

工業製造

中古機械のディーラーとして、機器の下取りを検討する際に、新しいプレス ブレーキを購入することの実行可能性について、よく意見を求められます。多くの購入者は、自分たちのニーズは「単純な」制御およびゲージング システムのみであると考えており、提供されるコンピューター制御 CNC ゲージング システムに関しては、どういうわけかそれを逆手に取っています。ほとんどの機械メーカーは、プレス ブレーキ用にさまざまな制御を提供しており、現在、次のように機械に 4 つのシステムを提供しています。 シンプルな PLC コントローラ - RAM のみを制御 - ゲージングは一切不要 高度な PLC

多くの顧客は、卸売購入または小売販売のために中古機器を評価する際の要因について疑問に思っています。それを「アート」と呼んでもいいかもしれませんが、実際には、中古の機械を評価するのは純粋に数学的なものです。中古機械の価値について議論するときは、さまざまな理由で中古機械の価値が大きく異なることに注意することが重要です。 例 A) カスタマイズされたロールフォーミング システム 日常的に製造および販売している部品を実行するためにツール、セットアップ、および保守されているため、それを使用している会社にとって数十万ドルの価値があるかもしれません.彼らは製品を設計し、その特定の製品を中心にマーケティングと
熱切断は、鋼、ステンレス鋼、銅、真鍮などの熱的方法で焼却または置換できる鋼およびその他の金属の形状切断に使用されます。所在地 Southern Fabricating Machinery Sales, Inc. さまざまなプラズマ、酸素燃料、高解像度プラズマおよび燃焼システムを提供しています .これらの熱または「燃焼」機械は、物理的なハンマー/のこぎり/ハッキング方法を除けば、おそらく最も古い形の金属形状切断の 1 つです。酸素燃料 (通常はプロパンと混合した O2) 混合物または新しいプラズマ技術のいずれかを使用して、最大 6 インチ以上の厚さの材料を燃焼/溶融します。この機械加工方法は熱的
穴あけ加工のEDMは、「放電加工」の略です。 放電加工穴あけは、比較的高速での硬度に関係なく、導電性材料に半正確な穴を作成するためのユニークで迅速な方法です。急速に生成されるON/OFFジェネレーターを使用して火花を生成することにより、機械は、電極が回転するスピンドルに保持されているときに、侵食される材料からの電極間のギャップ距離を制御します。すべてのEDMプロセスと同様に、穴あけ(または「ホールポッパー」と呼ばれることもあります)は電気を使用して材料を気化します。急速に生成されるスパークプロセスにより、硬化した導電性材料の粒子を単なるほこりに減らし、他のEDMプロセスと同様に利用します。これ
市場には、さまざまな方法で金属を曲げたり成形したりするためのさまざまな種類の製造装置があります。ここ SFMS のチームによく寄せられる質問の 1 つは、「金属折り機と板金プレス ブレーキの違いは何ですか?私の機械工場にはどちらが最適ですか?」 この 2 種類の金属成形技術は、一見似ているように見えますが、製造現場でも同じような役割 (つまり、金属を正確な形状に曲げる) を果たしています。ただし、この 2 種類の機械には重要な違いがいくつかあり、どちらか一方が他方よりも作業現場に適している場合があります。 CNC プレス ブレーキとは 板金ブレーキは、全国の製造機械工場で広く使用されてい
機械の配送は電話と同じくらい簡単ですが、新しい投資を適切に保護しながら適切な価格で適切なトラックを入手するには、電話をかける前に知っておく必要がある重要な情報がいくつかあります。 機器の輸送の詳細を掘り下げる前に、産業用機械の移動に関連するトラック輸送業界で非常に一般的な用語と、さらに重要なこととして、それらがすべてあなたとあなたの会社にとって何を意味するのかに注意することが重要です。機械の輸送に関連するこれらの用語と頭字語は、トラックの代金が支払われる方法だけでなく、輸送に対して責任を負う時点と、適切に保険がかけられていることを確認することも示しています。 次の 9 つの頭字語は、当社
多くの製造アプリケーションでは、精度が最も重要です。部品公差 (特定の部品の寸法で許容される「誤差の範囲」) は、特定の用途では非常に小さい場合があります。たとえば、航空宇宙産業では、安全上の理由から、特定のコンポーネントの部品公差が +/- 0.001 インチ以下になる場合があります。他の業界では、0.01 インチの差異で十分な場合があり、完成品を作るために必要な部品が適切にかみ合わないことがあります。 機械の精度は、完成品の部品公差を決定する上で大きな役割を果たします。残念なことに、マシンの精度は、使用するにつれて時間の経過とともに低下する可能性があります。または、不適切にセットアップさ
