


放電加工–作業、利点、PDFでの使用
今日のメカニカルポストでは、放電加工とは何ですか?その構造、動作、アプリケーション、利点、および制限。
PDFをダウンロードするか、最後にあるボタンをクリックして印刷することができます。
放電加工とは何ですか?
放電加工は、非伝統的な加工プロセスの一種であるEDMとしても知られています。 EDMは電気火花を使用してワークピースから少量の材料を除去するため、ワークピースの機械加工が行われます。EDMは、旋盤やフライス盤などの従来の機械加工プロセスでは不可能だった非常に硬い材料の機械加工に使用されます。放電加工とも呼ばれます。 またはスパーク加工 。
放電加工の原理
放電加工は、工具とワークピース間の火花放電によるワークピースの侵食の原理に基づいて動作します。2つの電極、すなわちアノード(+ ve端子)とカソード(-ve端子)は、十分に近づけると電気火花を生成するために使用されます。約2万から10万ボルトの電圧が印加されます。
両方の電極を近づけると、つまり0.05mmから0.005mm程度になると、強い火花が発生し、大量の発熱が発生します。
両方の電極が同じ材料でできている場合、陽極はより速く侵食されるため、ワークピースは陽極に接続されます。
ツールは、で生成する必要のある印象の形状で作られています。ワークピース。アノードとカソードは両方とも、効率的な作業のために誘電性流体に浸されています。
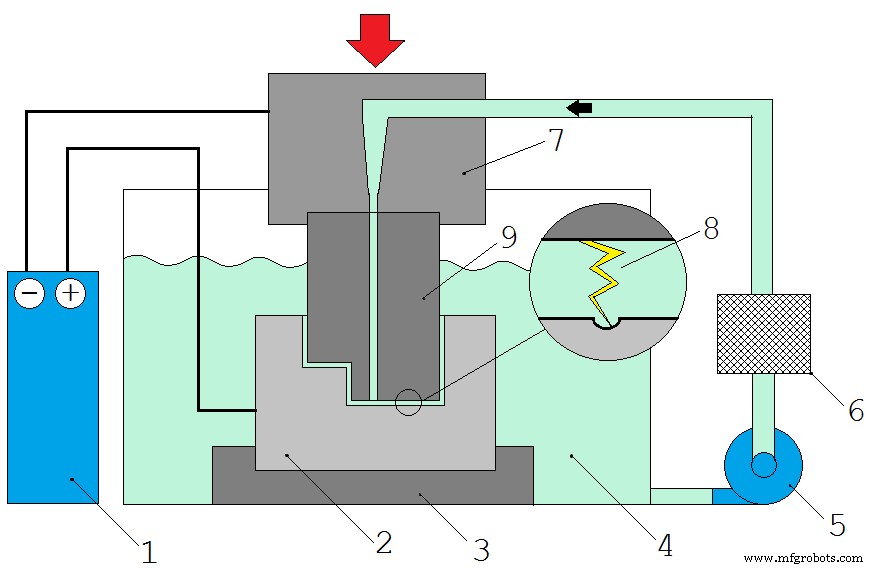
放電加工の構築
 |
| Frank50 s、CC BY-SA 4.0、ウィキメディアコモンズ経由 |
- DCパルスジェネレーター
- ワークピース
- フィクスチャ
- 誘電性流体
- ポンプ
- フィルター
- ツールホルダー
- スパーク
- ツール
DCパルスジェネレーター
DCパルス発生器の機能は、AC電源をスパークを生成できる高電圧DC電源に変換することです。ワークピース
加工を行う材料はワークです。ワークはDCパルス発生器のプラス端子に接続されています。フィクスチャ
固定具は、ワークピースを所定の位置に保持するために使用されます。固定具は、磁気テーブル、チャック、またはバイスにすることができます。誘電性流体
誘電性流体は、絶縁破壊電圧に達するまで絶縁体として機能し、絶縁破壊電圧に達すると導体として機能します。誘電性流体は溶融金属を運び去り、スパークギャップをきれいにします。また、工具や加工面を冷却することでクーラントとしても機能します。蒸留水、パラフィンオイル、シリコーンオイルなどは、誘電性流体として使用される液体の種類です。
循環ポンプ
循環ポンプは、システム全体に誘電性流体を循環させるために使用されます。フィルター
このフィルターは、循環中に誘電性流体に入る小さな金属粒子やその他の異物をろ過するために使用されます。ツールホルダー
ツールホルダーは、ツールをしっかりと保持するために使用されます。また、送りを提供し、工具とワークピース間の一定のギャップを維持するために使用されるサーボモーターメカニズムも収容しています。ツール
ツールは、ワークピースに生成される印象の形で作られています。工具はDCパルス発生器のマイナス端子に接続されて陰極になります。このツールは、高融点とともに優れた電気伝導体です。  |
| 英語版ウィキペディアのNezzerX、パブリックドメイン、ウィキメディアコモンズ経由 |
放電加工の加工
- ツールとワークピースは両方とも誘電性流体に浸され、スパークギャップと呼ばれる小さなギャップによって分離されます。
- 電源をオンにすると、何千もの火花が発生します。ただし、各スパークの持続時間は非常に短いです。
- 火花によって近くの誘電性流体がイオン化され、それによって誘電性流体が導体として機能します。
- 火花は激しい発熱を引き起こし、それによりワークピースの材料が溶けます。
- この溶融材料は誘電性流体の流れによって運び去られ、ワークピースとツールを冷却します。
- 次に、誘電性流体をろ過してから再循環させます。
- 材料が除去されると、サーボモーターはスパークギャップを常に維持するための適切なフィードを提供します。
- これは、放電加工プロセスを使用して材料を加工する方法です。
次もお読みください:
- 押し出しとは何ですか? PDFによる詳細な説明
- ローリングプロセス– PDFを使用した作業、種類、利点、およびアプリケーション
- GMAWまたはMIG溶接とは何ですか? PDF付き
放電加工の利点
放電加工の利点は次のとおりです。
 |
| Qw5646、CC BY-SA 3.0、ウィキメディアコモンズ経由 |
放電加工の限界
放電加工の制限は次のとおりです。放電加工のアプリケーション
放電加工の用途は次のとおりです。このアニメーションビデオ(スポンサーなし)を視聴することをお勧めします:
以上が放電加工の概要です。この投稿が気に入った場合や提案がある場合は、コメントでお知らせください。
また、購読ボタンをクリックして購読することを検討してください。私たちの投稿を見逃すことはありません。
それまでは、もう1つの興味深い記事ですぐに戻ってきます。学習を続け、TheMechanicalの投稿を読んでください。
産業技術
- 放電加工(EDM):力学、動作原理、および回路(図付き)
- 電子ビーム溶接:定義、構造、作業、アプリケーション、長所、および短所[PDF付きの注記]
- 放電加工(EDM)とは何ですか?
- 放電加工:原理、動作、機器、長所と短所の図
- ウォータージェット加工–動作原理、アプリケーション、利点
- 超音波加工プロセス–部品の動作原理、利点
- ウォータージェット加工–動作原理、アプリケーションの長所と短所
- 電解加工(ECM)–動作原理、装置、アプリケーションの長所と短所
- 超音波機械加工(USM)–主要部品、動作原理、アプリケーションの長所と短所
- 超音波加工プロセス、動作原理と利点
- 超音波加工:部品、加工、用途、PDFの利点