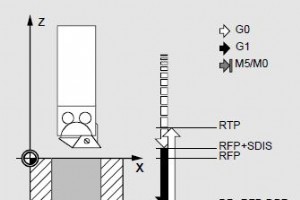
フローティング タップホルダー付き Sinumerik CYCLE840 タッピング Sinumerik CYCLE840 サイクルでは、フローティング タップホルダーでタップ穴を作成できます エンコーダなし エンコーダ付き。 タップホルダを浮かせずにタッピングする場合 (リジッドテーピング) CYCLE84 が使用されます。 プログラミング CYCLE840 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サ
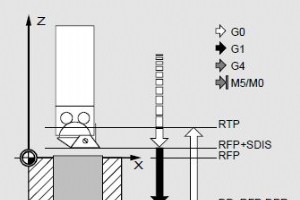
Sinumerik CYCLE85 ボア 1 CYCLE85「ボア 1」サイクルでは、内向きおよび外向きの動きは、関連するパラメータで指定する必要がある送り速度で実行されます。 プログラミング CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サインなしで入る) DP 最終穴あけ深さ/長穴深さ/スロット深さ/ポケット深さ (絶対) DPR 基準面に対する最終穴あけ深さ/長穴深さ/スロット深さ/ポケット深さ (符号なしで入力) DT
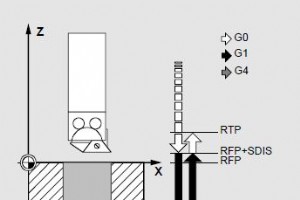
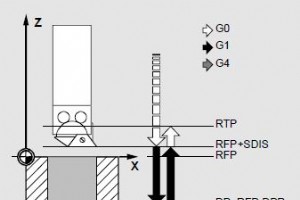
Sinumerik CYCLE86 ボア 2 CYCLE86 の「ボア 2」サイクルでは、穴あけ深さに到達すると、向きを合わせた主軸停止が実行されます。その後、ツールは早送りでプログラムされた戻り位置まで移動し、そこから戻り平面まで移動します。 CYCLE86 サイクルは、穴あけ用に指定されたスピンドルが技術的に位置制御スピンドル モードで動作できる場合にのみ使用できます。 プログラミング CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS) パラメータ パラメータ 説明 RTP 復路(絶対) RFP
Sinumerik CYCLE87 ボア 3 Sinumerik CYCLE87「ボア 3」サイクルでは、方向付けなしのスピンドル停止が、最終穿孔深さに達すると実行され、その後にプログラムされた停止が続きます。 NC スタートキーを押すと、後退面に到達するまで早送りで上方向への移動が続けられます。 プログラミング CYCLE87 (RTP, RFP, SDIS, DP, DPR, SDIR) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サインなしで入る) DP 最終穴あけ深さ/長穴深さ/スロット深さ/ポケット深さ (絶対)
Sinumerik CYCLE88 ボア 4 Sinumerik CYCLE88「ボア 4」サイクルでは、オリエンテーションなしのスピンドル停止とプログラムされた停止とともに、最終穿孔深さに到達する際にドウェル時間が影響を受けます。 NCスタートキーを押すと、退避面に到達するまで早送りで上方向に移動します。 プログラミング CYCLE88 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サインなしで入る) DP 最終穴あけ深さ/長穴深さ/スロット深さ/ポケッ
Sinumerik CYCLE89 ボア 5 Sinumerik CYCLE89「ボア 5」サイクルでは、サイクル呼び出しの前にプログラムされた F 値で内側と上方の動きが実行されます。最終掘削深度に到達すると、滞留時間が有効になります。 プログラミング CYCLE89 (RTP, RFP, SDIS, DP, DPR, DTB) パラメータ パラメータ 説明 RTP 復路(絶対) RFP 基準面 (絶対) SDIS 安全距離 (サインなしで入る) DP 最終穴あけ深さ/長穴深さ/スロット深さ/ポケット深さ (絶対) DPR 基準面に対する最終穴あけ深さ/長穴深さ/スロット深さ

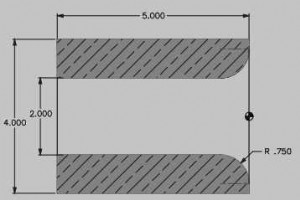
Osai GTL (ハイレベル ジオメトリック プログラミング) Osai 10 シリーズ CNC システムでは、標準プログラミング言語 (G1-G2-G3) または高レベル プログラミング言語である GTL を使用して、平面上の幾何学的プロファイルをプログラミングできます。 Osai GTL を使用すると、図面によって提供される情報を使用して、直線と円で構成されるプロファイルをプログラムすることができます。 Osai 10 シリーズ CNC は、これらの要素間の接点と交点を計算します。 Osai GTL と標準プログラミング コードは同じプログラムで使用できますが、同じプロファイルでは
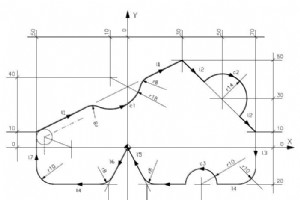
Osai 10 シリーズ Osai GTL (高水準プログラミング言語) を使用したプログラミング例 Osai GTL プログラミング例 N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=I40J-20r10N12 S...M...T3.3M6M....N13 G0X-30Y
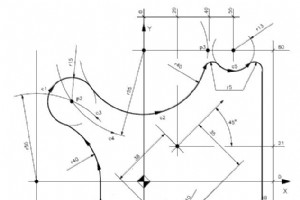
Osai 10 シリーズを使用すると、プログラマーは標準プログラミング言語 (G1-G2-G3) または高レベル プログラミング言語 (GTL) である GTL を使用して cnc プログラムを作成できます。完全な Osai GTL プログラミングの例を次に示します。 Osai CNC GTL プログラム例 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l
CNCマシン