


二次製鋼のCAS-OBプロセス
二次製鋼のCAS-OBプロセス
CAS-OBプロセスは、化学的手段による鋼の加熱に使用される二次冶金の取鍋処理プロセスです。略語CAS-OBは、「密封されたアルゴンバブリングによる組成調整–酸素ブロー」の略です。このプロセスは、1980年代に新日鐵株式会社によって開発され、特許を取得しました。 CAS-OBプロセス中の最も重要な機能は、温度を最適なレベルに調整することと、合金元素を正確に追加することです。加熱の目的は、連続鋳造機に送られるときに溶鋼の十分な温度を確保することです。 CAS-OBプロセスは、大気圧で動作するプロセスの1つです。
CAS-OBプロセスは、鋼の組成と温度を均質化および制御するために設計されています。これは、溶鋼の加熱と合金化のために設計された取鍋処理プロセスです。このプロセスは、真空デガッシング処理を必要としない鋼種に広く使用されています。最近、真空デガッシング処理の適用範囲が広がったため、CAS-OBプロセスの使用が減少しました。
CAS-OBプロセスは、酸素とアルミニウムの間の発熱反応を使用して、一貫して高い合金回収率と鋼の再加熱を可能にします。優れた化学組成制御、鋼の均一性、および再加熱のこの機能により、CAS-OBプロセスは、製鋼の二次冶金における理想的なバッファーステーションになります。 CAS-OBプロセスの目的は、鋼の組成と温度を均質化して制御することです。 CAS-OBプロセスにより、より優れたスケジューリング、改善された温度制御、およびより高い介在物純度が可能になることが報告されています。
CAS-OBは、溶鋼を加熱および合金化するために設計された取鍋処理プロセスです。このプロセスにより、不活性アルゴン環境下で合金を添加することができます。トップランスから吹き込むアルミニウムと酸素ガスの同時添加が可能です。これらは反応してアルミナを形成し、反応の発熱性のためにかなりの量の熱を発生します。したがって、CAS-OBプロセスにより、溶鋼が化学的に加熱されます。
化学的加熱プロセスでは、溶存元素の酸素吹き込みによる発熱反応によって鋼が加熱されます。化学加熱の要素としてアルミニウムの使用が好ましい。溶鋼中の溶存アルミニウムの濃度が0.1%の場合、酸素ガスと反応して+34℃の温度上昇が生じることが報告されています。明らかに、放射によって、そして取鍋の壁を通して引き起こされる熱損失もあります。 CAS-OBプロセスの原理を図1に示します。
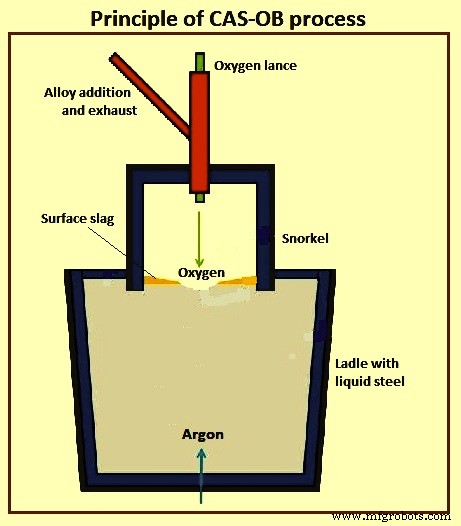
図1CAS-OBプロセスの原則
プロセス機器
溶鋼加工は、スライドゲートとアルゴンを吹き付けるための多孔質プラグを備えた取鍋で行われます。このプロセスの機器は、可動ブラケットに固定されたシュノーケル(ベルとも呼ばれます)で構成されています。シュノーケルの上部には、アルミニウムと鉄合金(必要な場合)をシュノーケルに供給し、ガスをガス洗浄システムに除去するためのポートがあります。シュノーケルの設計には、酸素ランスの低下と、サンプリング、温度の測定、溶存酸素の測定のためのプロセスおよび機器ランス、ならびに金属粉末、脱硫化合物、およびケイ酸カルシウム(CaSi)を注入するためのランスが用意されています。 )ワイヤー。
シュノーケルは2つの部分で構成されています。上部は内側からのみ裏打ちされ、下部は内側と外側の両方に裏打ちされています。シュノーケルのライニングは通常、2%のステンレス鋼の針で補強された高アルミナのキャスタブルで行われます。これらのキャスタブルは、酸素ランスのライニングや、アルゴンを溶鋼に吹き込むための水中ランスにも使用されます。これは、下部の多孔質プラグからアルゴンを溶鋼に供給できない場合に使用されます。シュノーケルの底の裏地には、クロムマグネサイトレンガも使用されています。追加のアルゴン攪拌用に特別に成形された水中ランスがあります。
