工業製造

MAZATROL MATRIX などのマザック CNC 機械制御エラー リスト その他のマザック アラーム リストについては、次のページをご覧ください。 マザック システム/ドライブ エラー (No.1 – No.99、No.1000 – No.1099) マザック CNC マシン制御エラー (No. 100 – No. 199、No. 1100 – No. 1199) Mazak PLC マシン制御エラー (No.200 – No.399、No.1200 – No.1399) マザックCNC画面操作エラー(No.400~No.499、No.1400~No.1499) Mazak I/

MAZATROL MATRIXなどのマザックCNC画面操作エラーリスト その他のマザック アラーム リストについては、次のページをご覧ください。 マザック システム/ドライブ エラー (No.1 – No.99、No.1000 – No.1099) マザック CNC マシン制御エラー (No. 100 – No. 199、No. 1100 – No. 1199) Mazak PLC マシン制御エラー (No.200 – No.399、No.1200 – No.1399) マザックCNC画面操作エラー(No.400~No.499、No.1400~No.1499) Mazak I/O エラー

マキノ プロフェッショナル 3 CNC コントロール (マキノ プロ 3) G マキノ プロ 3 (ファナック 16i/18i) CNC コントロールを使用して CNC マシンで作業する CNC 機械工向けのコード リスト。 牧野プロ 3 G コード Gコード 機能 G00 迅速なポジショニング G01 線形補間 (送り速度) G02 循環/ヘリカル補間 CW G03 円形/ヘリカル補間 CCW G04 ドウェル G05 高速リモートバッファ操作 G07.1 円筒補間 G09 正確な停止チェック G10 データ設定 G11 データ設定モードのキャンセル G12.1

マキノ プロフェッショナル 3 CNC コントロール (マキノ プロ 3) マキノ プロ 3 (ファナック 16i/18i) CNC コントロールを使用して CNC マシンで作業する CNC 機械工向けの M コード リスト。 Makino Pro 3 M コード 標準 M コード M コード 説明 M000 プログラム停止 M001 オプショナルストップ M002 プログラム終了 M003 Cw 方向の主軸開始 M004 CCW 方向の主軸開始 M005 主軸停止 M006 自動工具交換 M007 ミストクーラントまたはエアブローオン M008 ノズル冷却剤オン M0

Fadal CNC マシンをトラブルシューティングするための Fadal エラー メッセージと緊急エラー コードの完全なリスト Fadal エラー メッセージ N =で絶対モードが必要 すべてのプローブ機能の間、CNC は G90 (アブソリュート) モードでなければなりません。プローブ機能 L9101 は G91 (インクリメンタル) モードでプログラムされています。 軸のアンプ障害 これは、コントロールが操作可能な軸を検出しない場合、電源投入時に発生します。これは、A 軸が使用されておらず、ダミーの終端プラグが取り付けられている場合によく見られます。ダミーの終端プラグが取り付けられ

Fadal PLC アラーム リスト / Fadal マシニング センター (GE FANUC 0i MC CNC コントロール) の PLC メッセージ。 PLC アラーム ALARM 説明 1002 デュアル ドア スイッチの故障 1003 M02 パワーセーブ、リセットしてクリア 1005 ドアが開いています、MDI ツール CHG ALRM 1016 工具寿命終了 工具を交換し、工具寿命画面でリセット 1040 スピンドルが作動中は工具を交換できません 1041 Z がホーム ポジションにない場合、ツールを変更できません 1042 スピンドルの向きが合っていない場合は

Fadal VMC で作業する CNC 機械工向けの Fadal G Codes M Codes Fixed Subroutines など。 G コード Gコード 説明 G0 快速旅行 G1 線形補間 G2 円補間 (時計回り) G3 円補間 (反時計回り) G4 ドウェル P=ミリ秒単位の時間また:非モーダル インポジション チェック G5 ノンモーダル ラピッド トラベル G8 加速 (フィード ランプなし) G9 減速 (フィード ランプ)また:位置チェック中 G10 プログラム可能なデータ入力L02=器具 X、Y、Z、A、B、P=0、1-48L10=長さ、P=

