工業製造
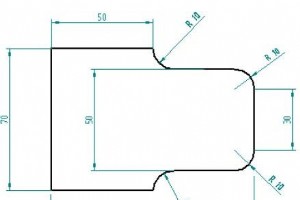
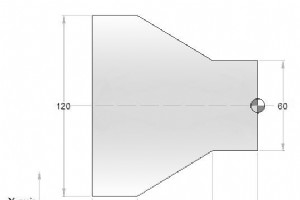
提出者:ブライアン まとめ G02 G03 Gコードで円弧半径を機械加工するための基本的でわかりやすいCNC旋盤プログラムの例 描画/画像 CNC プログラム N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N40 G00 X100 N45 G00 Z10 N50 M05 N55 M30
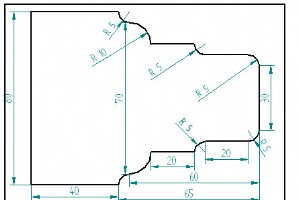
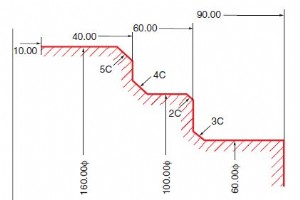
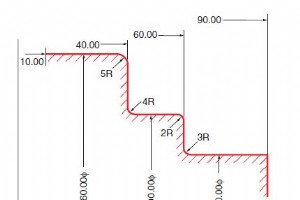
提出者:ブライアン まとめ コンポーネント上で複数の円弧半径を加工するための CNC 旋盤プログラムのサンプル コード。 描画/画像 CNC プログラム N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N45 G02 X80 Z-65 R5 N50 G01 Z-105 N55 G00 X90 N60 G00 Z10 N65 M05 N70 M30

Sherline CNC G Codes M Codes は、Sherline CNC ミル/旋盤で作業する CNC 機械工向けの完全なリストです。 Sherline CNC の詳細 Sherline CNC 旋盤主要部品の説明 Sherline CNC Mill 主要部品の説明 シャーライン G コード Gコード 機能 G00 迅速な移動 (迅速なポジショニング) G01 送り速度移動 (線形補間) G02 時計回りの移動 (円形/ヘリカル補間の時計回り) G03 反時計回りの移動 (円形/ヘリカル補間 c-時計回り) G04 滞在時間 G08 スプライン スムージング

Sherline CNC 旋盤部品とその機能。 Sherline CNC の詳細 シャーライン G コード M コード Sherline CNC Mill 主要部品の説明 Sherline CNC 旋盤の主要部品
Sherline cnc mill (VMC) 部品とその機能。 Sherline CNC の詳細 シャーライン G コード M コード Sherline CNC 旋盤主要部品の説明 Sherline CNC ミルの主要部品

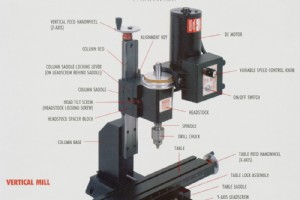
Sherline CNC システムのコンポーネントと接続。 システム コンポーネント 1) 1-5/8″ 手動ハンドホイール2) Z 軸ステッピング モーター3) ステッピング モーター マウント4) 標準付属品付き Sherline 垂直ミル (モデル 2000 ミルを表示)5) バックアップ Linux/EMC2 インストール CD、Sherline 説明 CD6) Y 軸ステッピング モーター7) X 軸ステッピング モーター8) オプションの A 軸 (CNC) 用ケーブル回転テーブル) 接続9) キーボードとマウスを備えたコンピュータ10) ステッピング モーター電源のオン/オ

この記事は、STOPRE Sinumerik 840D プログラム コマンドに関するものです。 Siemens Sinumerik 840D は、高度な CNC コントロールです。 Sinumerik 840D cnc 制御の機能の 1 つは、Sinumerik 840D の前処理です。 パート プログラム コマンド 実行前 簡単に言えば、Sinumerik 840D は CNC マシンよりも高速に読み取ります。 sinumerik 840D が cnc プログラムを先読みすることを意味します。サイクル スタートを押すと cnc マシンが実行を開始しますが、sinumerik 8

