工業製造

油圧深絞りプレスは、今日の成形業界で最も一般的に使用されているプレスの 1 つです。どのメーカーでも、さまざまな産業用アイテムだけでなく、日常使用のアイテムにも使用できます。金属成形のその他の方法には、曲げ、矯正、絞り、圧縮成形、鍛造などがあります。 多くの油圧深絞りプレスは、家具、スポーツ用品、家電製品、家庭用電化製品に使用されています。ダイのサイズによって、選択する深絞りプレスのトン数が決まります。メーカーが通常の製品とは大幅に異なるサイズの製品を生産する必要がある場合、油圧深絞りプレスのトン数は異なります。 深絞りプレス機の分類 深絞りは、従来型および非従来型の深絞りプレスで実行でき
進捗状況 帯鋸盤の発明は技術的飛躍です。何世代にもわたって使用および改良されてきたため、市場で最も広く使用されている工作機械モデルの 1 つになりました。今日、帯鋸盤は主に金属や木材の鋸引きに使用されていますが、もちろん他の長くて硬い材料の切断にも使用できます。金属切断帯鋸の主な利点は、歯の負荷が均一に分散されているため、切断動作が均一であり、不規則または曲線のプロファイルを切断できることです。 刃のコーティングが重要 金属切断バンドソーの切断バンドは、切断効果にとって重要です。 1960年代にバイメタル技術が採用されて以来、超硬ブレードが鋸刃として使用されてきました。過去と比較して、ブレ
帯鋸の発明 人類の歴史において、帯鋸盤の発明は技術的飛躍と言えます。それ以来、帯鋸は何世代にもわたって使用および改良され、市場で最も広く使用されている工作機械モデルの 1 つになりました。 帯鋸盤は、主に金属加工や木工加工に使用されますが、その他の長く硬い材料の切断にも使用できます。帯鋸盤の主な利点には、均一に分散された歯の負荷による均一な切断動作、および不規則または曲線のプロファイルを切断する機能が含まれます。 ソーイングのアイデア 帯鋸盤のアイデアは 19 世紀にさかのぼります。 1809 年頃、ウィリアム ニューベリーはこのアイデアの英国特許を取得しましたが、バンド ソーはどのよう
この記事では、EDM の歴史、放電ワイヤ放電加工機、および放電加工の発展について説明します。 しかし、男性が所有する他の工芸品と同様に、特殊なスキルの所有と加工の結果は、高い生産性と再現性を追求する事業主や国家指導者の称賛を集めていません. この障害を克服するために、人々は CNC マシンを開発し、放電加工 (EDM) 装置を含むさまざまな工作機械にそれらを適用しました。放電加工 (EDM) 装置は、放電加工、放電加工、焼き付け、ダイシンキング、ワイヤー焼き付け、またはワイヤー浸食としても知られています。これは、通常火花を発生させる放電を使用して目的の形状を得る製造プロセスです。 放電加工
バンドソーと丸鋸は性質が異なります 丸鋸盤は、以前紹介した帯鋸とは異なり、帯鋸ではなく丸工具を用いて丸鋸を使用するため、独特の加工特性を持っています。帯鋸盤は、長くて鋭い帯鋸刃を備えた電動のこぎり盤です。ブレードは、ホイール間に張られた連続した歯付きの金属ベルトで構成されており、ターゲット材料は連続的なソーイング モーションによって切断されます。 ソーイングフォース 丸のこも帯のこも、現在はほとんどが電気で駆動されており、古代では主に人力で切断力が生成され、後に蒸気と水によって生成されることもあります。従来の鋸引きに加えて、研磨鋸と呼ばれる別のタイプの鋸があります。これは、金属またはセラミ
この説明では、断熱材やプラスチックの切断に一般的に使用される帯鋸などの高速帯鋸に焦点を当てます。ブレード速度は、クーラントを使用せずに毎分 3,000 ~ 8,500 フィートの範囲です。一方、低速帯鋸を使用して金属を切断する場合、冷却速度は毎分 100 から 300 フィートである必要があります。 真っ直ぐ切るための障害 可能性のある条件:鈍い刃、正しく取り付けられていない刃、間違った向き、不適切な刃の張り、帯鋸ホイールの磨耗、帯鋸刃ガイドのずれ。 これらの理由により、鋸引き工程が困難になり、切断がスムーズに進まない。低速で金属ワークを切断する高速切断バンドソーを使用すると、上記のような
マシニング センター スピンドルの種類。マシニング センター スピンドルの簡単な紹介 マシニング センター スピンドル マシニングセンターには、さまざまな主軸を搭載することができます。以下は人気のあるモデルの一部です: ダイレクト ドライブ スピンドル 直動主軸は構造がシンプルで機械加工が早く、重機マシニングセンタや一部の門型工作機械に搭載可能です。高精度、低振動、同じインターフェース、簡単な交換により、この種のスピンドルのメンテナンスは非常に便利です。 直接駆動スピンドルは、製造コストと組み立てコストが低くなります。直動主軸は、高速回転を簡単かつ短時間で実現し、良好な動的回転精度を維持
