


壁と塗りつぶしが触れない:すばやく解決する方法!
その塩に値するすべての3D印刷愛好家が知っているように、インフィルはオブジェクトの品質、強度、および印刷時間の非常に重要で不可欠な側面です。 場合によっては、オブジェクトの印刷に多くの時間、電気、フィラメントを浪費して、インフィルが実際にモデルのシェル(または壁)に接触していないことを確認し、インフィル構造を役に立たないものにすることがあります。
この記事では、この問題を引き起こす可能性のある理由とその解決方法について説明します。一言で言えば、3Dプリントされたオブジェクトのシェルや壁にインフィルが触れない原因は何ですか?
壁やインフィルが触れないのは、押し出し不足が原因である可能性があります。これは、ノズルの温度が低い、移動速度が速い、またはプリンタのキャリブレーションが不適切であることが原因である可能性があります。また、インフィルを調整することで修正することもできます。オーバーラップ設定。この設定を1%ずつ上げて、結果をテストすることをお勧めします。
| ソリューション | 説明 | 表示 |
| インフィルのオーバーラップ | インフィルが最も近い周囲と重なる割合 | 最大14%まで2%増やします |
| ノズル温度 | ノズル温度が低いと、押し出し不足になる可能性があります。 | メーカーが指定する最高温度に設定してください |
| 移動速度 | 速すぎると、押出機が必要なフィラメントを押し出すことができず、押し出し不足につながる可能性があります | 移動速度を25mm/sに下げます |
| フィーダーの問題 | ボーデンチューブの摩擦により、押し出し不足が発生する可能性があります | 供給システム全体を清掃し、フィーダーの張りを調整します |
| キャリブレーションの問題 | 不適切なキャリブレーションにより、プリンタが示すフィラメントよりも少ないフィラメントを消費する可能性があります。 | 押出機のステップを調整するか、流量を増やします |
壁がインフィルに触れていない理由

プリントの壁がインフィルに触れない原因にはいくつかの理由があり、問題を解決するには、除去のプロセスを経る必要があります。
これは、問題を診断するための基本的なロードマップです。印刷デザインのエラーではないことを確認したら、次のことを体系的に行う必要があります。
スライサー設定(プリンタープロファイルごとに異なります)
確認する最も明白なことは、スライサーの設定です。これは、問題を解決するための最も簡単で迅速な方法です。
インフィルオーバーラップを確認する必要があります パーセンテージ。 Curaによると、この設定は、「インフィルと壁の間のオーバーラップの量を、インフィルの線幅のパーセンテージとして決定します。わずかに重なると、壁がインフィルにしっかりと接続されます。 「
どうやら、Curaには、プリンタプロファイルに応じて異なるデフォルトのインフィルオーバーラップ設定があります。私のEnder3では30%に設定されていますが、他の一部のプリンターでは10%または0%に設定されているため、設定も少し異なる場合があります。
インフィルオーバーラップの場合 はすでに10%に設定されています(デフォルトのCura設定)。問題が解決するかどうかを確認するために、毎回2%の増分でいくつかのテストを実行することをお勧めします。そうでない場合は、考えられる原因としてこのパラメータを破棄できます。
その場合は、オーバーラップ率をデフォルトのパーセンテージである10%、またはプリンターのデフォルトのパーセンテージにリセットして、診断を続行します。
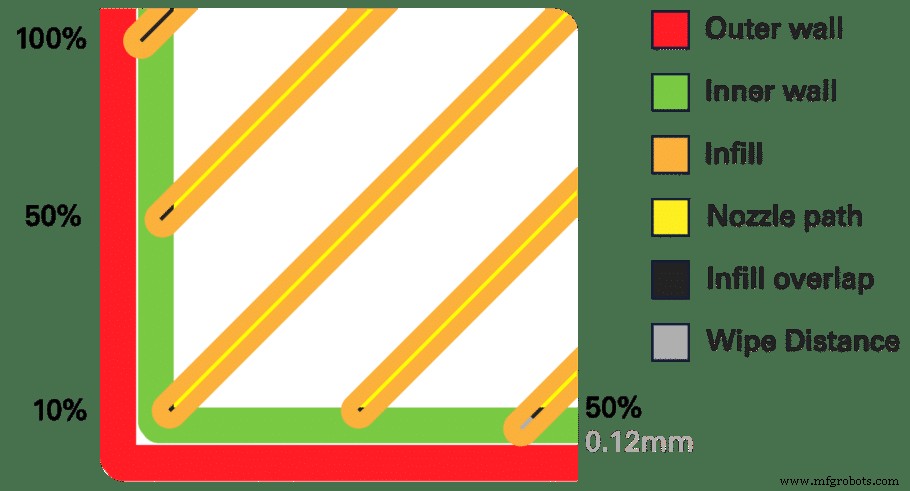
上の図でわかるように、100%のインフィルオーバーラップの設定は、ノズルパスがレイヤー幅全体(最も一般的なノズル直径を使用する場合は0.4mm)とオーバーラップすることを意味します。
