

工業製造
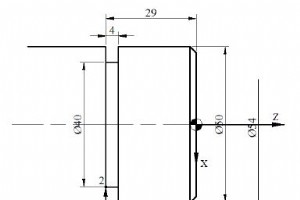
提出者:ブライアン まとめ この cnc 旋盤プログラムは、X 軸に溝を作る方法を示しています。図面は、プログラムで溝切りツールがどのように動くかも示しています。 描画/画像 CNC プログラム %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G00 X200 Z200 M09N70 M30
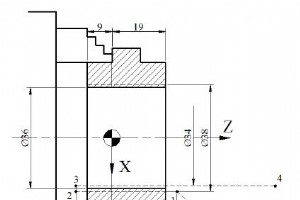
提出者:BEATA まとめ 非常に単純で基本的な cnc プログラムの例では、単純な cnc 旋盤プログラムを作成してコンポーネントに穴を開ける方法を示しています。同じプログラムを使用して、ジョーを穴あけすることもできます。すべての工具の動きは、 描画/画像 CNC プログラム %N10 T04 M06N20 G97 S830 G95 F0.1 M03N30 G00 X38 Z23 M08N40 G01 X38 Z-13N50 G00 X34N60 G00 Z200 M09N70 G00 X200 Z200N80 M30
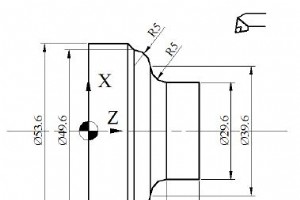
投稿者:cnc プログラマー まとめ cnc 旋盤プログラムを作成して、半径のある単純な輪郭を作成する方法を示す単純な cnc 旋盤プログラムの例。複数の直径が切削され、時計回りと反時計回りの両方の半径が加工されます。 描画/画像 CNC プログラム %N10 T105 M06 D2500N20 G96 S150 G95 F.2 M04N30 G00 X32 Z34 M08N40 G01 X-1N50 G00 X29.6 Z36N60 G01 Z24N70 G02 X39.6 Z19 R5N80 G03 X49.6 Z14 R5N90 G01 X53.6 Z12N100 G01 Z-1N1
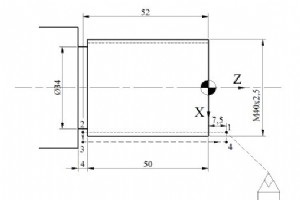
提出者:ブライアン まとめ コンポーネントのねじ切りを行う、非常にシンプルで基本的な cnc 旋盤プログラムです。このプログラムは、G33 ねじ切り G コードを使用してねじ切りを行います。ここでは 1 つのカットのみがプログラムされており、必要なだけカットを追加できます。あなたの状況と資料に応じて。 描画/画像 CNC プログラム %N10 T103 M06N20 G97 S640 M03N30 G00 X36.93 Z7.5 M08N40 G33 K2.5 Z-52N50 G00 X45N60 Z7.5N70 X200 Z200 M09N80 M30
cnc 機械工が仕事を楽にするためのインチから mm への変換表。 インチから MM への換算表 0”+ =mm 1+ =mm 2インチ以上 =mm 3インチ以上 =mm 4インチ以上 =mm 1/64 0,397 0 25,400 0 50,800 0 76,200 0 101,600 1/32 0,794 1/64 25,797 1/64 51,197 1/64 76,597 1/64 101,997 3/64 1,191 1/32 26,194 1/32 51,594 1/32 76,994 1/32 102,394 1/20 1,270 3/64 26,591 3/64 5

Mori Seiki NMV Programming G-codes and M-codes の完全なリスト。Mori Seiki マシニング センターで作業する CNC 機械工プログラマー向け。 画像:HEINZ BAUMGARTNER AG これらの G および M コードは、以下にリストされている NC ユニットを備えた次の森精機モデルに適用されます。 モデル NMV1500 DCG NMV3000 DCG NMV5000 DCG NMV8000 DCG/40 NMV8000 DCG/50 NCユニット MSX-701 IV MSX-711 IV 森精機のGコードと
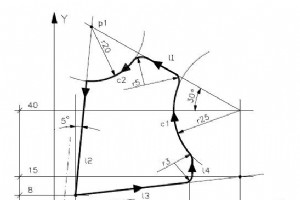
Osai 10 シリーズ cnc 制御を使用して cnc マシンで作業する cnc 機械工向けの Osai GTL プログラミング例。 Osai GTL プログラミング例 N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10N12 G21G42l2N13 l3N14 r3N15 l4N16 r3N17 c1N18 r5N19
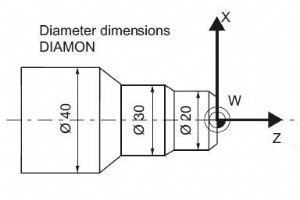
シヌメリク DIAMOF、DIAMON、DIAM90 CNC 旋盤の X 軸 (横軸) は、直径の寸法としてプログラムされています。必要に応じて、プログラムで半径寸法に切り替えることができます。 DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90 and ; Radius dimensioning for G91 DIAMOF DIAMON の例 DIAMOF 付き Sinumerik CYCLE95 N110 G18 DIAMOF G90 G

WinNC EMCO WinNC は、CNC 機械工/プログラマー/学生が 1 台の PC/ラップトップに複数の CNC 制御ソフトウェアをインストールする機会を提供するため、市場で一般的なすべての CNC 業界制御についてトレーニングを受けることができます。最大 9 つの異なる CNCコントロールは 1 台の PC/ラップトップにインストールできます。例: シヌメリク ファナック ファゴール ハイデンハイン CNC 機械工/プログラマーは、これらの CNC 制御用のソフトウェア/マニュアルを EMCO Web サイトから簡単にダウンロードできます。すべてのリンクは以下に示されています

