

工業製造

NCT 201 G Codes CNC Lathe and Milling Machines の完全なリストは、NCT 201 cnc 制御を使用して CNC マシンで作業する cnc 機械工プログラマー向けです。 NCT 201 G コード フライス盤/マシニング センター NCT 201 フライス盤/マシニング センターの G コード (NCT 201M) G コード 機能 G00 ポジショニング G01 線形補間 G02 円形、ヘリカル補間、時計回り (CW) G03 円形、ヘリカル補間、反時計回り (CCW) G04 住む G05.1 マルチバッフ
NCT cnc 制御を備えた CNC 旋盤で作業する CNC 機械工/プログラマー向けの完全な CNC プログラム例。このプログラム例では、G71 ターニング サイクルが素材除去に使用されます。 NCT CNC プログラミング例 %O7014(EXAMPLE 14)N100 G0 X200 Z200N110 T101N120 G0 X40 Z10N125 G92 S2500N130 G96 S100 M8 M3N140 G0 X82 Z2N150 G71 U1 R.5N160 G71 U.3 W.3 F.5 P190 Q280N170 G0 X100 Z100N180 T202N185 G
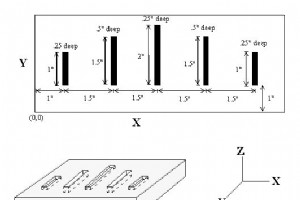
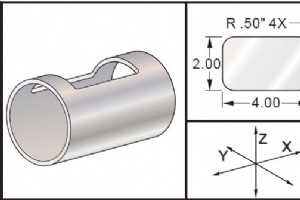
投稿者:cnc プログラマー 描画/画像 CNC プログラム ;The main program would call this macro five times,;each time specifying the depth and length required.;macro variables would handle the length in the Y direction;and depth in the Z directionMain ProgramG90 G0 X1 Y1 Z0.1 ;Move to first notchG65 P0002 L1 Y1 Z.25 ;Call
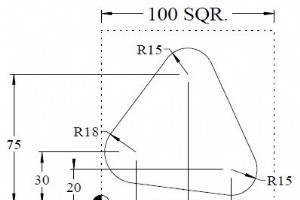
投稿者:cnc プログラマー 描画/画像 CNC プログラム 0 BEGIN PGM FK2 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y+30 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+2 Y+30 RL10 CC X+20 Y+3011 C X+5.6 Y+40.8 DR-12 L X+38 Y+8413 CC X+50 Y+7514 C X+63.656 Y+
投稿者:cnc プログラマー 描画/画像 CNC プログラム /*ParametersG65 P9100 Xx Yy Zz Rr Ff Ii Aa Bb HhX: X coordinate of the center of the circle (#24)Y: Y coordinate of the center of the circle (#25)Z: Hole depth (#26)R: Coordinates of an approach point (#18)F: Cutting feedrate (#9)I: Radius of the circle (#4)A: Drillin
提出者:機械工 CNC プログラム %O8999(BORE JAWS - !!!DO NOT ERASE!!!)(****** DEFINE JAW DATA ******)#100=5.5 (STARTING DIA X)#101=6.5 (FINAL DIA X)#102=0.1 (DIA DEPTH PER PASS)#103=-3.5 (FINAL DEPTH Z)(*****************************)G18 G40 G80 G99G00 G28 U0.0 V0.0G00 G28 W0.0G54G00 B-90.0G490 S1800 (ORIENT TO LE
投稿者:cnc プログラマー 描画/画像 CNC プログラム O0002 (Cylindrical Interpolation)N15 T0505N25 M13 (Driven tool ON clockwise)N30 G97 S2000N32 M52 (Positioning of the spindle C-axis ON )N35 G07.1 C19.1 (Start of the interpolation / blank part radius )N37 G94 F200N40 G0 X45 Z-5N45 G1 X35 C0 Z-5N50 G1 Z-15 C22.5N55 Z-5
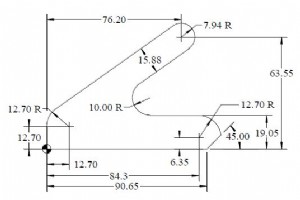
