

工業製造

Fanuc 30i 31i 32i CNC コントロールを備えた CNC マシニング センターで作業する CNC 機械工プログラマー向けの Fanuc 31i G コード リスト。 ファナック CNC コントロール 次の g コードのリストは、次の cnc コントロールにも適用されます。 ファナック シリーズ 30i/300i/300is-モデル A ファナック シリーズ 31i/310i/310is-MODEL A5 ファナック シリーズ 31i/310i/310is-モデル A ファナック シリーズ 32i/320i/320is-モデル A ファナック 31i G コード G コ

Denford Mirac PC は汎用性の高い 2 軸 CNC ベンチ ターニング センターで、あらゆるレベルの教育と技術トレーニングに最適です。Denford Mirac PC CNC 旋盤 G &M コードの完全なリストはこちらです。 Denford Mirac PC CNC 旋盤 Mirac PC G コード リスト G コード 機能 G00 ポジショニング (ラピッド トラバース) G01 線形補間 (フィード) G02 循環補間 CW G03 円弧補間 CCW G04 ドウェル G20 インチデータ入力 G21 指標データ入力 G28 リファレンス ポイント

Okuma M203 は、操作時間短縮機能の 1 つです。注: M203 は注意して使用してください。 Okuma M203 タレット アンクランプ コマンド NC は、M203 コマンドを受け取ると、タレットのアンクランプと軸移動を同時に実行します。M203 コマンドは、同じブロック内の G00 で指定されている場合にのみ有効です。 例 G01 X200G00 X220 Z300G00 X500 Z800 M203 (Simultaneous movements of X-axis from 220 to 500 and Z-axis from 300 to 800.) X220 Z300
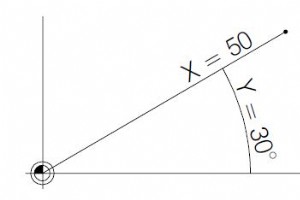
G15 極座標補間を終了 G15 極座標補間を終了 プログラミング G15 G16 極座標補間を開始 G16 極座標補間を開始 プログラミング G16 G16 ポイントと G15 ポイントの間は極座標で定義できます。 極座標をプログラムできる平面の選択は、G17 ~ G19 で行われます。 最初の軸のアドレスで半径がプログラムされます。2 番目の軸のアドレスで角度がプログラムされます。両方ともワークピースの原点に関連しています。 例 N75 G17 G16N80 G01 X50 Z30first axis: radius X=50second axis: angle Y=30
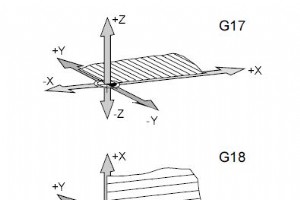
ファナック G17 G18 G19 飛行機の選択 G17 G18 G19 を使用して平面が定義され、円弧補間と極座標補間が実行され、カッター半径補正が計算されます。有効な平面への垂直軸では、工具長補正が G17 XY平面 G17 XY平面 プログラミング G17 G18 ZXプレーン G18 ZXプレーン プログラミング G18 G19 YZ プレーン G19 YZ プレーン プログラミング G19
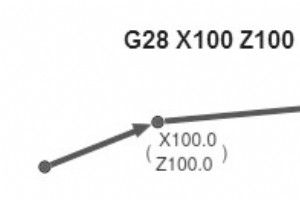
ファナック G28 アプローチ基準点 G28 を使用すると、基準点は中間位置 (X、Y、Z) を介してアプローチされます。 最初に X、Y、Z に移動し、次に基準点に近づきます。両方の動きが G00 で発生します! シフト G92 は削除されます。 プログラミング N... G28 X... Y... Z... パラメータ パラメータ 説明 X、Y、Z 中間点の座標。 例 G28 X100 Z100
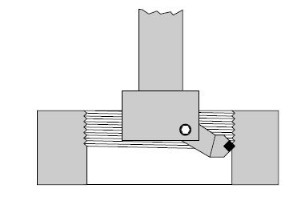
ファナック G33 ねじ切り フィッティング ツール (ボーリングまたはフェーシング ヘッド) を使用すると、ねじ山を切ることができます。 メモ フィードとスピンドル オーバーライド スイッチは、G33 (100%) の間はアクティブになりません。 プログラミング N... G33 Z... F.. パラメータ パラメータ 説明 F ねじピッチ [mm] Z ねじ深さ

G43 工具長補正プラス G43 を使用すると、オフセット レジスタ (OFFSET) からの値を呼び出して、工具の長さに追加できます。プログラム内の後続のすべての Z 移動 (有効な XY 平面 – G17) に、この値が追加されます。 プログラミング N... G43 H... 例 N... G43 H05 H05 の下のレジスタに書き込まれる値は、ツールの長さとして後続のすべての Z 移動に追加されます。 G44 工具長補正マイナス G44 を使用すると、オフセット レジスタ (OFFSET) の値を呼び出して、工具の長さから差し引くことができます。プログラム内の後続のすべての
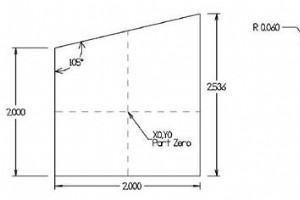
提出者:CNC プログラマー まとめ Haas コーナーの丸み付けと面取り面取りについては、指定された面取りの長さの C が使用されます。半径 a については、指定された半径のサイズの R が使用されます。 2 つのリニア ブロックまたは G01 ブロックの間に挿入できます。これらの 2 つのブロックは、2 つの直線移動の交点の角を指定します。 描画/画像 CNC プログラム O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y-0.