何らかの理由で、CNC 旋盤のボーリング バーの 1 つが完全に損傷したため、損傷したボーリング バーを新しいものと交換しました。ここでは、工具交換の全貌を説明します。 エルトロ パイロット M CNC マシン FMS-5 のボーリング バーを Gildemeister の EPM (Eltro Pilot M) cnc 制御に交換しました。 工具交換手順 ボーリングバー工具 No. S10K SDUCL 07 でした 、ボーリング バーに使用されているインサートは DCMT 070204 です .ボーリング バー コードが示すように、ボーリング バーの直径は 10 mm で、このボー

Mark 25 Mark 21 CNC コントロールを備えた Sodick Wire EDM の G Codes M Codes リストを完成させます。 Gコード一覧 Gコード 説明 G00 Rapid Motion (グラフィックでは点線で表示) G01 直線切断モーション G02 円形切断動作 – 時計回り (CW) G03 円形切断動作 – 反時計回り (CCW) G04 ドウェル (例:G04 x5.0 で鋭角コーナーのみで 5 秒間ドウェル) G05 X 軸ミラー イメージ (オンの場合、CRT 読み出しが赤に変わります) G06 Y 軸ミラー イメージ (オンの場
提出者:ヴィクラム まとめ Mark 21 / Mark 25 CNC コントロールを備えた Sodick Wire Cutting EDM CNC マシンの CNC プログラムの例。 描画/画像 CNC プログラム N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT CUTTING CONDITION)N025 G42 H061 (SELECT RIGHT OFFSET AND VALU
Okuma G75 C面取り Okuma G75 G コードは鋭いエッジの面取りに使用されます。 G75 は G01 モードでのみ有効です。 G75 は非モーダルで、コマンドされたブロックでのみアクティブです。 Okuma G75 プログラミング G75 X Z L パラメータ パラメータ 説明 X、Z 交点座標。 L 面取りされた面のサイズ。符号は軸の移動方向によって決まります。 X 軸(Z 軸)移動後、Z 軸(X 軸)が正方向に移動する場合は「+」。 「-」は、X 軸 (Z 軸) の移動後に Z 軸 (X 軸) が負の方向に移動した場合。 Okuma G75 サンプル プロ
オークマ G76 ラウンディング Okuma G76 G コードは、鋭いエッジを丸めるために使用されます。 G76 は G01 モードでのみ有効です。 G76 は非モーダルで、コマンドされたブロックでのみアクティブです。 オークマ G76 プログラミング G76 X Z L パラメータ パラメータ 説明 X、Z 交点座標 L 丸め円の半径。符号は軸の移動方向によって決まります。Z 軸 (X 軸) が X 軸 (Z 軸) の後に正の方向に移動する場合は「+」 ) motion.X 軸 (Z 軸) の動きの後に Z 軸 (X 軸) が負の方向に移動する場合は「-」。 Okuma G