シュノーケルの上部のライニングの耐用年数は通常400ヒートから600ヒートですが、シュノーケルの下部のライニング寿命は50ヒートから150ヒートです。酸素ランスのライニング寿命は通常最低100ヒートで、アルゴンを吹き付けるためのランスのライニング寿命は最低150ヒートです。
CAS-OBプロセス
一次製鋼プロセス(転炉または電気アーク炉)からの溶鋼は、最初に取鍋に注がれます。取鍋は、内部に耐火レンガまたはキャスタブル層を備えた鋼製ケーシングで構成されています。耐火層は絶縁性を提供し、約1600℃の高温を有する鋼浴の腐食環境に耐性があります。処理中、鋼部品は添加された酸素と反応してスラグ相を形成します。酸化物の形での添加物もスラグ相に溶解します。典型的なスラグ成分は、FeO、SiO2、MgO、Al2O3、およびCaOです。 CAS-OBプロセスでは、スラグ相が反応に関与し、溶鋼を大気から保護し、絶縁層として機能します。
CAS-OBプロセスは、鋼の上に不活性雰囲気を作り出して、大気中の酸素や酸化物スラグと接触することなく合金を追加できるように設計されています。これは、最初に、取鍋の底にある多孔質プラグを介して鋼にアルゴンを導入することにより、溶鋼の表面にスラグのない領域(アイと呼ばれる)を作成することによって実現されます。鋼の表面に到達したアルゴン気泡は、取鍋上部のスラグ層を押しのけ、スラグのない領域を作成します。取鍋の上に必要なサイズのアイを生成するために必要なアルゴンの流れの量は、多孔質プラグの状態、取鍋上のスラグの深さ、およびスラグの流動性によって異なります。目が作成されたら、シュノーケルをスラグのない領域に下げることができます。
プロセスの操作は、3つのアイテム、すなわち(i)アルゴンの不活性雰囲気または酸素とアルミニウムの間の化学反応を封じ込めるために使用できる、取鍋の上にある耐火性シュノーケル、(ii)供給によって達成されます。アルゴンガス、および(iii)水冷酸素ランス。これらの機能的なアイテムは、プロセスの中心です。
このプロセスの主な特徴は、その下にある耐火性のシュノーケルで、その下に合金が浴に追加されます。シュノーケルは、合金材料を追加するための保護された環境を提供します。この環境では、鋼の表面は開いていますが、周囲の雰囲気との接触から保護されています。これはまた、吸収された窒素の量を低レベルに保つことができることを保証します。アルゴンバブリングは、鋼の温度と組成を均一化するための攪拌も提供します。
スチール取鍋は、シュノーケルが多孔質攪拌プラグの真上に配置されるように配置されています。これにより、スチールバスの攪拌面がシュノーケルの下の領域に限定されます。必要に応じて、特別な形状の水中ランスを介して追加のアルゴン攪拌を行うことができます。鋼の再加熱は、アルミニウムの添加と組み合わせて酸素を注入することによって行われます。
底部のバブリングアルゴンガスは、スラグ層に「オープンアイ」を作成します。シュノーケルは、スラグのこの開いた目の上の溶鋼の上に下げられます。特に、アルミニウムの追加とトップランスからの酸素ガスの吹き込みを同時に行うことができます。生成されたアルミナは、きれいな鋼を生成するために浮き上がる必要があります。このスラグのない領域に鉄合金をさらに添加すると、より高い収率が得られます。
