工業製造

Fagor 8055/8055i プログラミング G コード / M コードの完全なリスト。 Fagor 8055 M ミリング Fagor 8055/8055i M プログラミング G コード / M コードの完全なリスト。 G コード G コード 説明 G00 早送り G01 線形補間 G02 時計回りの円形 (ヘリカル) 補間 G03 反時計回りの円形 (ヘリカル) 補間 G04 ブロック準備の滞留/中断 G05 ラウンドコーナー G06 絶対座標での円の中心 G07 スクエアコーナー G08 前のパスへの逆接。 G09 3 点で定義される円弧 G10 ミ
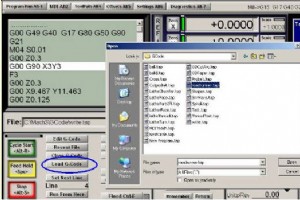
このチュートリアルでは、CNC 機械工が Mach3 CNC で G コード パート プログラム(手書きまたは CAD/CAM ソフトウェアで生成)をロードする方法について説明します。 Gコードを読み込むを押します ボタン。 Windows ファイルを開くダイアログが表示されます。 パート プログラム (g コード) を含むファイルを選択します。 ファイルが選択されると、Mach3 はコードをロードして分析します。これにより、表示されるツールパスが生成され、プログラムの極値が確立されます。 G コード リスト ウィンドウ . スクロール バーを使用して、強調表示された現在の行を

Fagor 8037M Milling および 8037T Lathe プログラミング G コード / M コードの完全なリスト。 Fagor 8037M G / M コード リスト Fagor 8037M プログラミング G コード / M コードの完全なリスト。 G コード G コード 説明 G00 早送り G01 線形補間 G02 時計回りの円形 (ヘリカル) 補間 G03 反時計回りの円形 (ヘリカル) 補間 G04 ブロック準備の滞留/中断 G05 ラウンドコーナー G06 絶対座標での円の中心 G07 スクエアコーナー G08 前のパスへの逆接。 G0

Fagor 8065M Milling および 8065T Lathe プログラミング G コード / M コードの完全なリスト。 Fagor 8065M G / M コード リスト Fagor 8065M プログラミング G コード / M コードの完全なリスト。 G コード G コード 説明 G00 早送り。 G01 線形補間。 G02 時計回りの円形 (ヘリカル) 補間 G03 反時計回りの円形 (ヘリカル) 補間。 G04 ドウェル G05 制御された角の丸め (モーダル)。 G06 絶対座標での円弧の中心 (モーダルではありません)。 G07 スクエア

Fagor 101 / 101S / 102 / 102S プログラミング G コード / M コードの完全なリスト。 ファゴール 101/102 の紹介 FAGOR 101/102 CNC は、機械の電気キャビネットに統合することができ、1 軸または 2 軸 CNC の最もパワフルでシンプルな操作特性をすべて 1 つのユニットに集約します。FAGOR 101/102 CNC 120 の機械パラメータのおかげで、複数のアプリケーションに適応できることに優れています。これらの CNC の柔軟性と優れた管理機能により、さまざまな用途に最適です。 G コード G コード 説明 G00
これは、Fanuc G81 Drilling Cycle と同じように機能する完全な Fanuc マクロです。 画像:directindustry.com G66 モーダル コール モーダル呼び出しを指定するために Fanuc G66 が発行されると、軸に沿った移動を指定するブロックが実行された後にマクロが呼び出されます。これは、モーダル呼び出しをキャンセルするために G67 が発行されるまで続きます。 マクロ呼び出しパラメータ G65 P9110 X x Y y Z z R r F f L l ; X:穴の X 座標 (絶対のみ) 。 . . (#24)Y:穴の Y 座標 (絶対のみ

Fagor 800M 800T プログラミング G コード / M コードの完全なリスト。 Fagor 800M G コード M コード Fagor 800M プログラミング G コード / M コードの完全なリスト。 G コード G コード 説明 G00 迅速なポジショニング G01 線形補間 G02 時計回りの円弧補間 G03 反時計回りの円弧補間 G04 ドウェル G05 ラウンドコーナー G06 絶対中心座標による円弧補間 G07 スクエアコーナー G08 前のパスのアークタンジェント G09 3 点で定義される円弧 G10 鏡像解除

Fagor Mill 8025/8030 モデル M MG MS GP および Fagor Lathe 8025/8030 モデル T TG TS プログラミング G コード / M コードの完全なリスト。 Fagor 8025/8030M G コード M コード Fagor 8025/8030 モデル M MG MS GP プログラミング G コード / M コードの完全なリスト。 G コード G コード 説明 G00 ポジショニング G01 線形補間 G02 時計回りの円弧ヘリカル補間 G03 反時計回りの円弧ヘリカル補間 G04 滞留時間、K によってプログ

D.Electron Z32 数値制御装置アラーム Z32 CNC 機械工プログラマー セッターの完全なリスト。 重大なシステム エラー Z32 の OS が誤動作を検出すると、システム エラー状態がアクティブになり、NC が停止します。この状況は、コマンド ラインに次のように表示されることで認識される場合があります。** errorgen xxxxxxxxここで、xxxxxxxx はエラーを説明する 8 桁の 16 進数コードです。すべての errorgens はソフトウェア エラーに由来する可能性があります (プログラミング バグは何かを行う可能性があるため) が、特定のハードウェア障
提出者:機械工 描画/画像 CNC プログラム ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
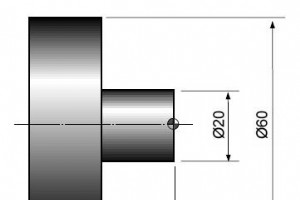
投稿者:cnc プログラマー 描画/画像 CNC プログラム O1234;T0101;M03 S1200;G00 X50 Z8;G94 X0 Z5 F0.1;Z3;Z1;G00 X100 Z100;M05;M30;
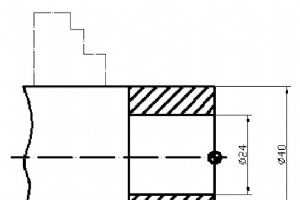
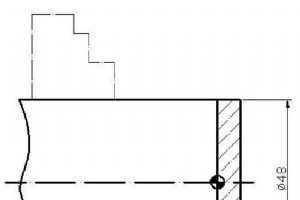
提出者:CNC プログラマー 描画/画像 CNC プログラム O1233T0101M03 S1200G00 X42 Z1G90 X38 Z-31 F0.1X34X30X26X24G00 X100 Z100M30

