工業製造
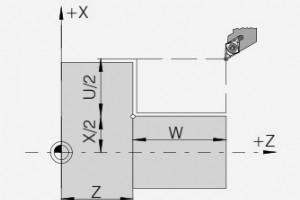
Fanuc 21 TB cnc 制御用の G20 縦旋削サイクルは、モーダル G コードです。G20 旋削サイクルは、直線旋削とテーパー旋削にも使用できます。G20 旋削サイクルは、プログラムと学習が簡単です。 G20 ターニング サイクルは単純なターニングに使用されますが、追加パスの X 軸位置を指定することで複数のパスが可能です。 以下の cnc プログラム コードは、G20 ターニング サイクルの非常に強力な機能も示しています。これは、CNC 機械工が G20 ターニング サイクルのすべてのパスの切り込み深さを制御できることを示しています。これは、G71 ラフ ターニング サイクル

Hurco CNC は、マシニング センター、ターニング センター、5 軸などの CNC 工作機械にすべて柔軟な制御 – WinMax を備えています プログラミング、メンテナンス、安全、プレインストール、および入門用の Hurco CNC マニュアルは、Hurco CNC の Web サイトから無料でダウンロードできます。 Hurco CNC マニュアル プログラミングとメンテナンスの無料ダウンロード Hurco CNC プログラミング マニュアル WinMax8 Mill プログラミング – 入門WinMax8 Mill プログラミング – 会話型WinMax8 Mill プログラ