補強用真鍮素材 ソーイング製法では、バックソーの裏に沿って折り曲げられたストリップの補強にのみ真鍮材料が採用されています。さらに、昔はブレードをハンドルに固定していたネジを作るために。 鋼材 のこぎりの分野では、ほとんどすべての種類ののこぎりが鋼でできています。鋼は、比較的安価で成形が容易であり、最も重要なこととして、非常に強いため人気があります。丸のこでも帯のこでも、鋼はほとんどの種類ののこぎりに適した特性を備えています。 帯鋸と丸鋸 丸鋸の加工が多少制限される場合、帯鋸は丸鋸とは異なります。帯鋸盤は特に金属加工や木材加工に使用されており、横型帯鋸盤が最もポピュラーな機種です。水平構造

より具体的には、ターンキー ソリューションとは、機器メーカーがプログラム、ツール リスト、および関連アクセサリを提供することであり、これらは顧客から提供されたワークの図面と要件に従っています。たとえば、CNC マシンをガントリーまたはロボット アームと一緒に使用して自動ロードおよびアンロードを行ったり、クラウド監視システムを使用して複数のマシン コントローラーをリモートで接続および監視したりできます。 この記事では、ターンキー ソリューションの 1 つである自動偏差キャリブレーション システムを紹介します。これにより、加工効率と加工精度が向上します。精度、機械の安定性、および生産効率は、CN
ソーイングのコンセプトはどこから来たのですか? 当時、のこぎりはさまざまな材料を切断するために使用されていました。歴史上、さまざまな種類ののこぎりが登場しましたが、そのほとんどは天然素材でできています。その後、職人は青銅と鉄からのこぎりを作り始めました。鉄器時代には、鋸刃の張力を維持するためにフレーム鋸がさらに発明されました。 現代の鋸の構成 今日のソーイングマシンは、硬い鋸歯、ワイヤー構造、または硬い歯のエッジを備えたソーチェーンで構成される人工ツールです。鋸盤は、以前は木材でしたが、現在は金属や石を切断するために使用されます。鋸引きは、ギザギザのエッジをターゲット材料に立てかけ、継続的
この設計構成は、チューブまたは中実の棒を同じ長さの多数に切断するために使用されます。したがって、帯鋸は、ほとんどの金属製鋸作業場で重要な切断用のこぎりです。 特徴 丸鋸盤は研磨性があります。ソーイングバンドを使用する代わりに、円形ツールを使用してソーイングプロセスを実行します。これが、丸鋸盤の独特の鋸引き特性につながります。 一般に、丸のこは、歯付きまたは研磨ディスクセットまたは鋸刃を使用して、アーバーの周りの回転運動によってさまざまな材料を切断する動力のこぎりです。同様に、ホールソーやリングソーも回転運動を使用しますが、丸のこ盤とは異なります。丸鋸盤は、刃自体にも使用できます。丸鋸盤は、
旋盤の定義 旋盤は計算の数学モデルです。これは、ルール テーブルに従ってテープ上のシンボルを操作する抽象マシンを定義します。モデルは非常に単純ですが、任意のコンピューター アルゴリズムが与えられた場合、アルゴリズムのロジックをシミュレートできる旋盤を構築することができます。 旋盤は、その制御方法によっても分類できます。したがって、さまざまなサイズとデザインの旋盤が市場で見られ、通常は直接旋盤または旋盤と呼ばれます。 旋盤で行われる旋削工程は、多くの場合自動で行われます。また、他の処理を受けるワークピースの機能を追加または改善するための補助プロセスとしても一般的に使用されます。これは、最も
ミルターンマシン CNC旋盤とも呼ばれるミルターンマシンは、切削、穴あけ、変形、端面加工などのさまざまな機械加工操作を実行するために、ワークピースを回転軸に沿って回転させる旋削方法です。これらのプロセスは、主軸によって駆動される軸に対して対称なオブジェクトを作成するために、ワークピースに適用されるツールによって実行されます。 ミルターンとは何ですか? 以前は、旋削は旋盤でのみ行われ、フライス加工はフライス盤でのみ行われていました。技術的な障壁により、これら 2 種類の切断方法を 1 台の機械に統合することは困難です。電動タレットと電動工具の発明と普及により、これら 2 つの機能を 1