投稿者:cnc プログラマー 描画/画像 CNC プログラム 0 BEGIN PGM FK3 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y-20 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+0 RL10 L Y+12.711 FCT DR- R12.7 CCX+12.7 CCY+12.712 FLT13 FCT DR- R7.94 CCX+76.2 CCY+63.51
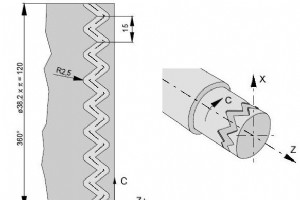
提出者:ブライアン 描画/画像 CNC プログラム O0001 (CYLINDRICAL INTERPOLATION );N01 G00 G90 Z100.0 C0 ;N02 G01 G91 G18 Z0 C0 ;N03 G07.1 C57299 ;N04 G90 G01 G42 Z120.0 D01 F250 ;N05 C30.0 ;N06 G02 Z90.0 C60.0 R30.0 ;N07 G01 Z70.0 ;N08 G03 Z60.0 C70.0 R10.0 ;N09 G01 C150.0 ;N10 G03 Z70.0 C190.0 R75.0 ;N11 G01 Z110.0 C2
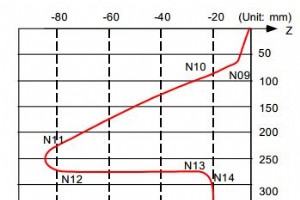
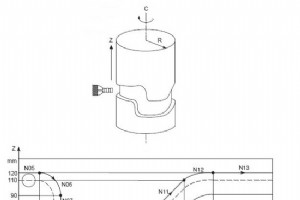
提出者:機械工 描画/画像 CNC プログラム N01 G28 XZC;N02 T0202;N03 G97 S100 M23;N04 G00 X50. Z0.;N05 G94 G01 X40. F100.;N06 G19 C0 Z0;N07 G07.1 C20.;N08 G41;N09 G01 Z-10. C80. F150;N10 Z-25. C90.;N11 Z-80. C225;N12 G03 Z-75. C270. R55.;N13 G01 Z-25;N14 G02 Z-20. C280. R80.;N15 G01 C360.N16 G40;N17 G07.1 C0;N18 G01
提出者:機械工 描画/画像 CNC プログラム (G170 parameters)(X X-axis command)(Y Y-axis command)(Z Z-axis command)(A A-axis command)(Q Diameter of cylindrical surface)(R Radius of rotary axis)%O0079 (G107 TEST)T1 M06 (.625 DIA. 2FL E.M.)G00 G40 G49 G80 G90G28 G91 A0G90G00 G54 X1.5 Y0 S5000 M03G107 A0 Y0 R2. (IF NO R
提出者:機械工 描画/画像 CNC プログラム ( CONTROL FANUC 21I)( PART - CYLINDER D102.000 L121.000)( G54 X+000.000 Z+0240.000)O11N10 G40 G00N20 G99N30 M5N40 M9N60 T0101 (LEFT CORNER TOOLCL-SDJCL-2020 L 1208 ISO30)N70 G97 S1000N80 G00 X150. Z100.N90 G50 S3500N100 G96 S0200N110 G00 X104. Z0. M4N120 G01 X-1.6 F0.25 M8N1
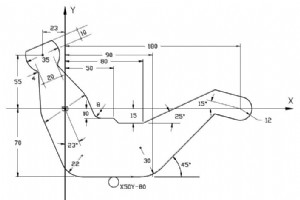
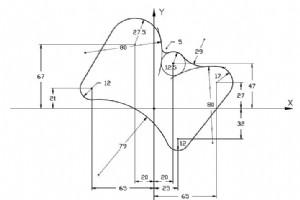
提出者:CNC プログラマー 描画/画像 CNC プログラム N1 [PROFILE 5N2 $1M0X-54.8I205.Y-83.4J82.8N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X50Y-80RN10 Z2RN11 Z-10N12 G42K2N13 G13Y-70J0N14 G21I30N15 G13X90Y-70J45N16 G13X180Y0I12J-15N17 G20N18 G13J165N19 G13X80Y-15J205N20 G13J180N21 G13X50Y-10J135N22 G13J180N23 G21I
提出者:CNC プログラマー 描画/画像 CNC プログラム N1 [PROFILE 6N2 $1M0X-110.I150.Y-82.4J83.7N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I1N8 Z100RN9 X-75Y-75RN10 Z2RN11 Z-10N12 G42K2N13 E1=G13X0Y-80J180N14 E1N15 E2=G13X0Y-20J20N16 E3=E1,G13X-95Y0J90,E2N17 E3N18 E2N19 E4=G13X0Y-15J180N20 E5=E2,G13X-45Y0J90,E4N21 E5N22 E4N23