中古の製造設備を購入することは、新しい設備を購入するコストと比較してお金を節約するための優れた方法ですが、中古の設備は依然として大きな費用になる可能性があります。適切な設備を適切なタイミングで取得するには、資金が必要です。中古機器の融資により、製造業者は、機械の全コストを確保することなく、必要なときに必要な機器を製造現場に置くことができます。 他のオプションは中古機器をリースすることですが、それはそれ自身の欠点を伴います。たとえば、リースには多額の頭金の前払い費用がありませんが、機器の実際の費用よりも多く支払った場合でも、そのマシンで支払いを行うことになります。 製造現場で工作機械の資金調
中古機器の資金調達の主要な課題の1つは、組織に対する機器のコストの影響を最小限に抑える方法を見つけることです。使用済み機器の資金調達がもたらす予算の打撃を和らげるための重要な戦略は、特定の税法を利用して、古い機器を販売する際に同種交換(LKE)を使用するなど、企業の年末の税負担を軽減することです。 「新しい」中古製造設備の余地、またはセクション179の税控除を利用する余地。 今年、米国の製造業者がこの特定の税法からどのように利益を得ることができるかに影響を与えるセクション179IRS税法控除に変更が加えられました。これらの変更は何ですか?そして、メーカーはどのようにそれらから利益を得ることが
新しい金属成形機をお探しですか?すでにプレス ブレーキを持っているか、別のプレス ブレーキを追加することを考えているかもしれませんが、別のプレス ブレーキは 本当に あなたの最良の選択は? VS 曲げに関しては、多くの加工業者はプレス ブレーキを購入するだけです .油圧プレス ブレーキは、パワーと汎用性で知られているため、どのショップにとっても優れたオプションです。プレス ブレーキは一般的に簡単にセットアップでき、簡単に曲げることができますが、金属折り機は、機能と容量の両方が長年にわたって増加しており、一部のタスクではジョブにより適しているため、ファブリケーターの間でますま
余分な機械や産業機器を売却する場合、使用できる方法がいくつかあります: 下取り :新しい機械プロバイダーに処理させます。 結果:彼らは、中古機械ディーラーへの最速のオファーのためにそれを捨てます。 在庫購入 :地元または資格のある中古販売店を見つけて、すぐに購入してください。 中古機械のディーラーへの卸売りは、小売価格の 10 ~ 70% になります (購入価格は大きく異なりますが、すべて価値よりも販売までの時間に基づいています)。価値はありますが、時間が重要な場合は非常に迅速です。 オークション :通常、複数のピース (プラント全体または部門) が考慮されている場合に使用されます。
フォークリフトは、多くの機械工場や倉庫施設にとって必須のツールです。一部の機械工場のフォークリフトの使用には、手で持ち上げることができない重い部品の移動や、完成した部品のパレットを別の場所に出荷するためのトラックへの移動が含まれます。倉庫ではほぼ常にフォークリフトを使用して重い荷物を移動させたり、パレットを高い倉庫保管棚に置いたりしています。 多くの倉庫管理者はフォークリフトの購入に慣れていますが、機械工場の所有者は、フォークリフトの機能や基本的なフォークリフトの用語を比較する方法に精通していない場合があります.そこで、フォークリフトを購入する前にフォークリフトの機能を比較できるように、フォ
全国の機械工場は、金属を正確かつ一貫して切断する能力を日々必要としています。レーザー切断機は長い間使用されており、さまざまな素材をきれいに正確に切断できます。 レーザー切断の特殊な形式の 1 つは、レーザー チューブ切断です。これは、その名前が示すように、円筒形の物体の切断に最適化されています。加工工場がレーザー管切断機を使用する理由は何ですか?レーザー管切断サービスを提供できる利点は何ですか? レーザー管切断機を使用することで得られる潜在的な利点の一部を以下に示します: 1) チューブ切断の二次作業の削減 物理的な刃でチューブを切断すると、切断面に金属の削りくずや欠陥が残ることがよく
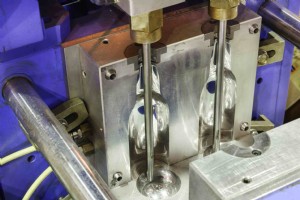
この記事では、プラスチック部品を製造するためのブロー成形のプロセスを拡大鏡の下に置き、このプロセスに使用するのに最適な機械を特定します.この記事は、エンド ユーザーがブロー成形機を購入しようとしているときに、作成する製品のタイプや形状に基づいて最良の決定を下せるようにすることを目的としています。 ブロー成形の仕組み まず、ブロー成形工程全体をおさらいしましょう。ブロー成形は、中空のプラスチック部品を成形する特定のプロセスです。風船を膨らませるように、プラスチック材料を加熱してから空気を入れて型の形に合わせます。ボトルのような中空ガラス製品もこの方法で形成されますが、ここではプラスチックに固