アニラム 4200T CNC コントロールを使用して CNC 旋盤で作業する CNC 機械工プログラマー向けのアニラム 4200T M コード リスト。 Mコード(その他の機能)とは M (Miscellaneous) Codes スピンドルの正転/逆転/オフ、クーラントのオン/オフなどのその他の (M) 機能を実行します。 アニラム 4200TM M コード M コード 機能 M0 プログラム停止 M1 オプションのプログラム停止 M2 番組終了 M3 スピンドルON FWD M4 スピンドル ON REV M5 スピンドルオフ M8 クーラントON M9
GSK 980 TDc CNC 旋盤プログラムの例では、G90 ターニング サイクルの使用方法を説明しています。この CNC プログラムの例では、G90 ターニング サイクルが 2 回使用されています。最初の G90 サイクルはストレート チューニングに使用されています。次に G90 サイクルはテーパー旋削に使用されます。 G90 ターニング サイクル GSK 980 TDc CNC の例 O0002;M3 S300 G0 X130 Z3;G90 X120 Z-110 F200;X110 Z-30;X100;X90;X80;X70;X60;G0 X120 Z-30;G90 X120 Z-4
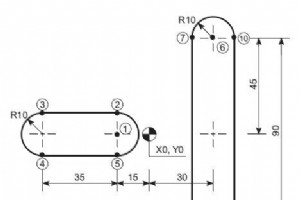
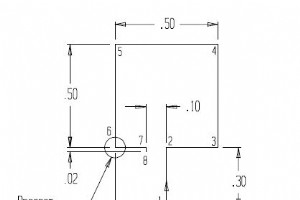
指定された図面の正しい座標値を入力して、CNC プログラミングのスキルをテストしてください。 CNCプログラミング技能検定1 あなたのスコア: 合計 :正解 :不正解 :パーセンテージ : 正解 ポイント X Y 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 30 45 7 20 45 8 20 -45 9 40 -45 10 40 45
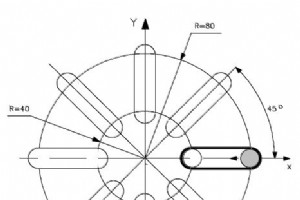
この Osai 10 シリーズ CNC プログラムの例では、繰り返し (RPT) およびパラメトリック プログラミングで平面回転 (ROT) を使用する方法を示します。 Osai 10 シリーズ CNC プログラム例 (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E25)N153 G X40 Y M3N154 Z0N155 G29 G1 Z-10 F150N156 X80 F200N157 Z-18 F150N158 X40N159
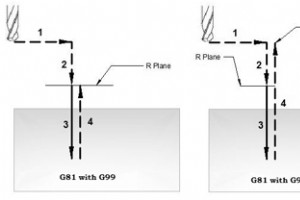
NCT G81 掘削サイクルは、単純な掘削/スポット掘削作業に使用されます。 プログラミング G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. パラメータ 次の表の X、Y、Z の定義は G17 平面で機能しますが、他の平面ではこれらが変更されますG18 平面 Z X は穴位置、Y は穴あけ軸ですG19 平面 Y Z は穴位置ですX は穴あけ軸になります パラメータ 説明 X x 軸の穴の位置。 Y y 軸の穴の位置。
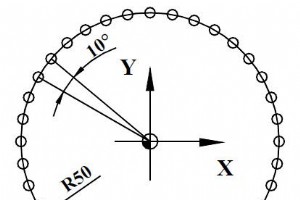
G15 G16 極座標コマンドと G81 ドリル サイクルを使用して、G81 ドリル サイクルを使用して円をドリルする方法を示す NCT プログラム例。 G コード Gコード 機能 G15 極座標コマンドキャンセル G16 極座標コマンド G81 穴あけ、スポット ボーリング サイクル NCT プログラミング例 %O7073(7.3)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L36N160 G80 G15N170 G
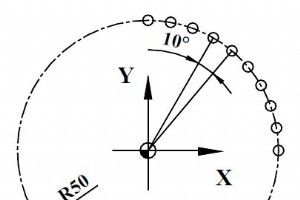
G81 穴あけサイクルと G15 G16 極座標コマンドを使用して円の一部を穴あけする方法を示す NCT プログラムの例。 G コード Gコード 機能 G15 極座標コマンドキャンセル G16 極座標コマンド G81 穴あけ、スポット ボーリング サイクル NCT プログラムの例 %O7074(7.4)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L10N160 G80 G15N170 G0 Z100N180 M30%

Mazak システム / ドライブアラーム MAZATROL MATRIX などのエラーコード一覧 その他のマザック アラーム リストについては、次のページをご覧ください。 マザック システム/ドライブ エラー (No.1 – No.99、No.1000 – No.1099) マザック CNC マシン制御エラー (No. 100 – No. 199、No. 1100 – No. 1199) Mazak PLC マシン制御エラー (No.200 – No.399、No.1200 – No.1399) マザックCNC画面操作エラー(No.400~No.499、No.1400~No.1499
CNCマシン