工業製造

Hust Lathe CNC コントローラーの完全な G コード リスト。Hust CNC 制御を備えた CNC 旋盤で作業する CNC 機械工のための優れたリファレンス。 以下の G コード リストは、以下および関連するハスト CNC コントロールで動作しますH6C-T CNC 旋盤コントローラーH4T 旋盤 CNC コントローラー (H4-T H4C-T H4P-T H4CP-T)H4CL- T H4PL-T ハスト CNC 旋盤コントローラ G コード一覧 H4CL-T &H6C-T ハスト CNC 旋盤 G コード リスト G コード 機能G00 高速位置決め (速い送り速度)

Hust H6C-T CNC コントローラを使用して CNC 旋盤で作業する CNC 機械工向けの完全な M コード リスト。 Hust CNC G コード用 ハスト CNC 旋盤コントローラ G コード リスト H4CL-T &H6C-Tハスト CNC G コード リスト – CNC ミル H4M &H4CL-M ハスト H6C-T 旋盤 CNC コントローラ Hust H6C-T 旋盤 CNC コントローラー用 M コード M-CODE 機能M00 プログラム中断。M01 オプション中断。M02 プログラム終了。M30 プログラム終了。M98 サブプログラム呼び出しM99 プログラ
Hust CNC の簡単な基本的な G コード プログラムの例。G90 アブソリュート座標と G91 インクリメンタル座標の違いを示します。 このチュートリアルは、ほとんどのファナック cnc コントロールにも適用されます。これは、初心者レベルの cnc 機械工と cnc プログラマーが G90 と G91 の違いを理解するための優れたリソースです。 Hust CNC ミル コントロールについてG90 G コードは絶対座標に使用されますG91 G コードはインクリメンタル座標に使用されます。 G90 絶対座標 原点(ワーク原点)が基準です。ワークピース (機械部品) の形状を表すすべて
Siemens Sinumerik CYCLE83 Peck ドリル サイクルにより、深穴ドリル加工が容易になります。非常に柔軟なドリル サイクルにより、CNC 機械工は深穴ドリル タスクのすべての側面を完全に制御できます。 CNC 機械工は、切りくず除去の開始点に毎回ツールを後退させるか、切りくず破砕のみに設定するかを制御できます。この方法では、ツールは次のペックのために 1 mm だけ後退します。 Siemens Sinumerik CYCLE83 深穴掘削 工具は、プログラムされたスピンドル速度と送り速度で、入力された最終穴あけ深さまで穴あけします。深穴穴あけは、定義可能な最大深さの

ISO の方言でプログラミングするのが好きな CNC 機械工は、SINUMERIK Operate V4.4 Ed.2 用の SinuTrain の新しい機械構成をダウンロードできます CNC 機械工は、新しいサンプル マシンを使用して SINUMERIK Operate V4.4 Ed.2 の SinuTrain を拡張できます 回転工具付き旋盤 (ISO 方言) シンプルな垂直フライス盤 (ISO 方言) これらのサンプル マシンには、ISO ダイアレクト T / ISO ダイアレクト M 機能を使用して作成されたサンプル プログラムが含まれています。 ISO Dialect
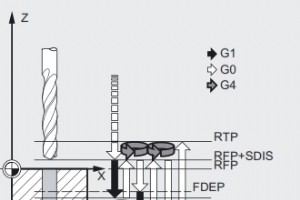
Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle の使用を示す非常に単純な cnc プログラムの例。 Siemens Sinumerik CYCLE83 深穴ペック掘削サイクルの概要 CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) RTP 後退面(絶対)RFP 基準面(絶対)SDIS 安全クリアランス(符号なしで入力)DP 最終掘削深さ(絶対)DPR 最終掘削深さ(絶対)基準面 (符号なしで入力)FDEP 最初の掘削深さ (絶対)FDPR
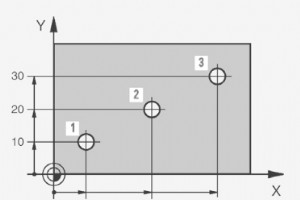
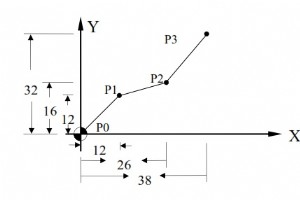
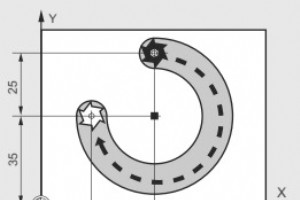
Heidenhain cnc 制御は、絶対座標と増分座標を参照する非常に簡単な方法を使用します。絶対座標の場合、軸は通常どおり参照されますX =X 軸の絶対位置 (座標)Y=Y 軸の絶対位置 (座標) インクリメンタル座標の場合、「I」は、CNC 機械工がアクセスしたい軸の前に付けられます。IX =X 軸のインクリメンタル位置または座標IY =Y 軸のインクリメンタル位置または座標 絶対ワーク位置(絶対座標) 絶対座標は、座標系のデータム (ワーク原点) を基準とする位置座標です。 ワーク上の各位置は、その絶対座標によって明確に定義されます。 ハイデンハインの絶対ワークピース位置の例