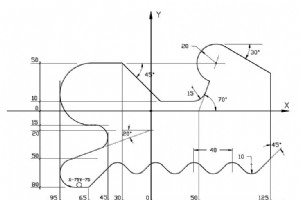
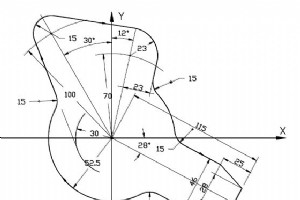
提出者:CNC プログラマー 描画/画像 CNC プログラム N1 [PROFILE 9N2 $1M0X-116.I119.Y-45.3J105.N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X0Y0RN9 Z2RN10 Z-10N11 G49I2.5N12 G42K2N13 E1=G20X25Y-32I-12N14 E2=G20X-65Y21I-12N15 E3=E1,G21I79,E2N16 E3N17 E2N18 E4=G20X-20Y67I-27.5N19 G11E4N20 E4N21 E5=G20X20Y47I-12.5N22 E6=E4,G2
提出者:CNC プログラマー 描画/画像 CNC プログラム N1 [PROFILE 11N2 $1M0X-158.I155.Y-84.6J115.N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X0Y-70RN9 Z2RN10 Z-10N11 G49I5N12 G41K2N13 G20X0Y0I-52.5N14 G21I15N15 G10X0Y0I-30N16 E1=G20X0Y0I100,G13X0Y0J120K2N17 G11E1I-15N18 G20N19 E2=G20X0Y0I70,G13X0Y0J78K2N20 G11E2I-23N21 G20
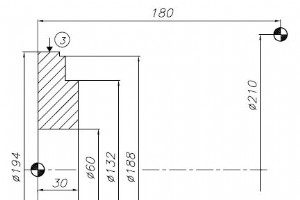
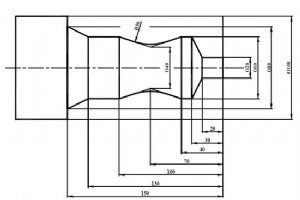
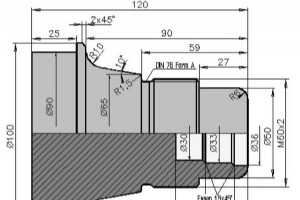
提出者:Sinumerik プログラマー 描画/画像 CNC プログラム %MPF126N0005 G95 G96 S100 M40 M4N0010 G0 X205 Z30 T1 D1N0015 G1 X30 F.25 M8N0020 G00 X198 Z31N0025 G1 Z16N0030 G0 X200 Z31N0035 X192N0040 G1 Z16N0045 G0 X194 Z31N0050 X188N0055 G1 Z16N0060 G0 X190 Z27N0065 G1 X132N0070 G0 X190 Z28N0075 Z24N0080 G1 X132N0085 G0 X
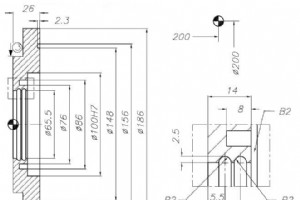
提出者:Sinumerik プログラマー 描画/画像 CNC プログラム %MPF127N0005 G95 G96 S100 M41 M4N0010 G00 X205 Z28 T5 D5N0015 G1 X55 F.25 M8N0020 G00 X205 Z29N0025 Z26N0030 G1 X55N0035 G0 X198 Z27N0040 G1 Z10N0045 G00 X200 Z27N0050 X192N0055 G1 Z10N0060 G0 X194 Z27N0065 X182N0070 G1 X186 Z25N0075 Z10N0080 G00 X188 Z27N0085 X
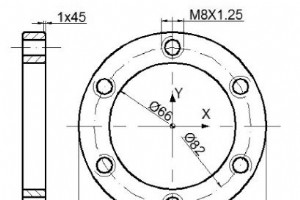
提出者:機械工 描画/画像 CNC プログラム O777G91 G28 X0 Y0 Z0M06 T01M03 S500G90 G54 G43 H1G00 Y41 X0Z5G81 Z-12 R2 F200G16X41 Y150X41 Y210X41 Y270X41 330X41 Y30G15G28 Z0M06 T02G43 H2G00 X0 Y41G00 Z5G84 Z-12 R2 F625 P1.25G16X41 Y150X41 Y210X41 Y270X41 Y330X41 Y30G15G28 Z0M30
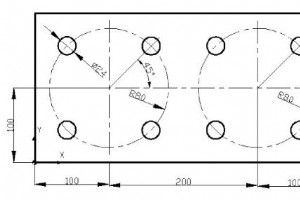
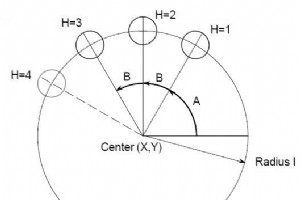
提出者:ブライアン 描画/画像 CNC プログラム ;Fanuc Program Example;G52 Local Coordinate System;G15 G16 Polar CoordinateO1453G91 G28 X0 Y0 Z0M06 101M03 S1000G90 G54 G43 H1G52 X100 Y100G00 X0 Y0G00 Z5G16G81 X80 Y45 Z-16 R2 F200Y135Y225Y315G15G52 X300 Y100G00 X0 Y0G16G81 X80 Y45 Z-16 R2Y135Y225Y315G15G28 Z0M30
CNCマシン