プロセスの主な段階は、加熱、スラグの削減、および(可能性のある)合金化です。加熱段階の目的は、連続鋳造の前に溶鋼の温度を目標値まで上げることです。実際の加熱が始まる前に、液体鋼はアルゴンのボトムブローによって攪拌され、鋼浴の表面にスラグのないオープンアイ領域を形成します。その結果、耐火性シュノーケルは部分的に溶鋼内に沈められます。
加熱段階では、固体アルミニウム粒子がシュノーケル内の自由鋼表面に供給されます。アルミニウムはシュノーケルの下で超音速ランスで酸素を吹き付けることによって酸化され、発熱反応によって鋼の温度が上昇します。加熱中に形成された酸化アルミニウム(アルミナ)は、鋼の表面の上にあるスラグ相に入り、ある程度のアルミニウムが鋼に溶解します。アルミニウムと酸素の反応によって発生する熱により、溶鋼の温度は、機器を過度に摩耗させることなく、毎分最大10℃上昇させることができます。
集中的なランスブローにより、アルミニウムに加えて、鋼相からの他の金属の一部、特にマンガン、シリコン、および鉄が酸化されてスラグになります。これは経済的な観点から望ましくないため、通常、加熱段階の後にスラグ削減を実行する必要があります。
スラグ相のアルミナ含有量を増やすことに加えて、酸素吹き込みはスラグ中のFeO、SiO2およびMnOの量の増加につながります。金属部品の過度の損失を避けるために、加熱後にスラグの還元が行われます。還元段階では、シュノーケル構造が持ち上げられ、取鍋の下部にある多孔質プラグからアルゴンを吹き付けて鋼が攪拌されます。アルゴンを激しく攪拌すると、取鍋内の鋼が循環運動します。
スラグ還元段階では、取鍋の底から不活性ガス(通常はアルゴン)を吹き付けることにより、鋼相を強く攪拌します。ガス攪拌により、鋼相が円運動します。鋼とスラグの界面で、流れる鋼は、上部のスラグ層からの小さな液滴の解放を引き起こします。スラグ液滴と鋼は、相間の大きな界面領域が発生するエマルジョンを形成します。増加した界面面積は、鋼とスラグの間の物質移動を加速し、したがって、還元反応に好ましい条件を提供します。
鋼の回転流が上部スラグに加えるせん断応力の結果として、小さな液滴がスラグ層から外れ、スラグと鋼の間の界面面積が大幅に増加します。この広い界面領域は、高い還元率のための好ましい条件を提供します。
このプロセスは通常、加熱、合金化、およびスラグの削減に分けられます。加熱段階の目的は、化学加熱によって鋼浴の温度を上げることです。化学加熱は、アルミニウム粒子を溶融物に供給し、トップランスを介して同時に酸素を吹き込むことによって行われます。実際には、化学加熱の速度は、熱伝達プロセス、特に放射と対流によって壁構造に過度の熱応力が導入されるのを避けるために制限されています。
CAS-OB処理の手順は、シュノーケルを十分な深さまで浸すための鋼浴レベルを定義することから始まります。シュノーケルが下げられる前に、スラグのない領域、すなわち、シュノーケルが浸漬されるオープンアイが形成されるように、アルゴン流量が増加される。シュノーケルを下げた後、ボトムブローを減らし、アルミニウムまたはアルミニウム-シリコンの添加により鋼の脱酸を行います。温度測定に応じて、脱酸のプロセスに続いて鋼が加熱されます。加熱段階では、固体アルミニウム粒子が鋼の表面に供給され、同時に酸素がトップランスから吹き込まれます。加熱段階が完了した後、可能な合金化段階が続きます。鋼のサンプルは、加熱前と合金化後、シュノーケルを持ち上げる直前に採取されます。
取鍋を溶鋼処理位置の位置に送った後、取鍋の底にある多孔質プラグを通してアルゴンの吹き込みを開始し、パージの存在を視覚的に監視します。同時に、フリーボードの高さを測定し、ベルの動きの値を計算します。ベルの下端が少なくとも200mm溶鋼に浸されていることを確認する必要があります。また、溶鋼の温度とその中の溶存酸素の活性が測定されます。
