工業製造
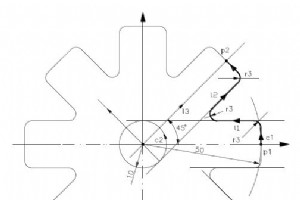
Osai GTL (High Level Geometry Programming Language) を使用した Osai 10 シリーズのプログラム例 Osai 高水準幾何学プログラミング (GTL) の例 2 回のパスで実行されたプロファイルの繰り返し N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0 J0 r50N6 c2=I0 J0 r10N7 l1=c2,a180N8 l3=X0 Y0,a45N9 l2=c2,a45N10 p2=l3,c1,s2N11 GX60 Y0
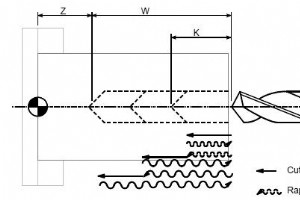
Fanuc Peck 掘削マクロ X 軸と Z 軸に沿って、事前に工具を穴あけサイクルの開始位置に移動します。穴の深さには Z または W、切削の深さには K、穴をあけるための切削送り速度には F を指定します。 次のカスタム マクロは、FANUC Series 30i/31i/32i-MODEL A などの Fanuc cnc コントロールで動作します プログラミング G65 P9100 Z K F または G65 P9100 W K F パラメータ 説明 Z 穴の深さ (絶対プログラミング) 西 穴の深さ (インクリメンタル プログラミング) K 1サイクルあたりの切削量
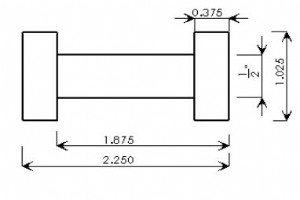
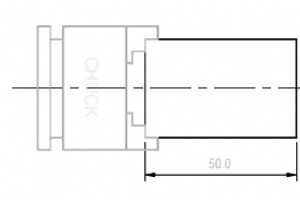
提出者:ヴィクラム まとめ G75 溝入れサイクルを使用して x 軸に長い溝を加工し、G75 溝入れサイクルを使用して同じコンポーネントをパーツ化する CNC 旋盤プログラム。 描画/画像 CNC プログラム G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X 1.025
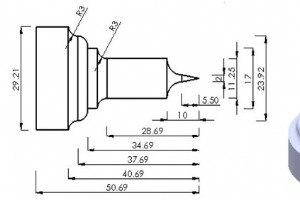
提出者:ヴィクラム まとめ G72 フェーシング サイクルを使用してコンポーネントの完全な外側輪郭を切削する CNC 旋盤プログラム。 描画/画像 CNC プログラム G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.5
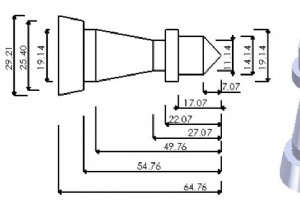
提出者:ヴィクラム まとめ 完全なコンポーネントを機械加工する CNC 旋盤プログラム。完全なプロファイルの外側は G71 ターニング サイクルを使用して回転し、G71 サイクルは 2 回使用されます。 描画/画像 CNC プログラム G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q3 ;N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4;N3 X 29.21 Z-64.76;G00 X 30.0;G28
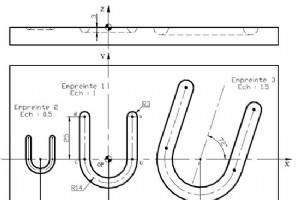
提出者:BEATA まとめ G コードを使用した Num CNC プログラムの例 G74 G77 G59 などG74 スケーリング係数有効G77 サブルーチンまたはブロック シーケンスへの無条件分岐、リターンありG59 プログラム原点オフセット 描画/画像 CNC プログラム Main Program%21(FRAISAGE DE TROIS EMPREINTES)N10 G90 G80 G40 G71N20 G0 G52 Z0N30 T1 D1 M6 (FRAISE SPHER DIAM = 6)N40 G94 F212N50 G97 S1061 M3N60 G59 X0 Y0 (DEC
提出者:CNC プログラマー まとめ 直径 22mm のドリルで深さ 40mm の真ちゅう材に穴を開ける CNC 旋盤プログラム。 描画/画像 CNC プログラム G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
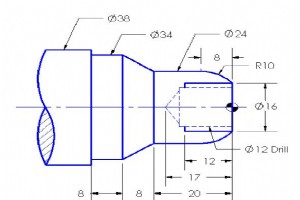