押し出し温度
次のステップは、押し出し温度を確認することです。なぜこれが潜在的な原因である可能性がありますか?簡単に言えば、押し出し温度が低すぎると、溶融フィラメントはより粘性になり、同じ量の材料を押し出すためにより高い圧力が必要になるため、ノズルからの通常のまたは望ましい流れを妨げます。
これにより、最終的に押し出し不足が発生し、壁がインフィルに接触しなくなる可能性があります。
押し出し温度が低すぎると、層の接着性が低下したり、壁とインフィルの間の同じ水平面上のフィラメントに付着したりするなど、他の印刷の問題も発生します。
一方、押出温度が高すぎると、新たな一連の問題が発生します。温度が高すぎて溶融プラスチックがノズル内に長時間留まると、溶融フィラメントに変化が生じ、目詰まりにつながります。
使用しているスプールのフィラメントメーカーが示す推奨温度を確認し、スプールの最大推奨設定に設定してください。これは、ノズルから正しい流れを得るのに役立ちます。
たとえば、使用しているPLAの温度設定が190〜215°Cの場合、温度を215°Cに設定し、結果を確認してから、ゆっくりと下げてスイートスポットを見つける必要があります。
移動速度
温度は流量の主要な要因です。ただし、溶融フィラメントの流量は、ノズルサイズ、印刷速度、および層の高さによっても定義されます。これらすべての設定が一緒になって流量を定義します。これは、1秒あたりにノズルから押し出される溶融フィラメントの量の測定値です。
流量が許容するよりも多くの材料を押し出そうとすると、押し出し不足になります。温度と、プリンタを通過して押し出しポイントに到達するフィラメントの速度とのバランスを極端に押し上げないでください。常に2つのバランスが取れている必要があります。
確かに、温度が高いほど、印刷速度が速くなります。逆に、より低い温度を使用している間;最適な押し出しを実現するには、移動速度を下げる必要があります。
移動速度はプリンタのモデルによって異なります。これを原因として排除するには、移動速度を25mm/sまたは少なくとも50mm/s未満に設定してみてください。この移動速度は十分に遅いため、問題が解決しない場合は、他の要因が原因であると結論付けることができます。
押し出し不足
確かに、ノズルの温度と移動速度を調べるときに、押し出しの下ですでに説明しました。それにもかかわらず、少しトリッキーな他の要因が原因で、押し出し不足が発生する可能性もあります。以前の原因には簡単な解決策があったので、最初にそれらを破棄しました。
すでに前に述べたように、押し出し不足は、プリンタが印刷に必要な適切な量の材料を生成できない場合に発生します。明らかな兆候は、プリンタがレイヤーをスキップしている、通常のレイヤーよりも薄く印刷している、または中断されて穴やドットがあるレイヤーに気付いた場合です。
ノズルの温度と移動速度が見えなくなったら、考慮すべき変数がたくさんあるため、これはおそらく解決が難しい問題の1つです。解決が最も簡単なものから最も困難なものまで、それぞれを実行します。うまくいけば、実際の問題を特定し、その過程で解決できるようになります。
フィーダーの問題
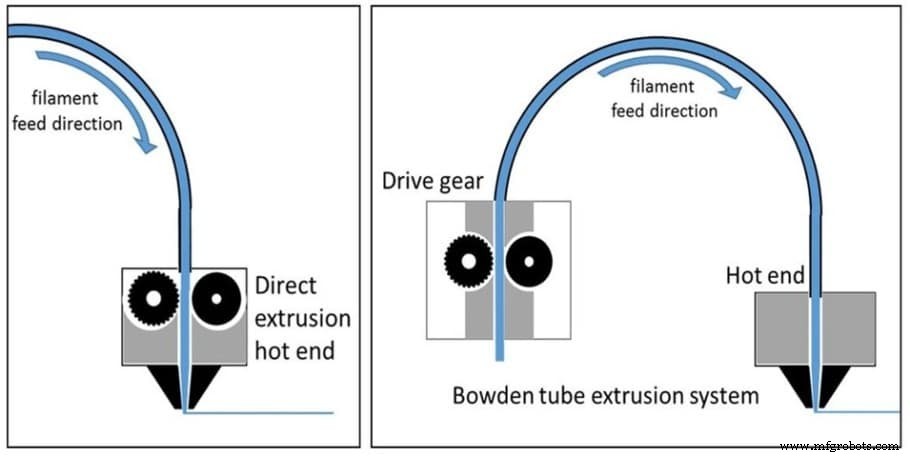
プリンタがボーデンチューブフィードシステムを使用している場合、押し出し不足の問題は、ホットエンドを含むフィードプロセスでのボーデンチューブの障害に関連している可能性があります。
これは、供給を妨げるチューブとホットエンドの摩擦、または正しい速度で供給を実行するためのフィラメントのグリップが不十分であることが原因である可能性があります。