Heidenhain TNC 426 および類似の CNC コントロールを備えた CNC 機械で作業する CNC 機械工向けの Heidenhain M コード リスト。 ハイデンハイン M コード リスト – TNC 426 ハイデンハイン M コード リスト M コード 機能M0 プログラム停止M1 オプションの停止 (プログラム停止は任意停止のみ)M2 プログラム終了M3 スピンドル ON 時計回りM4 スピンドル ON 反時計回りM5 スピンドル停止M6 ツール交換M8 クーラント ONM9 クーラント OFFM10 分割ヘッド、クランプ ONM11 分割ヘッド、クランプ OFF

ハイデンハイン cnc 制御の歴史を簡単に説明します。 ハイデンハイン CNC コントロールの歴史 1968年 VRZ 59.4 1軸双方向カウンタ 1974年 ハイデンハイン 5041 数値位置表示単位 1976年 TNC 110 と TNC 120 3 軸の数値位置決め制御 1979年 TNC 131 / TNC 135 数値ストレート カット コントロール 1981年 TNC 145 3 軸の数値コンタリング制御 1984年 TNC 155 ワーク加工のグラフィック シミュレーションによる 4 軸の数値輪郭制御 ハイデンハイン TNC 100 シリーズ 1995年 エン
4200T などのアニラム CNC 制御を備えた CNC 旋盤で作業する CNC 機械工向けのアニラム G コード リストブロックごとに複数の G コードを指定できます。ブロックに競合する G コードが含まれている場合、エラーメッセージが表示されます。 旋削用 4200T CNC コントロール アニラム G コード – 準備機能 G コード 機能G0 ポジショニング – ラピッド トラバースG1 直線補間G2 円弧補間 – CWG3 円弧補間 – CCWG4 G5 ドウェルG5 G9 正確な停止チェックG22 ストアド ストローク リミット ON (プログラム可能なストローク リミット)