鋸引き力 のこぎりの駆動力は時々刻々と変化します。当初は人力によって駆動されていましたが、蒸気や水などの天然資源によって駆動されることもあります。技術の発展に伴い、ソーイングパワーの源は電気または他の動力源になり得ます。伝統的な鋸引きに加えて、研磨鋸と呼ばれる別のタイプの鋸があり、動力付きの円形刃を備えています。研磨鋸刃は、金属やセラミックを切断するように設計されており、帯鋸よりも精度が高くなります。 帯鋸と丸鋸 従来の方法は帯鋸に発展し、研磨剤は丸鋸法とそれに対応する機器、または正式には丸鋸盤と呼ばれるようになりました。 2 つのモデルの長所と短所 この質問は繰り返し聞かれてきました:
立旋盤はサイズが異なります。そのため、運用に必要な人員が異なります。最小限の金額で高品質の新しい立旋盤を保証できます。 旋盤は通常、水平構造で設計されており、円筒形のワークピースを切断する最も一般的な方法です。ただし、立旋盤は回転軸を中心に工作物を回転させ、さまざまな機械加工を垂直に行う工作機械です。 作業モードは基本的に横旋盤と同じです。このタイプの機械加工は、垂直機械加工用のスピンドルによって駆動される軸に対して対称なオブジェクトを作成するために、ワークピースに適用されるツールによって実行されます。 立旋盤の意味 立旋盤は、加工するワークピースの取り付け、位置合わせ、および固定に
帯鋸加工を可能にするものは何ですか? 一部の帯鋸盤メーカーでは、回転テーブルと X 軸を使用して、フライス盤やマシニング センターの機構と同様に複雑な切削を行っています。旋回帯鋸も代替手段となり、工作物が進むにつれてヒンジが湾曲します。 ワーク送り 油圧フィードと比較して、重力フィードは費用対効果が高くなります。ほとんどの帯鋸の設計方法では、可動カウンターウェイト、コイル スプリング、油圧または空圧ダンパー (速度制御バルブ) などの切断力を調整できます。油圧フィードバンドソーは、安定して効率的です。陽圧油圧ピストンを使用して、さまざまな圧力と速度で鋸引き作業を実行します。さらに、自動帯鋸
ダイレクト ドライブ スピンドルとベルト駆動スピンドル、比較 - 分類 スピンドルの駆動機構には、ベルトドライブ、ギアドライブ、ダイレクトドライブ、ビルトインモータードライブがあります。他の駆動メカニズムと比較して、直接駆動スピンドル設計は、より大きなトルク出力、より高速で正確な作動を実現しながら、より大きな処理領域を可能にします。 このタイプのスピンドルは、ダイレクト ドライブ スピンドルとも呼ばれます。工作機械には、卓上旋盤の主軸台と心押台の主軸など、複数の主軸が含まれている場合があり、主軸は通常、最大の主軸です。ダイレクト ドライブ スピンドルが主軸になる場合、カバー ケースが大きく
帯鋸と丸鋸の選び方 決定的な技術的進歩がなかった過去には、丸鋸と帯鋸のどちらを選択するかは非常に単純でした。2 つの電動鋸の出力品質は非常に異なっていたためです。大量生産が必要なメーカーの場合、パワー丸鋸を選択できます。ただし、特に厳しい公差要件がない場合は、低価格の帯鋸で十分な場合があります。今日では、技術の進歩により、丸鋸と帯鋸の違いは非常に小さくなりました. 帯鋸盤の特徴は何ですか? 定義により、バンドソーイングマシンはバンドソーマシンとも呼ばれます。連続した鋸歯状の金属帯を車輪の間に張って工作物を切断する、長く鋭い鋸刃を備えた動力鋸の一種です。現在、帯鋸盤は主に金属加工や木材加工に
ベアリングとは? 機械部品に関して言えば、ベアリングは相対運動を望ましい範囲に制限し、可動部品間の摩擦に耐えて減らすために使用される重要な機械部品です。 スピンドルベアリングの設計により、可動部品を直線で自由に動かしたり、固定軸の周りを自由に回転させたりできます。同時に、可動部分の法線力ベクトルを制御することで、モーションを提供することもできます。要約すると、スピンドルベアリングは工作機械のスピンドルに取り付けるように設計されています。記載された機械的目的に基づいて、ベアリングが設計され、さまざまなスピンドルに取り付けられます。 ボールを収容するために少なくとも3つのレースを使用すること
オイルミストエアクリーナーについて - なぜ空気をきれいにする必要があるのか? 今日、製造工場では、潤滑剤、クーラント、およびその他の多くの切削液が空気中に分散しています。金属切削工程では多くの摩擦、切りくず、熱が発生するため、工作機械のユーザーが機械加工作業を行う際に用意する消耗品です。 これらの液体と金属粒子は常に作業エリアの空気中に飛散し、製造工場の労働者に汚染を引き起こし、深刻な労働安全上の危険を形成します。そのため、加工工程から排出される液体や金属粉をいかに除去するかが、クリーンな空気環境を実現するための喫緊の課題となっています。 危険な状態 きれいな空気に影響を与える切削
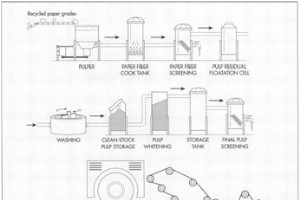
製造プロセス