Hurco WinMax 無料ダウンロード CNC 機械工は、Hurco CNC Web サイトから WinMax 9 のデスクトップ バージョンを無料でダウンロードできますhttp://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspx Hurco WinMax コントロール Hurco WinMax 機能リスト DXF スケーリング:DXF 図面を実際のサイズにスケーリングできます。再描画したり、CAD システムに戻ったりする必要はありません。 FastDraw グラフィックス エンジン:技術の進歩によ
G81 穴あけサイクル G84 タッピング サイクルの使用を示す CNC プログラム。 G81 穴あけサイクルについては、G81 穴あけ固定サイクル – CNC ミル プログラミングで簡単に説明しました。 G81 掘削サイクル プログラムの例 http://www.helmancnc.com/fanuc/fanuc-g81-drilling-cycle/. G84 タッピング サイクルは、ここで読むことができます G84 タッピング サイクル – 複数の G84 タッピング サイクル サンプル プログラムを使用した CNC ミル プログラミング http://www.helmancnc.
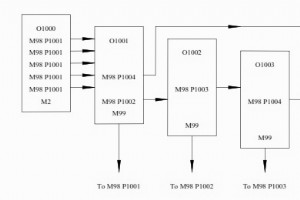
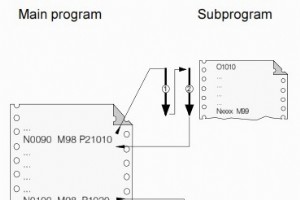
これはファナックのサブプログラムの例で、CNC 機械工がサブプログラミング手法を使用して、CNC プログラムの作成と保守を容易にする方法を示しています。 CNC サブプログラム サブプログラミングは、CNC 機械工が自分のプログラム (メインプログラムと呼ばれる) から、CNC 機械に保存されている他の CNC プログラムを呼び出すことができる方法です。 ファナック サブ プログラミングの方法に関する記事を読む。 このサブプログラミング プロセスにより、CNC プログラマー/機械工は、プログラムを反復可能な有用なコードの小さな断片に分割することで、CNC プログラムを小さく保つことが容易
G68 座標回転 Fanuc G68 Coordinate Rotation G-Code により、CNC 機械工は回転角度で操作パターンを簡単に実行できます。 要するに: プログラム中のG68で回転角度を指定することで、回転した座標で実際の加工を行います。 中心点 (原点) と回転角度を指定することができ、操作のパターン全体がそこで実行されます。 プログラミング G68 X…Y… R… パラメータ パラメータ 説明 X,Y 回転の中心。 R 回転角度 (R+ =反時計回り) X &Y 値が G68 座標回転でプログラムされていない場合、現在のツール位置が回転極中心になります
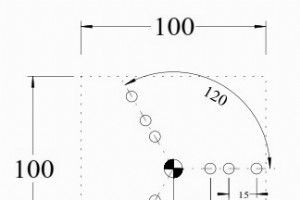
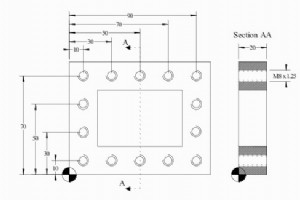
ファナック G68 座標回転 G コードにより、CNC 機械工は回転角度で操作パターンを簡単に実行できます。G68 座標回転の実際の動作を理解するのに役立つ基本的な CNC プログラミングの例を次に示します。 ファナック G68 プログラムの例 T1 M6G0 G90 G40 G21 G17 G94 G80G54 X20 Y0 S1500 M3G43 Z100 H1Z5G81 R3 Z-20 F? M8X30X45G68 X0 Y0 R120X20 Y0X30X45G68 X0 Y0 R240X20 Y0X30X45G69 G80G0 G90 Z100 M30
cnc 機械工が Siemens Sinumerik 802D sl CNC マシンでねじを切る方法を示す基本的な cnc プログラミング チュートリアル。 Sinumerik 802D sl にはねじ切りサイクル CYCLE97 がありますが、CNC 機械工は多くのパラメーターを処理する必要がありますが、サイクルのパラメーターが多いほど操作の柔軟性が高くなります。 そのため、CYCLE97 は、CNC プログラマー/機械工に、Sinumerik CNC 制御でねじを加工する際に多くの柔軟性を提供します。 Sinumerik CYCLE97 パラメータの説明 CYCLE97 については、
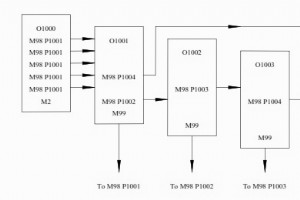
ファナック サブプログラミング Fanuc CNC コントロールは、メイン ディレクトリ内に保存されている他のパート プログラムにアクセスする機能を提供します。 サブプログラム呼び出しの cnc プログラムの例については、Fanuc G76 Threading Cycle を使用した Multi Start Threads を参照してください サブプログラム呼び出し サブプログラムは、M98 コマンドの後に文字 P を前に付けたサブプログラム番号を使用して呼び出されます。 N10 M98 P1004 上記の cnc プログラム行では、サブプログラム 1004 が呼び出され、これは制
G28 リファレンス ポイント リターン G28 レファレンス ポイント リターン G コードは、中間位置を介してレファレンス ポイントにアプローチするために使用されます。中間位置は、絶対 X、Z または相対 U、W で指定できます。 参照点読み取りとは何ですか CNC ゼロ リターンまたは参照点リターン G28レファレンス点復帰指令機中、まず中間点(G00)に高速で到達し、次にレファレンス点位置へ高速移動します。 プログラミング G28 X(U) Z(W) X、Z 絶対中間点位置。U、W 増分中間点位置。 例 次の例では、マシン上の実際の基準点の位置が X330 と Z529 であ
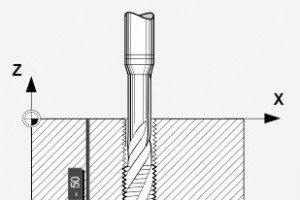
cnc マシンのスピンドルにパルス発生器が装備されている場合は、Sinumerik G331 リジッド タッピング G コードを使用してリジッド タッピングを行うことができます。 Sinumerik G63 フローティングタップホルダーによるタッピング この CNC プログラミング チュートリアルは、CNC 機械工が、パルス発生器を持たない CNC 機械をタップするための別のオプションがあることを示しています。 Sinumerik G63 は、フローティング タップホルダを使用したタッピングに使用されます。Sinumerik G63 機能の場合、CNC 機械工はフローティング タップホル
Siemens は、Sinumerik CNC 制御のマニュアルを無料でダウンロードできます。 Sinumerik cnc 制御を使用する CNC 機械工は、好きなマニュアルを無料で自由に閲覧およびダウンロードできます。 Siemens Sinumerik 808d マニュアル Siemens Sinumerik 808D cnc 制御に取り組む CNC 機械工は、Siemens の Web サイト Siemens Sinumerik 808d マニュアルから Sinumerik 808D のマニュアルをダウンロードできます。 Sinumerik 808D ターニング Sinumerik
このビデオでは、SINUMERIK 808D cnc 制御を備えた CNC 旋盤で、機械の電源を入れて軸を参照する方法を示します。 CNC ゼロ リターンまたは基準点リターン 基準点は、cnc マシン内に値が既に格納されている cnc マシン内の固定点です。したがって、CNC マシンを基準点に移動すると、これらの値が自動的にアクティブになり、CNC マシンは現在の軸位置を知るようになります。リファレンス ポイントとは 記事全文を読む CNC ゼロ リターンまたはリファレンス ポイント リターン SINUMERIK 808D ターニング PC で SINUMERIK 808D を無料ダウ
Siemens の Sinumerik 808D cnc は、セットアップと実行が簡単です。 このビデオでは、CNC マシンがどのように回転するかを示しているため、工具オフセット設定のためにねじ切り工具を簡単に測定できます。 Sinumerik 808D 工具オフセット設定 Sinumerik 808D マシンは、ツールのセットアップに内部測定システムを使用します。 CNC 機械工は、組み込みのツール測定システムを使用してツール オフセット設定を簡単に測定できます。外部ツール プリセッタ マシンは必要ありません。 SINUMERIK 808D チュートリアル旋削 – このビデオでは、コ
Siemens Sinumerik MSG() ステートメントを使用すると、パート プログラムからの任意の文字列をメッセージとしてオペレータに出力できます。 これらのメッセージは、情報提供からリアルタイムの重要なデータ表示メッセージまで、あらゆる種類のものです。 Sinumerik MSG ステートメントを使用した cnc プログラムの例 ブロック検索クエリ用の Sinumerik 840D システム変数 $P_SEARCH 軸の現在位置の Sinumerik 840D システム変数 $AA_IM Sinumerik MSG コマンド Sinumerik MSG を使用したメッセー