ANILAM 6000M などの CNC ミル制御用 G コード リストG コードは、モーション コマンド、固定サイクル、さまざまな機械および CNC 機能を開始します。ブロックごとに複数の G コードを指定できます。ブロックに競合する G コードが含まれている場合、エラー メッセージが表示されます。 アニラム G コード一覧 – CNC Mill 6000M アニラム G コード リスト – CNC ミル G コード 機能G0 ポジショニング - 高速トラバー G1 線形補間 - フィードG2 円弧補間 - CWG3 円弧補間 - CCWG4 ドウェル G5 楕円G9 正確な停止チェッ
LinuxCNC は、フライス盤や旋盤などの工作機械をコンピューター制御するためのソフトウェア システムです。LinuxCNC は、オープン ソース コードを使用したフリー ソフトウェアです。LinuxCNC は、タッチ スクリーン用のものを含む、いくつかのグラフィカル ユーザー インターフェイスを提供します。 G コード Gコード 説明 G0 急速な直線運動 G1 リニアフィード G2 CWアークフィード G3 CCW アーク フィード G4 ドウェル G5.1 二次 B-スプライン G5.2 G5.3 NURB ブロック G7 直径モード (旋盤) G8 半径モード
Haas G10 G コードのプログラム可能なオフセット設定 Haas G10 プログラマブル オフセット設定 G コードにより、プログラマはプログラム内でオフセットを設定できます。 G10 を使用すると、オフセットを手動で入力する必要がなくなります (つまり、工具の長さと直径、および作業座標のオフセット)。 Haas G10 Haas CNC Lathe G10 Programmable Offset Setting G-Code に関する完全な記事を読む Haas G10 G コードは通常、プログラム内のオフセットを変更するために使用されますが、オフセットをゼロに設定するためにも使用
iPhone、Android、blackberry 用のサンドビック コロマント インサート識別アプリは、現在使用しているインサートと同等のサンドビック コロマント ソリューションを見つけるのに役立ちます。サンドビック・コロマントのどの材種と形状が利用できるかわからない場合に役立ちます。 与えられた結果は、入力したグレード/ジオメトリに直接相当するものに基づいています。機械加工プロセスを最適化すると、いくつかの代替案が得られる場合があります。 サンドビック・コロマントのインサート識別子アプリ ダウンロード サンドビック・コロマントのインサート識別子アプリ サンドビック・コロマント
絶対次元 (アブソリュート プログラミング) とは? アブソリュート寸法またはアブソリュート プログラミングでは、プログラムされた位置は常に現在有効な座標系のゼロ点を参照します (ワークピースゼロ点)。 G90 絶対寸法または絶対プログラミングはモーダル G コードです。 Siemens Sinumerik は、個々の軸の絶対位置にアクセスするための AC (非モーダル絶対寸法) コマンドを提供します。 CNC プログラムの例はこちら Sinumerik Mill プログラム – 絶対寸法コマンド G90 AC SINUMERIK 828D G90 – モーダル絶対寸法 CNC 機
G90 絶対寸法または絶対プログラミングはモーダル G コードです。 Siemens Sinumerik は、個々の軸の絶対位置にアクセスするための AC (非モーダル絶対寸法) コマンドを提供します。 記事全文を読む Sinumerik Absolute Dimensions G90 Modal and AC Non-modal Command. 絶対次元 (絶対プログラミング) アブソリュート寸法またはアブソリュート プログラミングでは、プログラムされた位置は常に現在有効な座標系のゼロ点を参照します (ワークピースゼロ点)。 次の cnc プログラムの例は、次の Siemens Si
Sinumerik MSG コマンドとは? Siemens Sinumerik MSG ステートメント MSG() を使用すると、パート プログラムの任意の文字列をオペレータへのメッセージとして出力できます。 これらのメッセージは、情報提供からリアルタイムの重要なデータ表示メッセージまで、あらゆる種類のものです。 MSG コマンドについての完全な記事を読む Sinumerik MSG Command to Display Messages to CNC Operator 点滅メッセージの Sinumerik MSG コマンドの例 Sinumerik MSG コマンドで点滅メッセージを
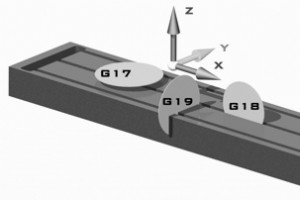
G17 G18 G19 を使用したことはありません。これらの平面選択 G コードがどのように機能するかはわかりませんが、それでも cnc ミルと cnc 旋盤で正常に動作しているのはなぜですか? したがって、CNC Mills では、マシンの電源を入れると G17 X Y 平面がアクティブになります。同じように、CNC 旋盤ではデフォルトで G18 Z X 平面がアクティブになります。 飛行機の選択について心配するのはいつですか? ほとんどの cnc ミル プログラマーと機械工は、平面選択 G コードをいじる必要はありません。 ZX 平面から他の平面へ。 平面選択は、CNC 機械工がその
このビデオでは、Tormach PCNC 1100 を使用したいくつかの CNC ねじ切り加工操作を示しています。ねじ切り加工は、60 度のシングル フォーム V カッターを使用して鋼とアルミニウムの両方で実演されています。

Haas cnc マシンは複数のツール オフセットと多くのワーク オフセットを保持できるため、CNC 機械工は cnc プログラムで必要なだけ多くのツール オフセットとワーク オフセットを使用できます。 Haas ツール オフセットおよびワーク オフセット フィルタリング オプション そのため、Haas には、プログラムで使用されていないすべてのオフセットをフィルタリングする便利な機能があります。 このプロセスにより、CNC 機械工は、CNC プログラムで実際に使用されているツールとワーク オフセットのみを確認して変更することが容易になります。 Haas ツール オフセットおよびワーク
CNCマシン