CNC 機械工向けの Fanuc 0i / 0i Mate アラーム コード。 ファナック 0i アラーム プログラム エラー (P/S アラーム) プログラム エラー /プログラムおよび操作に関するアラーム (P/S アラーム) 0 電源を切ってください 1 番目のパリティ アラーム 2 TV パリティ アラーム 3 桁が多すぎます 4 住所が見つかりません 5 アドレス後のデータなし 6 マイナス記号の不正使用 7 小数点の不正使用 9 不正なアドレス入力 不適切なG–コード10個 11 送り速度が指令されていません 14 は G95 をコマンドできません (M シリーズ) 14
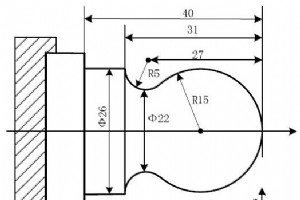
GSK 980 TDc プログラムの例。この cnc プログラムの例では、G02 G03 円弧補間 G コードを使用しています。CNC プログラムは、GSK 980 TDc cnc プログラムで 2 つの円弧を結合する方法を示しています。 GSK 980 TDc プログラミング例 Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 arc)N0

cnc 機械工プログラマー向けの Citizen Cincom E32 IV G コードと M コード。 G コード Gコード 機能 G00 早送り G01 線形補間 G02 円補間 (時計回り) G03 円補間 (反時計回り) G04 ドウェル G28 リファレンス ポイント リターン G32 ねじ切り G50 座標系設定 G90 縦方向回転サイクル G92 ねじ切りサイクル G94 顔回しサイクル G96 定速制御 G97 定速制御キャンセル G98 毎分フィード G99 1 回転あたりのフィード G コード マクロ Gコード 機能 G201

