


放電加工:原理、動作、機器、長所と短所の図
今日は、放電加工の原理、動作、機器、長所と短所について図で学びます。この機械加工プロセスでは、電気火花を使用して金属フォームのワークピースを除去します。この機械加工は、電気火花の存在下での金属バリの除去と同じです。切削工具として使用される電気火花は、ワークピースを切断し、希望の形状を生成します。このプロセスは、電極を介してワークピースに高周波電流を流すことによって行われます。スパークプロデュースは、非常に小さなチップの形で金属を取り除きます。このプロセスは、誘電性流体で行われます。
放電加工:
原則:
放電加工プロセスは、火花の発生と火花の侵食によって除去される金属の基本原理に基づいて動作します。 EDMスパークエロージョンは、接触するウィッチを介して金属片に小さな穴を燃やす電気スパークと同じです。このプロセスで発生する火花は熱を発生し、侵食と蒸発によって金属を除去します。この機械加工プロセスでは、ワークピースとツールの両方が導電性材料で作成されている必要があります。
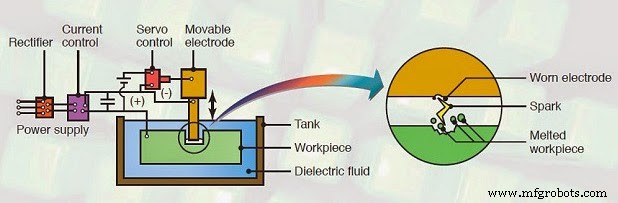 |
| 放電加工の図 |
機器:
EDMプロセスには、次の機器が含まれています。
電源:
EDMプロセスでは、電極とワークピースの間に火花を発生させるために使用される高周波電流。この火花は熱を発生し、金属型枠を取り除きます。
誘電性流体供給およびフラッシングシステム:
誘電性流体は、チップを追い払うための媒体として機能し、チップが表面に付着するのを防ぎます。この液体は、チップのフラッシングシステムとして機能します。また、工具と作業の間の火花を促進することにより、金属除去率を高めるのに役立ちます。この流体は、冷却剤としても機能します。
ツールとツール保持デバイス:
EDMプロセスでは、工具も火花によって侵食されるため、工具の選択は摩耗率、工具製造の容易さ、および材料のコストに依存します。最も一般的に使用される電極材料は、Cu、タングステン合金、鋳鉄、鋼、銀タングステン合金、グラファイトです。
ワークピースとワーク保持デバイス:
このプロセスでは、電気の良い導体だけを機械加工することができます。したがって、ワークピースは良好な電気伝導性を備えている必要があります。このプロセスはワークピースの硬度に依存しないため、硬度の基準はありません。
動作中:
このプロセスでは、ワークピースは十分に導電性である必要があります。この方法で加工できるのは導電性材料のみです。 EDMの動作は次のとおりです。
- 最初に、ワークピースとツールの両方が誘電性流体に沈められます。誘電性流体は、アーク放電の制御に役立ちます。これにより、ワークピースの材料とツールの浮遊粒子がワークキャビティから除去されます。
- サーボ機構を使用して、ワークピースとツールの間に非常に小さなギャップを維持します。このギャップは、適切なアーク形成に望ましいものです。これは、人間の髪の毛の太さ程度です。
- ツールはワークピースの反対の形状として作られています。
- 電極に供給される高周波電流により、工具とワークピースの間にスパークが発生します。このスパークにより、ワークキャビティ内に高いスパークが発生します。
- 侵食とイオンの蒸発により、ワークピースから金属が除去されました。
- 工具とワークピースの間のチップまたは浮遊粒子は、短絡の原因となるブリッジを形成しないように除去する必要があります。これは、誘電性流体の継続的な供給によって行われます。
- EDMは、オーバーカットのために電極よりわずかに大きい空洞を生成します。
長所と短所:
利点:
- すべての導電性材料はこのプロセスで切断できます。
- ワークの硬度に依存しないため、硬化したワークを簡単に加工できます。
- 複雑なダイセクションと複雑な形状を正確に作成できます。
- このプロセスはバリがありません。
- 薄いセクションは、パーツを変形させることなく簡単に加工できます。
デメリット:
- この機械加工プロセスでは、工具の摩耗が大きくなります。
- 工具の摩耗により、金属の精度と表面仕上げが制限されます。
- EDMで機械加工できるのは優れた電気導体のみです。
製造プロセス
- ウォータージェットおよび研磨ウォータージェット加工:原理、動作、機器、アプリケーション、長所と短所
- 電子ビーム加工:原理、動作、機器、アプリケーション、長所と短所
- レーザー加工::原理、動作、機器、アプリケーション、長所と短所
- 研磨ジェット加工:原理、動作、機器、アプリケーション、長所と短所
- 超音波加工:原理、動作、機器、アプリケーション、長所と短所
- 超音波溶接:原理、動作、機器、用途、長所と短所
- 電解加工:原理、破壊、機器、用途、長所と短所
- エレクトロスラグ溶接:原理、動作、アプリケーション、長所と短所
- プラズマアーク溶接:原理、動作、機器、タイプ、アプリケーション、長所と短所
- テルミット溶接:原理、動作、機器、用途、長所と短所
- 摩擦攪拌接合(FSW):原理、動作、用途、長所と短所