提出者:BEATA まとめ 外側旋削ドリルと内側ボーリングを切断するための CNC 旋盤プログラム、次のサイクル G コードは、この cnc 旋盤プログラムで使用されます。 G74 ペック穴あけサイクルによる内径穴あけG01 線形補間による内径穴あけ 描画/画像 CNC プログラム %O0111 (EX.NO.1);(BILLET DIA38.0*L36.0);N1 (OPN OD PROFILE TURNING);N2 G28 U0.0 W0.0;N3 G92 S2500;N4 G96 S180 M03;N5 T0000;N6 T0101;N7 G00 X40.0 Z1.0;N8 M07
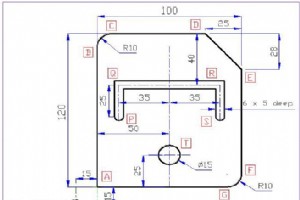
提出者:BEATA まとめ Q. 図の CNC パート プログラムを作成 側面フライス加工の場合、速度 1200rpm、送り 100mm/分穴あけ加工の場合、速度 1200rpm、送り 80mm/分溝加工の場合、速度 1200rpm、送り 120mm/分穴の直径を 15 mm とします絶対座標系を使用します。 解決策: 操作の手順:1 基準点、座標系、工具を設定し、送りと速度の値を指定します2 半径補正用のカッターを左オフセットに設定します3 工具を A に設定し、主軸を開始して降ろします送り (-Z 方向)4 さらに側面フライス加工を続行し、主軸を A で停止します5 工具を基準点に
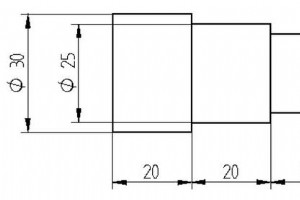
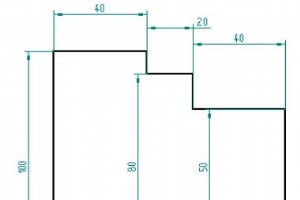
提出者:ヴィクラム まとめ 固定サイクルを使用して、図に示すコンポーネントのステップ旋削操作用の ISO プログラムを作成します。ワークピースの直径 =30mm 描画/画像 CNC プログラム N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71 U0.5 R0.5N12 G71 P30 Q80 U0.05 W0.05N30 G01 X20 Z0N40 G01 X20 Z-20N50 G01 X25 Z-20N60 G01 X25 Z-40N70 G01 X30 Z-40N80 G01 X30 Z-60N100 G28 U0 W0N110 M05
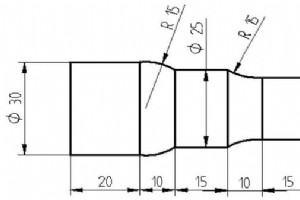
提出者:ヴィクラム まとめ 固定サイクルを使用して、ファナック制御のマシン用の CNC 旋盤プログラミングを記述します。ワークピースの直径 =30mm、切り込み深さ =0.5mm、速度 =1200rpm とします。フィードやその他のデータを適切に仮定します。 描画/画像 CNC プログラム N0 G90 F0.5 S1200 T0101 M03N10 G00 X35 Z2N30 G71 U0.5 R1N35 G71 P36 Q90 U0.05 W0.05N36 G01 X20 Z0N50 G01 X20 Z-15N60 G02 X25 Z-25 R15N70 G01 X25 Z-40N80
提出者:ヴィクラム まとめ 固定サイクルを使用して、指定されたコンポーネントの FANUC 制御 CNC 旋盤用のパート プログラムを記述します。切込み0.5mm、回転数1200rpmで取ります。適切な切削条件と切削工具を想定してください。 描画/画像 CNC プログラム To determine U= (Max. Dia of wp- min dia of profile)/2 = (35-25)/2 = 5N0 G90 F0.2 S1200 T0101 M04N10 G00 X38 Z2N30 G73 U5 R10N40 G73 P50 Q120 U0.05 W0.05N50 G01
提出者:ヴィクラム まとめ サブルーチン コードを使用して、ファナック制御の機械用の CNC 旋盤プログラムを作成します。ワークピースの直径 =40mm、切削深さ =0.5mm、速度 =1200rpm とします。フィードやその他のデータを適切に仮定します。 描画/画像 CNC プログラム Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U12 R24N
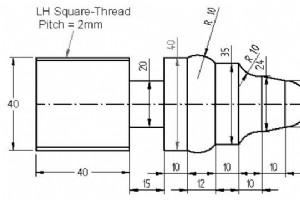