ウォータージェット切断は、1850 年頃から鉱業から食品加工まで幅広い産業で使用されてきた特殊技術です。圧力ポンプ。 1990 年までに、高圧ウォーター ジェット流が研磨材と混合され、形状切断における新しい革命が生まれました。研磨ウォーター ジェット加工です。高圧ジェット流に追加された砥粒 (ガーネット) のこの発見により、そのジェット流は、接触するあらゆる材料を切り開くことができる正確な研削ツールに変わりました。その後の 10 年間で、このプロセスは、板金だけでなく、文字通りあらゆる素材の精密切断技術へと磨き上げられました。ウォータージェットは、スチール、アルミニウム、プラスチック、木材、カ
放電加工 (EDM) は、電気を使用して局所的な領域で金属を蒸発させるプロセスです。市場にはさまざまな種類の EDM 機械があり、ニーズに合った適切な機器を選択するには、それぞれについてできる限り多くのことを知ることが重要です。今日は、EDM 穴あけ機について少しお話ししたいと思います。 EDM ボール盤の仕組み EDM 穴あけは、材料の硬度に関係なく、延性材料に半正確な穴を高速で作成するように EDM 穴あけ機が最適化されていることを除けば、他の EDM プロセスとほとんど同じように機能します。 他の EDM プロセスと同様に、EDM 穴あけ加工では、侵食された粒子をカットから洗い流す
ウォータージェット切断機は、触れることができるほぼすべての種類の材料を驚異的な精度で切断できるなど、機械工場に多くの利点をもたらします。ただし、市場にはさまざまな種類のウォータージェット切断機があり、機械工場に適したものを見つけるのは難しい場合があります. 機械工場に最適なウォータージェット切断機を見つけるにはどうすればよいですか?作業現場に適した種類のウォータージェット切断機を選択するためのヒントをいくつか紹介します: 1) 切断する材料の種類を検討する 一方、木材や薄いプラスチックなどの柔らかい素材を主に切断する場合は、おそらく水だけで済みます。このような場合、グリットタンクの容量
レーザー切断は、比較的新しい形の板金形状切断です。従来の「ツール」がなければ、カットは非常に小さく正確になります。このプロセスでは、低出力のレーザー設定を使用してパーツの彫刻やエッチングも可能です。 1970 年代に工業用途向けに開発されたレーザー、または放出された放射線によって刺激される光増幅は、1990 年代の終わりまでに精密加工工場の標準となりました。 レーザー切断機の仕組み レーザーを熱源として使用し、シールド ガス (通常は窒素) を使用することで、レーザー マシンは 1-1/4 インチの鋼のような厚さの材料を文字通り燃焼または溶融します。レーザー切断は、材料の平らなシートを単純
プラズマ切断機は、さまざまな材料を切断するための非常に強力なツールです。このプロセスの基本的な要点は、電気火花を圧縮ガスに通し、そのガスを点火して物質の第 4 状態であるプラズマ状態に到達させることです。 Space.comによると、これを文脈に当てはめると、太陽、つまり私たちの惑星を周回する核融合を動力とする巨大な球体は、「華氏約2700万度(摂氏1500万度)」で燃焼するプラズマの巨大な塊です。 CNC プラズマ切断機はそれほど熱くはありませんが、確実に鋼を簡単に溶かすのに十分な温度に達します。 切断機によって生成されたプラズマは、カッターの電源と切断される材料との間で電気アークを伝達し
ボーリング ミル マシンとは? 中ぐりフライス盤は、シングルポイント切削工具(1つの刃先を持つ工具)を使用して、さまざまな種類の材料に穴を拡大するために使用されるタイプの装置です。これらのマシンには、同様の機能を異なる方法で実行する 2 つの種類があります: 水平ボーリング ミルズ。 これらの機械は、ボーリングバーが水平軸を中心に回転している間、工作物を機械のテーブルに置きます。これを水平フライス盤の操作と比較する人もいます。 垂直ボーリング ミルズ。 これらのボーリング ミル (または VTL とも呼ばれます) を使用すると、ワークピースは垂直軸を中心に回転し、ボーリング工具は直
産業機器



![2020年の生産のための積層造形のスケーリングにおける最大の課題の10 [専門家のまとめ]](https://www.mfgrobots.com/article/uploadfiles/202112/2021122116103582_S.png)