通常、CNC 機械工は、CNC 機械のコントロール パネルからツール オフセットを手動で入力/設定します。 ただし、プログラムを使用してツール オフセットとワーク オフセットを設定する場合は、Haas CNC G10 プログラム可能なオフセット設定 G コードを使用できます。 プログラム内にツールとワーク オフセットがあると便利です。他の CNC 機械工が使用のためにツール オフセットを変更しても、心配する必要はありません。G10 セット オフセット コードは、プログラムされたオフセット値で古い値を上書きします。 関連 Fanuc G10 G-Code for CNC Machine P
CNC プログラマーと機械工は、さまざまな機械加工操作でさまざまな種類のコンポーネントを毎日処理する必要があります。そのペースについていくために、彼らはさまざまな技術を実装しています。 サブプログラミングとは? このような最もよく使用される手法の 1 つがサブプログラミングです。サブプログラミングは、M98、M99 などの単純なコマンドだけで簡単に使用および理解でき、柔軟性を高めることができます。 サブプログラムは、プログラム (通常はメインプログラムと呼ばれます) から呼び出され、ある種の反復可能な加工操作を追加する通常の cnc プログラムです。 CNC サブプログラムの例 ファナッ
ほとんどすべての cnc 制御には、サブプログラム、サブルーチンを作成する方法があります。 CNC サブプログラムは、cnc プログラム メモリ (cnc プログラム ディレクトリ) に個別の cnc プログラムとして追加され、外部の cnc プログラム (メインプログラム) から呼び出されます。 CNC サブプログラムの詳細を読む CNC 機械工のための CNC サブプログラムの基礎 ファナック サブプログラミング ファナック サブプログラムの例 ハースCNC Haas CNC ローカル サブプログラム Haas CNC は、通常の cnc サブプログラミング コマンド M98

Haas M98 サブプログラム呼び出し Haas M98 サブプログラム呼び出しコードは、サブルーチン (サブプログラム) を呼び出すために使用されます。サブプログラムはプログラム リストにある必要があり、サブプログラムは M99 で終了する必要があります。CNC 機械工は、サブルーチンの番号を選択することもできます。繰り返します。 サブ プログラミングとは サブプログラムは、プログラム (通常はメインプログラムと呼ばれます) から呼び出され、ある種の反復可能な加工操作を追加する通常の cnc プログラムです。 Haas M97 ローカル サブプログラム コール Haas には、呼び出

Haas サブプログラム コマンド M97 M98 は既にサブプログラムの例で簡単に説明されているので、こちらをお読みください CNC プログラム例を使用した Haas M97 ローカル サブプログラム呼び出し Haas M98 サブプログラム呼び出しと基本的なコード例 その他の CNC サブプログラム関連の記事 CNC 機械工のための CNC サブプログラムの基礎 ここに記載されているファナック サブ プログラム ファナックサブプログラミング Fanuc サブプログラムの例 Fanuc G76 ねじ切りサイクルによるマルチスタートねじ Haas M99 サブプログラム リ
CNCマシン