シュノーケルを下げる前に、アルゴンの流れを増やして、パージ中の溶鋼の表面が「開いた目」になるようにします。 「オープンアイ」の領域では、シュノーケルが下げられます。溶鋼中のシュノーケルを希望の深さまで下げた後、アルゴンの流れを減らします。シュノーケル内のスラグからの溶鋼の自由表面は、脱酸のための粒状アルミニウムおよび他の添加剤の添加のための場所として機能します。その後、溶鋼を4分〜5分ホモジナイズします。次に、サンプルを採取して溶鋼の温度を測定するために、アルゴンの流れをさらに減らします。温度測定の結果は、化学加熱、必要なアルミニウム金属および酸素の量について計算されます。図2にCAS-OBプロセスの概略図を示します。
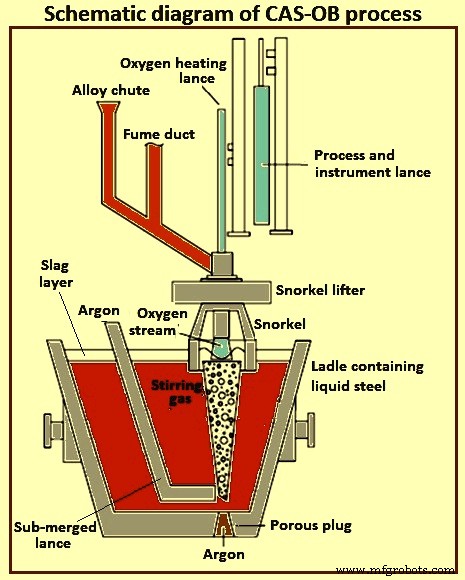
図2CAS-OBインストールの概略図
CAS-OBプロセスの特別な機能
CAS-OBプロセスにはいくつかの特別な機能があります。このプロセスでは、シュノーケルが鋼に降りて、「スラグアイ」(泡立つプルームがそれを押しのけたためにスラグがない領域)の上に不活性領域を生成します。シュノーケルの下で、酸素とアルミニウムの注入による合金の添加と化学的再加熱が行われます。取鍋冶金炉よりも多くのアルミナを生成します。このアルミナは、きれいな鋼を得るために浮き上がる必要があります。
シュノーケルの直径は、スラグ層にスラグのない領域を確保するために重要です。これは、ボトムバブリング中の開いた目の直径を知ることによって決定されます。開いた目の直径は、ガスの流量に依存するバブリングプルーム(プルームコーン)の形状を使用して推定できます。
CAS-OBプロセスでは、オープンアイを確保するために下部バブリングプラグを開くことが重要です。気泡プラグ開封不良のリスクを回避するため、シュノーケル位置変更方式を採用しています。この配置により、シュノーケルの位置を良好なバブリングエリアに切り替えることができます。
CAS-OBプロセスの総酸素含有量は、通常、アルゴンバブリングプロセスおよび取鍋炉と同様ですが、Ruhrstahl-Heraeus(RH)真空デガッシングプロセスよりもわずかに劣ります。
その過程で、頭蓋骨はシュノーケルの上部に付着し、酸化物材料はシュノーケルの下部に付着します。シュノーケルの下部で酸化物が成長すると、おたまの縁と衝突し、ベルが壊れます。
長所と短所
CAS-OBプロセスには、(i)約15℃のタッピング温度の低下、(ii)転炉での熱の再吹き込みの減少、(iii)合金の高速で信頼性の高い均質化、( iv)合金材料の高い予測可能な収率、(v)アルミニウムの低消費、(vi)連続鋳造の目標温度のより一貫した達成、(vii)処理後の低い総酸素含有量、(viii)狭い許容誤差での合金化を可能にする、(ix)合金の消費量とコストの削減、(x)中止される熱の減少、(xi)転炉と連続鋳造機の間の緩衝により、ティーミング条件が改善されます。
CAS-OBプロセスの欠点には、(i)取鍋をステーションに輸送する前にスラグフォーマーを追加する必要があること、および(ii)プロセスで硫黄除去を実行できないことが含まれます。 CAS-OBステーションの設置にかかる投資コストは、IR-UT(射出精製温度)プロセスなどの他の加熱プロセスに比べて高くなりますが、CAS-OBプロセスでは加熱速度が高くなります。さらに、スラグがベル構造に付着することが多く、ベルの重量と体積が増加します。これは、CAS-OBの動作に望ましくない影響を与える可能性があります。
製造プロセス