プリンターのフィーダー張力を確認するには、ボーデンチューブからフィラメントを取り外し、チューブを介して供給されている兆候がないか調べる必要があります。フィラメントがまだスプールのフィラメントと同じくらい滑らかな場合は、フィーダーの張力が低すぎます。つまり、フィラメントをフィーダーシステムに押し込むのに十分なグリップがありません。
ここでも、最適なノズル流量のバランスをとるのと同じように、バランスをとる必要があります。フィーダーの張力が少なすぎたり多すぎたりすると、押し出しが不足します。緊張が少なすぎることについて説明しました。それでは、フィードシステムの張力が大きすぎることを見てみましょう。
フィラメントがボーデンチューブに入ると、フィラメントが絞られて平らになり、動きが制限されます。プロセスがフィラメントを食い尽くすと、フィーダーはフィラメントを掘り下げます。これは一般に研削と呼ばれます。フィーダーはおそらくカチカチという音を出し始めてスキップバックします。これは、ホットエンドに詰まりがあることの兆候でもあります。
この状況を改善するには、フィーダーからフィラメントを取り外し、フィーダーシステム全体を清掃して、プロセス中のフィーダーの張力を確認する必要があります。これはハードウェアの問題であるため、プリンターによって異なる場合がありますが、問題への対処方法については、Ultimakerのフィーダー張力の調整に関するこのビデオを確認してください。
キャリブレーションによる押し出し不足
押し出しキャリブレーションは、スライサーがプリンターに消費するように命令するものを決定し、所定の移動距離にわたってmm単位で測定されます。適切に調整されている場合、プリンタは実際にまったく同じ量のフィラメントを消費します。
測定値が一致せず、消費量がスライサーによって示されるよりも少ない場合、キャリブレーションはアウトであり、押し出し不足になります。キャリブレーションのミスアライメントを修正する方法は2つあります。1つは簡単ですが一時的な方法ですが、もう1つの方法はより複雑ですが永続的な修正です。
恒久的な修正:押出機のステップのキャリブレーション
実行する手順は、使用しているプリンターによって異なりますが、基本的に、テストは設定されたパターンに従います。演習の目的は、スライサー命令が正しく実行されているかどうかを判断することです。
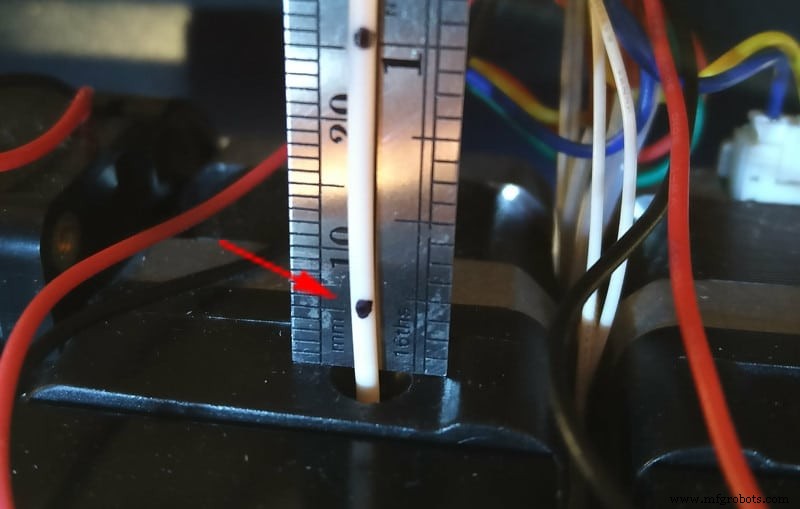
デジタルまたは手動のノギスを使用することから始めます。使用方法を知っていて、測定値が正確である限り、違いはありません。油性ペンまたはシャーピーを手元に用意しておくと、フィラメントに拭き取らないマークを付けることができます。これで、押出機の最初から正確に100mmまたは10cmを測定し、さらに2回測定を繰り返すため、100mm、200mm、および300mmに3つのマークがあります。
流れが一定であることを確認するために、ホットエンドをフィラメントの高範囲より約5度上まで加熱します。次に、100mm(10cm)の材料を押し出すようにプリンターに指示し、最初の測定の開始時に、作成したマークが押出機の入り口に並んでいるかどうかを確認します。
作成したマークが押出機の内部に収まる場合は、キャリブレーションが終了しており、プリンターが指示以上に押し出されています。これは過度の押し出しであり、押し出された余分な材料は貴重な層に押しつぶされ、プリントの外殻の側面に滴り落ちます。テスト前に印刷した印刷物の仕上がりが悪いことに気付くでしょう。キャリブレーションを修正するには、まず、プリンタコンソールで必要な調整を行えるように、誤った値が何であるかを判断する必要があります。
逆に、線が外側にあり、入口と一列に並んでいない場合は、押し出し不足に対処していることになります。これは、オブジェクトのシェルがインフィルに触れていない原因である可能性があります。