EMCO WinNC GE シリーズ Fanuc 0-MC プログラミング G コード / M コードの完全なリスト。 G コード Gコード 説明 G00 ポジショニング (ラピッド トラバース) G01 線形補間 G02 時計回りの円補間 G03 反時計回りの循環補間 G04 ドウェル G09 正確な停止 G10 データ設定 G11 データ設定オフ G15 極座標補間の終了 G16 極座標補間を開始 G17 平面選択 XY G18 平面選択 ZX G19 平面選択 YZ G20 インチ単位の測定 G21 ミリ単位の測定 G28 アプローチ基準点 G3

EMCO WinNC SINUMERIK 810/820 T ターニング プログラミング G コード / M コード / サイクルの完全なリスト。 G コード G コード 説明 G00 ポジショニング (早送り) G01 線形補間 G02 時計回りの円形補間 G03 反時計回りの円弧補間 G04 ドウェル G09 正確な停止 G10 極座標補間、早送り G11 極座標補間、線形補間 G12 極座標補間、時計回りの円弧補間 G13 極座標補間、反時計回りの円弧補間 G16 自由軸選択による平面選択 G18 飛行機 ZX G25 最小作業領域の制限 G26 最大作

EMCO WinNC SINUMERIK 810/820M ミリング プログラミング G コード / M コード / サイクルの完全なリスト。 G コード G コード 説明 G00 早送り G01 線形補間 G02 時計回りの円形補間 G03 反時計回りの円弧補間 G04 ドウェル G09 正確にブロック単位で停止 G10 極座標補間、早送り G11 極座標補間、線形補間 G12 極座標補間、円弧補間 コックワイズ G13 極座標補間、反時計回りの円弧補間 G17 平面選択 X-Y G18 平面選択 Z-X G19 平面選択 Y-Z G25 最小作業領域の制

EMCO WinNC Heidenhain TNC 426 会話型プログラミング M コードの完全なリスト。 M コード M コード 説明 M0 プログラム停止 M1 オプションの停止 (opt. stop によるプログラム停止のみ) M2 番組終了 M3 時計回りにスピンドルをオン M4 反時計回りにスピンドルをオン M5 スピンドルオフ M6 工具交換 M8 クーラントON M9 クーラントオフ M10 分割ヘッド、クランプオン M11 分割ヘッド、クランプ OFF M17 サブプログラムの終了 M25 OPENクランプ/マシンバイス M26 CLOSEクラ

EMCO WinNC GE シリーズ Fanuc 21 TB プログラミング G コード / M コード / サイクルの完全なリスト。 G コード G コード 説明 G00 ポジショニング (早送り) G01 線形補間 (フィード) G02 時計回りの円形補間 G03 反時計回りの円弧補間 G04 ドウェル G7.1 円筒補間 G10 データ設定 G11 データ設定オフ G12.1 極座標補間オン G13.1 極座標補間オフ G17 平面選択 XY G18 平面選択 ZX G19 平面選択 YZ G20 縦回転サイクル G21 ねじ切りサイクル G24

EMCO WinNC GE シリーズ Fanuc 21 MB プログラミング G コード / M コードの完全なリスト。 G コード G コード 説明 G00 ポジショニング (ラピッド トラバース) G01 線形補間 G02 時計回りの円補間 G03 反時計回りの循環補間 G04 ドウェル G09 正確な停止 G10 データ設定 G11 データ設定オフ G15 極座標補間の終了 G16 極座標補間を開始 G17 平面選択 XY G18 平面選択 ZX G19 平面選択 YZ G20 インチ単位の測定 G21 ミリ単位の測定 G28 アプローチ基準点

EMCO WinNC GE シリーズ Fanuc 0-TC プログラミング G コード / M コードの完全なリスト。 G コード G コード 説明 G00 ポジショニング (早送り) G01 線形補間 (フィード) G02 時計回りの円形補間 G03 反時計回りの円弧補間 G04 ドウェル G7.1 円筒補間 G10 データ設定 G11 データ設定オフ G12.1 極座標補間オン G13.1 極座標補間オフ G17 平面選択 XY G18 平面選択 ZX G19 平面選択 YZ G20 縦回転サイクル G21 ねじ切りサイクル G24 顔回しサイクル
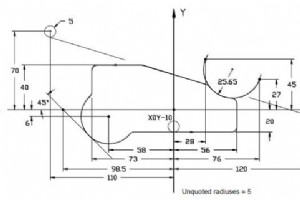
提出者:BEATA 描画/画像 CNC プログラム N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70I-5N22 G21N23 G13Y40J180N

提出者:BEATA 描画/画像 CNC プログラム N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G13X85J-90N23 G21I-2.5N24
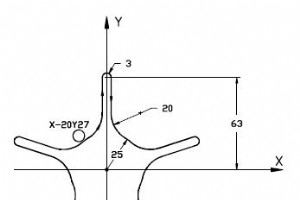
提出者:ブライアン 描画/画像 CNC プログラム N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I-25N25 G40X-20Y27K2N26
Fagor 8070 プログラミング G コード / M コードの完全なリスト。 Fagor 8070 M ミリング G コード G コード 説明 G00 早送り。 G01 線形補間。 G02 時計回りの円形 (ヘリカル) 補間 G03 反時計回りの円形 (ヘリカル) 補間。 G04 ドウェル G05 制御された角の丸め (モーダル)。 G06 絶対座標での円弧の中心 (モーダルではありません)。 G07 スクエア コーナー (モーダル)。 G08 前のパスへの逆接。 G09 3 点で定義された円弧 G10 ミラー イメージのキャンセル。 G11 X 上のミ
CNCマシン