提出者:CNC プログラマー まとめ G76 を使用してコンポーネントの左ねじを切削し、G75 溝入れサイクルを使用して溝入れを行う CNC 旋盤のプログラミング例。 描画/画像 CNC プログラム N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N50 G03 X20 Z-10 R10N60 G01 X24 Z-20N70 G02 X35 Z-30 R10N71 G01 X35 Z-40N80 G03 X40 Z-52 R10N90 G01 X40 Z-117N111 G
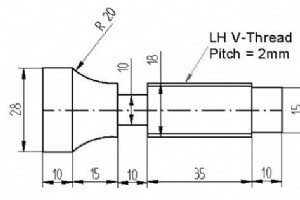
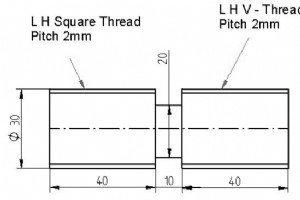
提出者:CNC プログラマー まとめ コンポーネントの LH (左手) ねじを切削するための CNC 旋盤プログラムまた、G71 ターニング サイクルを使用してコンポーネント プロファイルを切削するための CNC 旋盤プログラムG75 溝切りサイクルを使用した溝切りISO 部品プログラミングを記述固定サイクルを使用したファナック制御のCNC旋盤。加工物の直径 =30mm、加工物の材質 =軟鋼、送り =0.2mm/rev、回転速度 =1200rpm、切込み =0.5mm。 描画/画像 CNC プログラム N0 G90 F0.5 S1200 T0101 M04N20 G00 X30 Z2N40
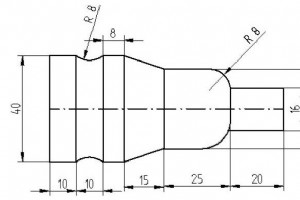
提出者:ヴィクラム まとめ FANUC 制御のマシン用の CNC 旋盤プログラミングを記述します。ワークピースの直径 =30mm、速度 =1200rpm とします。フィードやその他のデータを適切に仮定します。 このプログラムはG73 パターン繰り返しサイクルG76 スレッド サイクルを使用します 描画/画像 CNC プログラム N5 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z2N15 G00 Z0N20 G01 X0 (Facing operation)N21 G00 X30 Z2N30 G73 U7 R14 (Pattern Repeating Cann
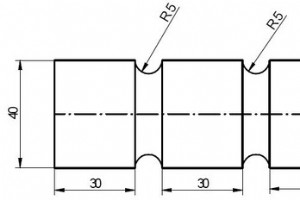
提出者:ヴィクラム まとめ サブプログラムを複数回呼び出して同じパターンを切削する CNC 旋盤プログラム。サブプログラムは XZ の代わりに UW を使用して、プログラムの理解とデバッグを容易にします。 描画/画像 CNC プログラム Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20 M98 P37000 (call subprog O7000 three times)N30 G01 W-30N40 G28 U0 W0N50 M05 M30Subprogram:O7000;G01 U0 W-30G02 U0 W-10 R5
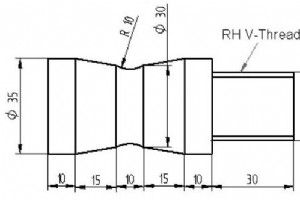
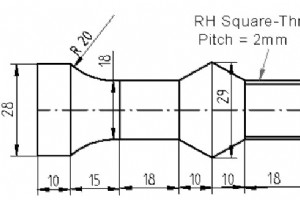
提出者:ヴィクラム まとめ 両端にねじ山が付いたねじ (ダボねじ) は、G76 ねじ切りサイクルを使用して cnc 旋盤で簡単に製造できます。次のプログラムは、一方の端に RH (右ねじ) があり、左端に LH (左ねじ) がある同じねじを切断します。もう一方の端は G76 ねじ切りサイクルを使用します。 描画/画像 CNC プログラム N01 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z5N20 G00 X30 Z0N30 G76 P010160 Q10N40 G76 X27.6 Z-40 P1200 Q100 F2 (RH THREAD FROM Z0 T
提出者:ジャック まとめ 私の cnc クラスの例からの非常に単純な cnc プログラム。 描画/画像 CNC プログラム N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
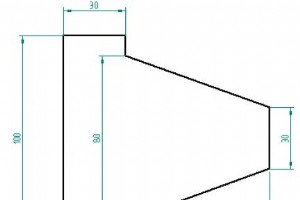
提出者:ブライアン まとめ CNC旋盤でテーパーをカットするための非常に基本的でシンプルなCNCプログラム。 描画/画像 CNC プログラム N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
CNCマシン