工業製造

Haas G04 Dwell コマンドは、プログラムに遅延またはドウェルを発生させるために使用されます。 G04 を含むブロックは、P コードで指定された時間遅延します。 滞留時間中、スライドの動きは停止しますが、スピンドルはプログラムされた RPM で回転し続け、クーラントはオンのままです。 Haas G04 ドウェルコマン Haas G04 ドウェル コマンドの形式 G04 P_ Haas G04 Dwell は非モーダル G コードであり、G コード グループ 00 です。 例 G04 P1.0 (for a delay of 1.0 second)G04 P2.5 (fo
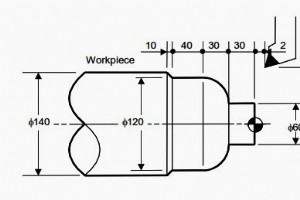
初心者 CNC 機械工向けの基本的な CNC 固定サイクル サンプル プログラム プロとしてのキャリアを始めたばかりの初心者 cnc 機械工/初心者 cnc プログラマ向けの基本的な cnc プログラミング演習。 この cnc プログラムの例は、G90 荒削りサイクルの使用を非常に広範な方法で示しています。 初心者の CNC 機械工は、そのような CNC プログラミング技術を学び、それをマスターする必要があります。 基本的な CNC プログラム Fanuc cnc 制御のプログラム例です。 この cnc プログラムは G90 荒削りサイクル。 G50 スピンドル速度制限。 コン
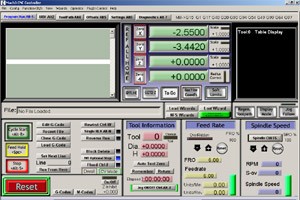
Mach3 CNC Mach3 は、PC 上で実行され、非常に強力で経済的なマシン コントローラに変わるソフトウェア パッケージです。 Mach3 は、旋盤、ミル、プラズマ カッター、ルーター、彫刻機などの制御に適したフル機能の CNC コントローラーです。 以下は説明付きの Mach3 Mill G コードのリストです。 Mach3 Turn G コードを読みたい場合は、Mach3 Turn G コード リストをお読みください マッハ3ミル Mach3 G コード リスト ミル Gコード 説明 G0 迅速なポジショニング G1 線形補間 G2 時計回りの円弧/ヘリカル補

右タップ選択 タッピング操作の成功は、適切なタップと正しいセットアップの使用にかかっています。このビデオでは、特定のジョブに適したタップを選択する際に考慮すべき多くの要因に焦点を当てています。 右タップ選択の推奨事項 右タップ選択のヒント コンポーネントに適したタップを選択する際に考慮すべき 構成材料 穴の種類 (止り穴または貫通穴) コンポーネントのバッチ サイズ (大量の同じ材料コンポーネントまたは少量の複数の異なる材料コンポーネント)。
非常に単純な cnc プログラミングの例で、ペッキングの利点を追加して輪郭を複数回繰り返す方法を示しています。ペック ドリルと同様に、CNC 機械工は cnc ミルの特定の輪郭をペッキングしています。 ファナック サブ プログラミングとは ファナックサブプログラミングを読む CNC ミルの輪郭ペッキング サブプログラムは、G コード命令の単純な組み合わせです。メイン プログラム O4000 は、サブプログラム O4001 を呼び出して 10 回繰り返します M98 P104001 サブプログラムは毎回 2mm の切削深さで輪郭を切削します (G91 インクリメンタル プログラミングで)
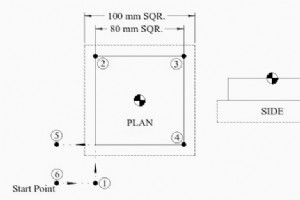
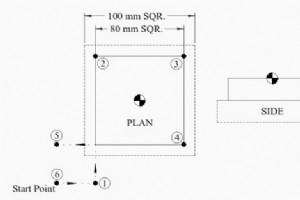
初心者のための G コード プログラミング G コードのプログラミングを学ぶことはそれほど難しいことではありません。G コードについて読んで学びます。その G コードがどのように機能するかを理解します。次に、簡単な G コードの例の図面を作成します。 cnc マシンでプログラムを実行します (安全を第一に、専門家をそばに置いてください)。または、単純に cnc プログラム シミュレーションを実行することもできます (ただし、これは常に実際の cnc の代わりにはなりません)。機械加工プロセスです。)最後に最も重要なのは、とにかく練習と練習です。 . これは、初心者レベルの cnc プログラ
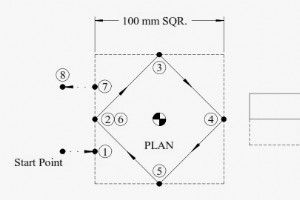
初心者向けサンプル G コード プログラム cnc プログラマー / cnc 工作機械で働いている、または cnc ミル プログラミングを学びたいと考えている cnc プログラマー / cnc 機械工向けのサンプル G コード プログラムの例。 同様の G コードの例はここにありますSimple G Code Example Mill – 初心者向けの G コード プログラミング G コード サブルーチンの例 (サブ プログラム) に興味がある場合は、CNC Mill Contour Pecking – Fanuc Subprogram Repeat Example をお読みください