以下は、Haas Mill のプログラミングに使用されるアドレス コードのリストです。 第 4 軸の回転運動 (設定 30、34、48、108)A アドレス文字は、オプションの 4 番目の A 軸のモーションを指定するために使用されます。回転軸の角度を度単位で指定します。常に符号付きの数字と小数点以下 3 桁までが続きます。小数点が入力されていない場合、最後の桁は 1/1000 度と見なされます。 B 5 軸回転運動 (設定 78、79、80、108)B アドレス文字は、オプションの 5 番目の B 軸のモーションを指定するために使用されます。角度または回転軸を指定します。常に符号付き
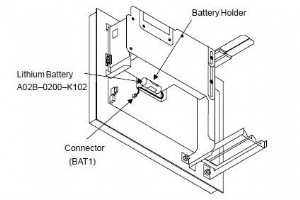
ファナック シリーズ 15i 150i ファナックのバッテリー交換方法 古いバッテリーのケーブルを取り外してから、新しいバッテリーのケーブルを接続するまでの時間は、5 分以内である必要があります。以下の手順を正しく実行すると、BIOS 設定は消去されません。ただし、BIOS 設定が消去されている場合、電源投入時に次のメッセージが表示され、デフォルトの BIOS 設定が読み込まれ、再起動されます。「251:System CMOS checksum bad – Default configuration used.」したがって、 BIOS 設定がデフォルト設定から変更されたか、バッテリーを交換する
NUM CNC 旋盤機械の完全なプログラム例。この cnc プログラムでは、最初に外側の輪郭が旋削され、次に別のツールで溝が加工されます。 NUM CNC 旋盤 G コード NUM 個の CNC 旋盤 MCodes NUM 760 T プログラム例 %159N1 (AXE)N10 G90 G71 G80 G40 G92 S3000N20 G0 G52 X0 Z0(FINISHING CONTOUR)N30 T1 D1 M6 (TOOL#1)N40 G95 F0.08N50 G97 S800N60 M3 M42N70 G0 X66 Z-24N80 G96 S80N90 G1 G41 X5
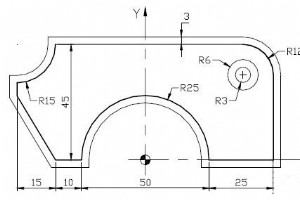
NUM CNC ミル プログラムの例 深さ 5 mm までのスルー ドリリングと座ぐりによる外側輪郭切削。 NUM CNC Mill プログラムの例 %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y33N90 G3 X38 Y45 R12N100 G1 X-35 Y45N110 G2 X-50 Y 30 R15N120 G1 X-50 Y25N130
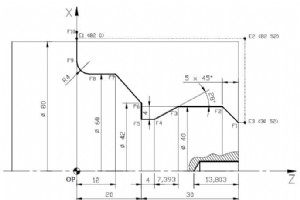
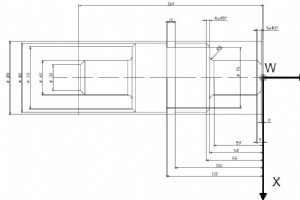
提出者:BEATA まとめ NUM cnc サイクルの使用を示す NUM CNC 旋盤プログラムの例、G64 旋削/面粗削りサイクルG65 溝荒削りサイクルG87 切りくず処理を伴う穴あけサイクル複数のツーリングが使用されるこの CNC 機械加工操作全体を完了するために。 描画/画像 CNC プログラム %1111(EBAUCHE T2 D2)(FINITION T3 D3)(CENTRAGE DIAM 5 T7 D7)(PERCAGE DIAM 6 T8 D8)N10 G90 G71 G40 G80 G92 S4000 (INITIALIS)(USINAGE EBAUCHE PARAXI
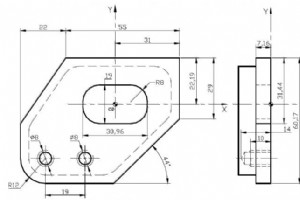
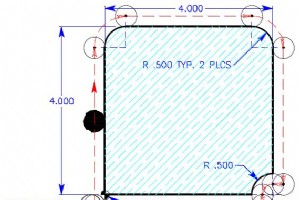
提出者:BEATA まとめ G45 シンプル ポケット サイクルなどの多くの NUM サイクルの動作を示す NUM CNC ミル プログラムの例。以下の NUM G コード サイクルがこの cnc プログラムの例で使用されています G45 シンプル ポケット サイクルG71 メトリック データ入力G81 センター ドリル サイクルG80 固定サイクル キャンセルG87 切りくず処理を伴うドリル サイクルG84 タッピング サイクルG52測定原点を基準とした絶対次元での動作のプログラミング 描画/画像 CNC プログラム %3354(Exemple de cycles en fraisag
Haas CNC Milling Circular Interpolation プログラミングの説明と cnc サンプル プログラム。これらの例は、G02 G03 G コードを使用した円弧補間のプログラミング中に、CNC プログラムで IJK または R を指定する方法を示しています。 ハース循環補間 R の方がプログラミングしやすいのに、なぜ IJK を使用するのですか? R の方が定義が簡単ですが、間違いを犯して誤った半径を取得する方が簡単です。 R が使用されていて、始点または終点を間違えた場合でも、マシンは半径を実行でき、それを実行すると、半径が正しくなくなります。 I、J、K の
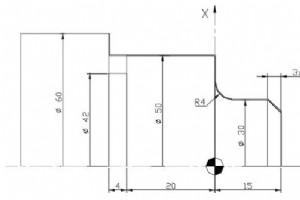
提出者:CNC プログラマー まとめ CNC 旋盤のプログラミング例。このプログラミング例では、X 軸の直径値は使用されませんが、半径値はプログラミングに使用されます。 半径モード/寸法記入の場合、旋盤上の X 軸の移動は中心からの距離になります。したがって、X1 でカットすると、直径 2mm のパーツになります。 描画/画像 CNC プログラム % AlberoN010 G00 X150 Z200 T0101 M06N020 G92 S2400N030 G96 G95 F0.3 S300 M04 M08N040 X50 Z-2N050 G01 X-0.5N060 G00 Z0N070
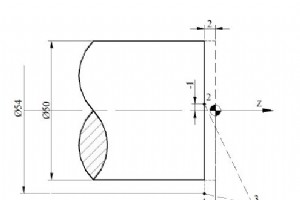
提出者:機械工 まとめ コンポーネントを工具で面取りする方法を示す単純な cnc 旋盤プログラム。これは工具の動きも示しています。 描画/画像 CNC プログラム %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
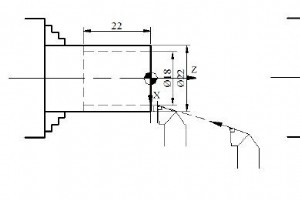
提出者:ブライアン まとめ 非常に単純な cnc 旋盤プログラムを作成して直径を回転させる方法を示す非常に単純な cnc プログラム。これは工具の動きも示しています。 描画/画像 CNC プログラム %N10 T104 M06N20 G97 S2000 G95 F0.1 M03N30 G00 X18 Z2 M08N40 G01 Z-22N50 G01 X26N60 G00 X200 Z200 M09N70 M30
CNCマシン