ECS G81 標準掘削 サイクル データ エントリは、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G81 <ENT=..> <RAP=..> <RAL=..> パラメータ パラメータ 説明 ENT 作業フィードでの深さの見積もりに達しました ラップ サイクルの開始時に見積もりに迅速に到達 RAL サイクルの終わりに見積もりに迅速に到達。
ECS G81/3 – 3層掘削 このサイクルでは、ビットが F… 命令でプログラムされたものとは異なる送り (通常はより低い) で前進する 2 つのゾーンを定義する穴をあけることができます。 サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G81 <ENT=..> <RAP=..> <RAL=..> <SF1=..> <FE1=..> <SF2=..> <FE2=..> パラメータ パラメータ 説明 ENT 深層引用 ラップ
切りくず処理のためのドウェル付き ECS G82 穴あけ このサイクルと標準的な穴あけ G81 の唯一の違いは、ビットが深さの見積もり (ENT) に達した後、チップを切断するためにビットによって行われるドウェルです。 サイクル データ エントリは、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G82 <ENT=..> <RAP=..> <RAL=..> <TIM=..> パラメータ パラメータ 説明 ENT 作業フィードで深さの見積もりに到達 ラップ サイクルの開始時に見積もりに迅速に
クリアリングを伴う ECS G83 深堀り このサイクルは通常、深い穴をあけるのに使用されます。ビットがパラメータ INI で定義された見積もりに到達する最初のドリル .その後、RAP にすばやく戻ります 見積もり。次回は (INI + IND で指定されたエンティティのビットが進みます) )。再び RAP に戻ります .この操作は、ENT クォートに達するまで、増分 IND を減らすたびに繰り返されます。 注: 増分が IND より小さい値に達したとき IND と等しくなるよう強制されます . サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化
ECS G83/r 切りくず処理用ドウェル付き深穴加工 このサイクルと深穴加工 G83 の違い すべての穴あけステップの最後に、TIM のドウェルが実行されます 秒でチップが壊れます。 ドウェルの終わりに、ビットは RAP に急速に移動しません 引用しますが、すぐに次の掘削ステップを開始します。 サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G83 <ENT=..> <RAP=..> <RAL=..> <INI=..> <IND=..> <
ECS G84 タッピング このサイクルは、フライス盤主軸に位置トランスデューサが装備されていない場合に使用されます。この場合、機械式補償器付きのタップを使用することもお勧めします。次のことも確認する必要があります: プログラムされた送り [mm/min] =プログラムされた速度 [rpm] * タップ ピッチ [mm] 注: ENT 間の戻りの動き とRAP スピンドルの回転方向を逆にして、加工送りで行われます。 サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G84 <ENT=..> <
ECS G85 ボーリング サイクル このサイクルと標準穴あけ G81 の唯一の違いは、工具が RAL に戻ることです。 見積もりは ENT の間の作業フィードで行われます とRAP 、および急速に (G00 ) RAP から RAL へ . サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G85 <ENT=..> <RAP=..> <RAL=..> パラメータ パラメータ 説明 ENT 作業フィードで深さの見積もりに到達 ラップ サイクルの開始時に見積もりに迅速に到達 R
ECS G86 主軸停止サイクルによるボーリング このサイクルと標準穴あけ G81 の唯一の違いは、スピンドルが ENT に達したことです。 見積もりが停止しました。ツールが RAL にすばやく到達した場合にのみ再開されます 引用. サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G86 <ENT=..> <RAP=..> <RAL=..> パラメータ パラメータ 説明 ENT 作業フィードで深さの見積もりに到達 ラップ サイクルの開始時に見積もりに迅速に到達 RAL スピ
ECS G87 リトラクト サイクルによるボーリング このサイクルは、「主軸停止によるボーリング」G86 とは異なります。この場合、工具が ENT に到達すると 引用、スピンドルは停止するだけでなく、(M19 機能によって) 特定の位置に向けられ、X と Y の動きで解放され、最後に RAL に急速に移動します 引用. サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G87 <ENT=..> <RAP=..> <RAL=..> <DAX=..> <DAY=..&
ECS G89 ドウェル サイクルによるボーリング このサイクルは、ドエル タイム (TIM) をプログラムできる標準のボーリング サイクル G85 とは異なります。 秒) ENT に到着するまでの間 RAP に到達するために、動作中のフィードで実行された、動きの開始までの引用 引用. サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 プログラミング G89 <ENT=..> <RAP=..> <RAL=..> <TIM=..> パラメータ パラメータ 説明 ENT 作業フィードで深

Osai 10 シリーズ コマンド SSL CSS 中にスピンドルが実行できる最大 rpm を設定するために G96 と共に使用されます。 プログラミング SSL=value パラメータ パラメータ 説明 値 10 進数で直接、または E パラメータで間接的にプログラムできる値です。 例 SSL = 2000 ;Assign a spindle speed limit of 2000 rpmE32 = 1500SSL = E32 ;Assign a spindle speed limit of 1500 rpm 重要 G96 ブロックを入力する前に、必ずパート プログラムにこ
CNCマシン