Osai 10 シリーズ CNC G Codes for Mill &Grinding 完全なリスト。 Osai 10 シリーズ CNC G コード – ミルと研削 Gコード 説明 G00 迅速な軸の位置決め G01 線形補間 G02 円弧補間 CW G03 円弧補間 CCW G04 ブロックの最後に留まる G09 ブロック終了時の減速 G16 定義された平面での円弧補間とカッター径補正 G17 1-2 軸平面での円弧補間とカッター径補正 G18 3-1 軸平面での円弧補間とカッター径補正 G19 2-3 軸平面での円弧補間とカッター径補正 G20 GTL

Osai 10 シリーズ cnc 制御を使用して cnc マシンで作業する cnc 機械工プログラマー向けの Osai 10 シリーズ CNC M コードの完全なリスト。 Osai 10 シリーズ CNC M コード M コード 説明 M0 プログラム停止 M1 オプションのプログラム停止 M2 プログラム終了 M3 主軸時計回り M4 主軸反時計回り M5 主軸停止 M6 工具交換 M7 補助クーラントオン M8 メインクーラントオン M9 クーラントオフ M10 軸ロック (直線および回転軸ロック) M11 斧のロック解除 (M10 と M

CNC 機械と制御用の CNC アラームとエラー コードのリスト。CNC 機械工 / プログラマー / セッターが仕事を楽にするのに役立ちます。 画像:Action Machinery Co., Inc. ファナック アラーム Fanuc アラーム コードの完全なリスト。Fanuc 10/11/12 アラームFanuc シリーズ 15 アラームFanuc 15i アラームFanuc 16i 18i アラームFanuc 21 アラームFanuc 21i アラームFanuc アラームFanuc スピンドル アラームFanuc 6M 6T アラーム D.エレクトロン Z32 アラーム Z32
ファナック G90 ターニング サイクル Fanuc G90 ターニング サイクルは単純なターニングに使用されますが、追加パスの X 軸位置を指定することで複数のパスが可能です。 ファナック G90 外径/内径切削サイクルまたは G90 ストレート切削サイクルのような多くの名前で呼ばれます プログラミング形式 G90 X... Z... または G90 U... W... X – 切断する直径。Z – Z 軸の終点。U – X 軸のターゲットまでの増分距離。W – Z 軸のターゲットまでの増分距離。 G90 チュートリアル G90ターニングサイクルG90テーパーターニング G90
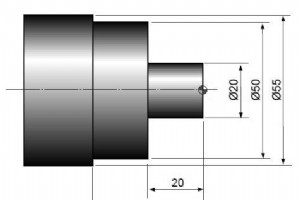
G90 旋削サイクルでステップ旋削用の CNC プログラムを作成する方法を説明する Fanuc 0-TC チュートリアル ファナック G90 ターニング サイクル G90 ターニングサイクル説明G90 テーパーターニング ファナック G90 サイクルの例 N10 G50 S2000G96 S180 M3T0100G0 X60.0 Z5.0 T0101 M8G90 X50.0 Z-40.0 F0.25X45.0 Z-20.0X40.0X35.0X30.0X25.0X20.0G00 X200.0 Z200.0 T0100M30

Osai 10 シリーズ CNC エラー メッセージとエラー メッセージの説明、および Osai cnc コントロールを備えた CNC マシンで作業する cnc 機械工プログラマー向けの是正措置。 Osai 10 シリーズ CNC エラー メッセージ エラーメッセージと是正措置の説明 NC001 構文エラー パート プログラム ブロックまたは MDI ブロックで構文エラーが見つかりました NC002 G コードの軸数が間違っています このメッセージは次のことを示すために表示されます:– 少なくとも 1 つの軸を G04 でプログラムする必要があります– 1 つの軸だけを固定サイクル

GSK 980 TD / GSK 980 TDb / GSK 980 TDc アラーム リストは、GSK 980td / 980tdb / 980tdc cnc 制御を備えた cnc 旋盤で作業する cnc 機械工プログラマー向けです。 CNC アラーム アラーム番号 コンテンツ 000 緊急停止アラームと ESP 開回路 001 パート プログラムがないか、パート プログラムを開くことができません 002 G コマンドの値が負または小数点付き 003 1 つの単語の文字数が 2 未満または 11 を超える 004 アドレス エラー (アドレスは A ~ Z) 005 コ

G コード GSK983M S/V ドリル &フライス CNC システム G コード GSK983M Gコード 機能 G00 ポジショニング G01 線形補間 G02 円弧補間 (CW) G03 円弧補間 (CCW) G04 ドウェル G05 高速連続カットモード G07 フェデレート正弦曲線制御 G09 正確な停止チェック G10 オフセット値設定、工具寿命管理データ登録開始 G11 工具寿命管理データ登録終了 G17 XY 平面の選択 G18 ZX 平面の選択 G19 YZ 平面の選択 G20 インチで入力 G21
CNCマシン