(Mori Seiki NTX1000SZM) のようなほとんどの CNC 機械加工操作を示すとても素敵で短いビデオ 回転 掘削 タップ 森精機 NTX1000SZM 11Axis ワシントン州スポケーンにある MacKay Manufacturing, Inc. のプログラマー兼機械工である Glenn Coker が、Mori Seiki NTX1000SZM マシンの使用法と利点を説明し、デモンストレーションします。
CNC 機械工が Siemens Sinumerik 840D Drilling Centering Cycle CYCLE81 をどのように使用できるかを示す CNC プログラミングの例コード。 以下のコード例は、CYCLE81 穴あけサイクルでさまざまな穴あけ方法を示しています。 SINUMERIK CYCLE81 の概要 CYCLE81 (RTP, RFP, SDIS, DP, DPR) RTP – 戻り面または後退面 (絶対)RFP – 基準面 (絶対)SDIS – 安全距離 (符号なしで入力)DP – 最終掘削深さ (絶対) DPR – 基準面に対する最終掘削深さ (
ファナックの cnc 制御は間違いなく広く使用されている cnc マシン制御であり、最も使用されているファナックの固定サイクルは G76 スレッド サイクルです。 G76 ねじ切りサイクルには非常に多くのパラメータがあり、学習して覚えるのは難しいことは間違いありませんが、真の CNC 機械工であれば、これらのねじ切りサイクル パラメータを覚えることは難しい仕事ではありません。 G76 ねじ切りサイクルにより、CNC 機械工はねじ切り操作に最も柔軟に対応できます。 この記事では、G76 スレッド サイクル パラメータを使用して次の値を変更する方法について説明します ファーストパスの切込み
マザック/ファナックのCNC制御に携わるCNCプログラマー/機械工向けのCNC基本プログラミング例。この cnc コード例は、G71 縦荒加工サイクルの使用を示しています。 G71 ターニング サイクル G71 固定サイクル読み取りの完全なパラメータ説明 CNC Fanuc G71 ターニング サイクルまたはストック リムーバル キャンド サイクルG71 ラフ ターニング サイクル ワンライン フォーマットをお勧めします。 その他のプログラミング例はこちら Fanuc G71 荒旋削サイクルと G70 を使用した CNC プログラミングの例Fanuc G70 G71 荒削りおよび仕上げ

Fanuc、Haas CNC、Siemens Sinumerik などの CNC マシン ワークショップでは複数の CNC マシン コントロールが使用されていますが、 しかし、初心者レベルの cnc 機械工にとっては、最も広く使用され理解されている cnc 機械制御を理解し、学習を開始することをお勧めします。他のほとんどすべての cnc 制御は、そのような cnc 制御といくつかの類似点を持っています。 したがって、Fanuc CNC コントロールには、そのようなすべてのプロパティがあります。 プログラミング、学習、理解が非常に簡単です。 CNC プログラムの作り方 「CNC プログ
DXF インポートは、Haas CNC 直感的なプログラミング システムのコンポーネントです (IPS)。 DXF インポートを機能させるには、IPS オプションを有効にする必要があります。 DXF インポート 機能により、プログラマーは既存の 2D DXF ファイルを haas コントロールにインポートし、ジオメトリを使用してツール パスを生成できます。その後、ツール パスを使用して G コードを生成できます。