これを解決するために、押し出しステップを調整できます。このプロセスは単純ではないことに注意してください。そのため、この問題を解決するためのプロキシとして、流量を増やすことをお勧めします。
簡単な修正:流量の変更
押出機のステップ以外にもチェックする必要のあるパラメータは、押出機へのフィラメントの流れを直接制御できるようにするための流量です。使用するフィラメントの密度が異なることに注意することが重要です。
流量は、使用中のフィラメントの直径と、押出機モーターに対する押出機の直径の影響を受けます。このテストでは、押出機に供給されるフィラメントの量をほぼ測定します。
これらの値を使用して流量を計算できるように、変数を正確に測定するには、キャリパーとマイクロメーターが必要になります。テストを開始する前に、プリンタのノズルが良好な機能状態にあり、内側と外側に残留物が蓄積していないことを確認する必要があります。
また、使用している特定のフィラメントの押し出し温度をチェックし、製造元の推奨事項に準拠していることを確認してください。最後に、Z軸に沿った寸法のずれを避けるために、ベースが水平になっていて校正されていることを確認し、続行する前に必ずテスト手順を読んで理解してください。
前述のように、シャーピーを取り、100mmごとにフィラメントにマークを付けます。プリンタに100mmを押し出して、マーキングと比較するように指示します。プリンタの消費量が100mm未満の場合は、押し出し不足であると確信できます。
これを修正するには、流量を102%に設定し、テストを再実行します。それでも押し出し中の場合は、パーセンテージをさらに増やします。一方、次のマークが見えない場合は、10cm以上押し出されていることを意味し、流量を減らす必要があります。注文時にプリンタが正確に10cmのフィラメントを消費するまで、このプロセスを繰り返す必要があります。
結論
ここまでで、ここに来た問題を解決できたと思います。少し運が良ければ、Infill Overlapを変更して、この記事を残すことができました。逆に、流量を最後までやり遂げた方は、この情報がお役に立てば幸いです。もしそうなら、あなたは間違いなくプリンタの問題のトラブルシューティングと解決の技術に非常に精通しています。
推奨製品のセクションを確認してください

当て推量を排除し、どのプリンター、フィラメント、またはアップグレードを取得するかを調査する時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱を招くことがわかっているためです。 。
初心者から中級者、さらには専門家にも適していると思われる3Dプリンターをほんの一握り選択しました。これにより、決定が容易になります。フィラメントとリストされているアップグレードはすべて、私たちによってテストされ、慎重に選択されました。 、したがって、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント
- デジタル化がAM後処理とQA管理の変革にどのように役立つか
- 3Dプリントが食品および飲料業界をどのように変革するか
- 3Dプリントされたツーリングとフィクスチャが製造業に革命をもたらす方法
- 有効で侵害された特許のような問題をどのように解決しますか?
- ラストマイルデリバリーの7つの課題とその解決方法
- 運賃が正しく、迅速に支払われるようにする方法
- アップカットビットとダウンカットビットをすばやく区別する方法は?
- 射出成形フラッシュ:トップ9の原因とその解決方法
- データ分析を使用して本番環境の問題を特定して解決する方法
- 倉庫業務における5つの問題(およびそれらを解決する方法)
- エンダー 3 X 軸のたるみ;解決方法