


電子ビーム溶接:原理、動作、機器、用途、長所と短所
今日は、電子ビーム溶接、原理、動作、機器、アプリケーション、長所と短所について、その図で学びます。電子ビーム溶接は、液体状態の溶接プロセスです。液体状態の溶接は、金属同士の接合部が液体または溶融状態で形成される溶接プロセスです。これは、電子の運動エネルギーを使用して2つの金属加工物を融合するため、新しい溶接プロセスとしても分類されます。この溶接は、1958年にドイツの物理学者Karl-Heinzによって開発されました。この溶接プロセスでは、電子の高ジェットが溶接プレートに衝突し、そこで運動エネルギーが熱エネルギーに変換されます。この熱エネルギーは、ワークピースを溶かして1つのピースに融合させるのに十分です。このプロセス全体は真空中で実行されます。そうしないと、電子が空気粒子と衝突してエネルギーを失います。
電子ビーム溶接:
原則:
この溶接は、電子ビーム加工と同じ原理で機能します 。このプロセスでは、電子の運動エネルギーを使用して熱を生成します。この熱はさらに2枚の溶接板を溶接するために使用されます。電子の高いジェットが溶接プレートに当たると、その運動エネルギーが熱エネルギーに変換されます。この熱エネルギーは、2枚の金属板を融合して溶接継手を形成するのに十分です。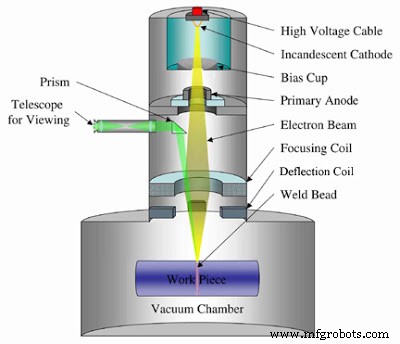
機器:
電源:
このプロセスでは、電源を使用して、溶接プロセス用の電子の連続ビームを供給します。溶接の電圧範囲は、低電圧装置または薄肉溶接の場合は約5〜30 kV、高電圧装置または厚肉溶接の場合は70〜150kVです。
電子銃:
電子ビーム溶接の心臓部です。電子を発生させ、加速させ、スポットに集束させるブラウン管(負極)です。この銃は主にタングステンまたはタンタル合金で作られています。電子の連続放出のために、カソードフィラメントは摂氏2500度まで加熱されました。
アノード:
アノードは、電子銃の直後にある正極です。その主な機能は、負の電荷(この場合は電子)を引き付けることであり、それらに経路を提供し、それらがその経路から分岐しないようにします。
磁気レンズ:
収束電子のみを通過させる一連の磁気レンズがあります。それらはすべての低エネルギーおよび発散電子を吸収し、高強度の電子ビームを提供します。
電磁レンズと偏向コイル:
電子ビームをワークピースに集束させるために使用される電磁レンズと偏向コイルが、必要な溶接領域でビームを偏向させます。これらはEBWプロセスの最後のユニットです。
ワーク保持デバイス:
EBWは、3方向すべてに移動できるホールドワークピースにCNCテーブルを使用しています。溶接プレートは、適切な固定具を使用してCNCテーブルに固定されます。 。
真空チャンバー:
ご存知のように、このプロセス全体は真空チャンバー内で行われます。真空は、機械的または電気的に駆動されるポンプによって生成されます 。真空チャンバー内の圧力範囲は約0.1〜10Paです。
動作中:
その動作は次のように要約できます。
- 最初に、陰極である電子銃が電子を生成します。これらの電子は、正に帯電して電子銃の直後に配置された陽極に向かって移動します。
- アノードは電子を加速し、電子ジェットを形成します。このジェットはさらに磁気レンズに向かって移動します。
- 磁気レンズは、低エネルギーの電子を吸収するために使用される一連のレンズであり、発散する電子が通過することを許可しません。高強度の電子ジェットを提供します。
- この電子ビームは、電磁レンズと欠陥コイルを通過します。これらのコイルは、電子ビームを必要な場所に集束および偏向させるために使用されます。このユニットは、高速電子ビームを溶接キャビティに向けます。エネルギーは衝突により熱エネルギーに変換されます。この熱エネルギーは、融合によって溶接を作成するために使用されます。この溶接プロセス全体は真空チャンバー内で実行されます。そうしないと、電子が途中で空気粒子と衝突してエネルギーを失います。
この動作は、ビデオをフォローすることで簡単に理解できます。
アプリケーション:
- 航空宇宙産業および海洋産業で構造物の作業に使用されます
- チタンとその合金を接合するために使用されます。
- このタイプの溶接 ギアに参加するために広く使用されています 、伝送システム 、ターボチャージャー 自動車産業など。
- これは、電子産業で電子コネクタを溶接するために使用されます。
- このプロセスは、原子炉や医療業界でも使用されています
長所と短所:
利点:
- 類似金属と非類似金属の両方を溶接できます。
- 高い金属接合率を提供します。
- フィラー材料とフラックスが使用されていないため、運用コストが低くなります。
- 高仕上げの溶接面を提供します。
- 硬い材料の溶接に使用できます。
- 溶接の欠陥が少ない 真空中で行われるプロセス全体が原因で発生します。
デメリット:
- 高額の資本またはセットアップコスト。
- 高度な熟練労働者が必要です。
- 頻繁にメンテナンスが必要です。
- ワークピースのサイズは真空チャンバーによって制限されます。
- 真空のため、現場では実行できません。
これはすべて、電子ビーム溶接、原理、作業、機器、用途、長所と短所に関するものです。この記事に関して質問がある場合は、コメントして質問してください。この記事が気に入ったら、友達と共有することを忘れないでください。より興味深い記事については、当社のWebサイトを購読してください。読んでいただきありがとうございます。
画像ソース:https://www.ebindustries.com/electron-beam-welding/
製造プロセス
- ウォータージェットおよび研磨ウォータージェット加工:原理、動作、機器、アプリケーション、長所と短所
- 電子ビーム加工:原理、動作、機器、アプリケーション、長所と短所
- レーザー加工::原理、動作、機器、アプリケーション、長所と短所
- 研磨ジェット加工:原理、動作、機器、アプリケーション、長所と短所
- 超音波加工:原理、動作、機器、アプリケーション、長所と短所
- 超音波溶接:原理、動作、機器、用途、長所と短所
- 電解加工:原理、破壊、機器、用途、長所と短所
- エレクトロスラグ溶接:原理、動作、アプリケーション、長所と短所
- プラズマアーク溶接:原理、動作、機器、タイプ、アプリケーション、長所と短所
- ソリッドステート溶接プロセス:原理、タイプ、アプリケーション、長所と短所
- MIG 溶接の動作原理、長所と短所