ハイデンハインCNC ハイデンハイン CNC プログラミング ステーション ソフトウェアの無料ダウンロード CNC プログラマー / CNC 機械工は、ハイデンハインの Web サイトからハイデンハイン ソフトウェアを無料でダウンロードできます http://www.heidenhain.com/en_US/documentation-information/software/downloads/ Heidenhain cnc プログラミング ステーション ソフトウェアは、さまざまな Heidenhain cnc マシン コントロールで使用できます。 iTNC530 プログラミング ス
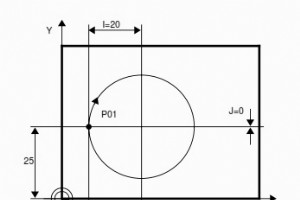
完全な円をフライス加工する方法、以下は cnc フライス盤で完全な円をプログラムする方法を示す cnc プログラムの例の G コードです。 多くの場合、CNC 機械工は、完全な円の内側で完全な円の加工を必要とするコンポーネントを完成させなければならず、完全な円の外側をプログラムしなければならないこともあります。 この G コードの例は、外側から完全な円をプログラムする方法を示しています。 フル サークル CNC プログラムの例 全円CNCプログラムをフライス加工する方法 N05 G00 X10 Y25 Z1 S1250 M3N10 G01 Z-5 F100N15 G02 X10 Y25

この記事は初心者レベルの CNC 機械工向けではなく、CNC プログラミング スキルの復習として読むことができます。 cnc 旋盤、cnc ミル、cnc 研削盤などの cnc マシンで cnc プログラムを見ていると、共通の CNC プログラム ブロックに 1 つのことがわかります。 CNC プログラム ブロック すべての cnc プログラム ブロックは、cnc プログラムにいくつかの有用な情報を追加/変更/変更します。 ファナック CNC コントロール CNC プログラム ブロックの構造 通常、cnc プログラム ブロックは次のように記述されます N50 G01 X100 Y-50
このチュートリアルでは、Haas CNC マシンを PC およびラップトップに接続する方法について説明します。 CNC マシンを PC やラップトップに接続することには多くの利点があるため、CNC マシンのコントロール パネルを使用せずに、CNC マシンの管理、送信、受信、データの更新を簡単に行うことができます。 Haas CNC を PC およびラップトップに接続する方法 Haas CNC を PC に接続する方法 CNC 機械工は、Haas マシンをスタンドアロン PC に接続できます。このプロセス全体はそれほど難しくないため、CNC マシンを PC に接続するために特別なハードウ

Mach ソフトウェアは、市場で入手可能な最高の PC CNC ソフトウェアに進化しました。業界や愛好家にとって非常に手頃な価格であるだけでなく、その機能の先駆者であり、開発を続けています。 標準の PC を次の制御に適したフル機能の CNC コントローラーに変換します:旋盤、ミル、プラズマ カッター、ルーター、彫刻機など。 Mach3 Mill G コードについては、Mach3 Mill G Code List をお読みください Mach3 の主な機能 最大 6 軸の CNC 制御 DXF BMP JPG および HPGL を直接インポートできます。 ビジュアル G コード表示 Gコー
Mach3 Turn Threading G76 缶詰サイクルは、Mach3 Turn ソフトウェアで制御される cnc 旋盤でのねじ切りに使用されます。 G32 スレッディング G コードのように Mach3 Turn でスレッディングするための他のオプションがありますが、G32 はスレッディング サイクルではないため、CNC 機械工はすべてのスレッド パスに対して追加のコーディングを行う必要があることに注意してください。 Mach3ターンスレッディング Mach3 ターン スレッディング G76 サイクルの追加の利点は、わずかな値の変更で CNC 機械工がスレッディング操作をカ

ハイデンハイン CNC 制御を使用する CNC 機械工は、ハイデンハイン プログラミング マニュアルを自由にダウンロードできます。ハイデンハイン マニュアルは複数の言語で利用できます。CNC 機械工は、ハイデンハインの Web サイトからハイデンハイン CNC プログラミング ソフトウェアを無料でダウンロードすることもできます。 ハイデンハイン マニュアル プログラミング ドキュメント 無料ダウンロード ハイデンハイン マニュアル 以下のハイデンハイン プログラミング マニュアルおよびその他の複数の関連ドキュメントをダウンロードできます ハイデンハイン TNC ガイド TNCguide
CNCマシン